Существующая технологическая схема
Период плавки
Технология плавки стали марки 17Г1С
Изменение температуры в процессе внепечной обработки металла
Разработка технологии струйно-кавитационного рафинирования стали в большегрузных ковшах
Интенсификация перемешивания металла и повышение поверхности контакта расплав - газ
Безопасность жизнедеятельности
Охрана окружающей природной среды
Расчет годового производства цеха
Навигация
Безопасность жизнедеятельности
Влияние водорода на свойства стали
125580
знаков
26
таблиц
5
изображений
4 Безопасность жизнедеятельности
Объемно-планировочные решения зданий и сооружений цеха
ООО «Уральская Сталь» расположено на северо-востоке города Новотроицка Оренбургской области. Так как комбинат является металлургическим производством с полным циклом (имеет в своем составе коксохимическое и доменное производство), то он относится, согласно классификации, к первому классу. Ширина санитарно-защитной зоны должна быть 1000 м. Но ширина санитарно-защитной зоны ООО «Уральская Сталь» около 400 м, что является нарушением санитарных норм и правил.
На генеральном плане завода вспомогательные и административные цехи расположены с подветренной стороны от основных, и вредные выделения уносятся, практически не достигая жилых районов города.
Мартеновский цех расположен с подветренной стороны по отношению к жилому комплексу, административным зданиям, основным и вспомогательным цехам, что позволяет относить загрязнения от них в сторону и создает благоприятные по уровню звуковому давлению условия труда.
Продольные оси аэрационных фонарей и стен зданий с проемами, используемыми для аэрации помещений, ориентированы в плане перпендикулярно к преобладающему направлению ветра летнего периода года.
Санитарные разрывы между зданиями и сооружениями цеха, освещаемым через оконные проемы, не менее наибольшей высоты противоположных зданий и сооружений.
Длина мартеновского цеха составляет 700 м., ширина 60 м., высота 21 м. В цехе одновременно трудятся 870 человек. Площадь и объем производственных помещений цеха, приходящиеся на одного человека, составляют соответственно 34,4 м2 и 1396,6 м3, что соответствует требованиям к площади и объему зданий.
Пешеходные дорожки асфальтированы и оснащены переходными галереями, а также переходами через железнодорожные пути.
Печной пролет предназначен для выплавки стали. Его ширина 25 м., длина 480 м. В пролете размещены две двухванные печи емкостью 250 т. каждая ванна. Пролет оснащен тремя заливочными кранами, четырьмя завалочными машинами, двумя заправочными машинами, чугуновозными ковшами емкостью 100 т. бункерами для подсыпки порогов, двумя торкрет-машинами. По рабочей площадке вдоль печей проходят три пути: первый – для подачи электровозом ковшей с жидким чугуном от миксера к печам; второй – для напольной завалочной машины, третий – для мульдовых составов, устанавливаемых к печам.
Опасные и вредные факторы при работе
В таблице 18 дается анализ опасных и вредных факторов, которые могут проявляться при обработке металла в ковше аргоном.
Таблица 18 – Анализ потенциально опасны и вредных производственных факторов
| Операция технологического процесса | Агретат, на котором выполняется операция | Характеристики потенциально опасных и вредных факторов | Нормируемое значение |
| 1 | 2 | 3 | 4 |
| Выплавление металла | ДПСА | Повышенный уровень шума на рабочем месте 82 дБ(А) Повышенная загазованность и запыленность воздуха рабочей зоны 20 – 30 мг/м3 | La=65дБ(А) ПДКпыли = 6 мг/м3 |
| Продувка металла аргоном | Ковш | Недостаточная освещенность рабочей зоны Ен = 200 лк | Ен = 300 лк |
| Продолжение таблицы 18 | |||
| 1 | 2 | 3 | 4 |
| Повышенная температура воздуха на рабочем месте в холодный период 27ºС, в теплый период 34ºС Повышенный уровень инфракрасной радиации q = 156 Вт/м2 | Холодный период tв = 20 - 22ºС, теплый период tв = 23 - 25ºС q = 100 Вт/м2 |
Отопление и вентиляция цеха
Избыток явной теплоты в помещении пульта управления отсутствует. Для поддержания в помещении пульта управления необходимых температурных условий установлена система водяного отопления. Значение температуры, относительной влажности скорости движения воздуха в помещении пульта управления приведены в таблице 19.
Таблица 19 – Температура, относительная влажность и скорость движения воздуха в
помещении пульта управления
| Категория работ | Температура, ºС | Относительная вла-жность, не более, массовая доля, % | Скорость движения воздуха, не более, м/с. |
| 1 | 2 | 3 | 4 |
| Холодный период года | |||
| 1а | 20-22 | 40 | 0,1 |
| Теплый период года | |||
| 1а | 23-37 | 60 | 0,2 |
Для понижения температуры на рабочем месте предусматривается установка устройства полного кондиционирования воздуха. Таким образом, микроклимат в рассматриваемом помещении соответствует нормативам
Расчет производственного освещения
В цехе предусматривается система естественного и искусственного освещения. Учитывая высокую биологическую и гигиеническую ценность естественного света в производственных помещениях, его используют максимально. Это также позволяет экономить электроэнергию. Работа в мартеновском цехе относится к 7 разряду зрительных работ. Значение коэффициента естественной освещенности (КЕО) равно 1. Световые проемы располагают по ширине строения.
Расчет площади световых проемов при боковом освещении ведется по формуле (40):
 (40)
(40)
где IN – нормативное значение КЕО
К3 – коэффициент запаса
ηо – световая характеристика окон
SH – площадь пола помещения, м2
ro - общий коэффициент светопропускания;
r1 – коэффициент, учитывающий повышение КЕО при боковом освещении
![]()
Площадь световых проемов 560 м2 обеспечивает нормативный КЕО.
Искусственное освещение необходимо для проведения работ в темное время суток и в местах без достаточного естественного освещения.
Расчет количества светильников в цехе ДРЛ – 700 Вт осуществляется по формуле:
 (41)
(41)
где ЕН – нормативное значение освещенности, лм;
S – площадь помещения, м2;
К – коэффициент запаса;
Z – коэффициент минимальной освещенности;
Фл – световой поток одной лампы, лм
n - количество ламп в одном помещении
η – коэффициент использования осветительной установки
![]()
Работа на пульте управления относится к третьему разряду зрительных работ. Значение коэффициента естественной освещенности (е = 2%) обеспечивается имеющимися в помещении двумя световыми проемами. В темное время суток применяется общее искусственное освещение.
Рассчитаем искусственное освещение на рабочем месте контролера ОТК, которое находится в пульте управления длиной 8 м, шириной 4 м, высотой 3 м. Освещенность рабочего места должна составлять 300 лк.
Для освещения рабочего места используются лампы дневного света ЛК-40. Световой поток одной лампы 3120 лк, количество ламп в светильнике равно двум.
Необходимое количество светильников рассчитывается по формуле:
(42)
где NCB – количество светильников, шт;
ЕН – световой поток, лк;
S – площадь помещения, м2;
К – коэффициент запаса;
Z - коэффициент минимальной освещенности;
Фл – световой поток одной лампы, лк;
n - количество ламп в светильнике, шт;
ηо – коэффициент использования осветительной установки.
![]()
Чтобы обеспечить необходимый уровень освещенности на пульте управления, необходимо установить 4 светильника типа ЛБ-40.
Похожие работы
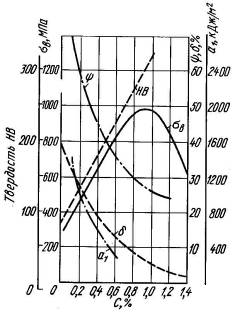

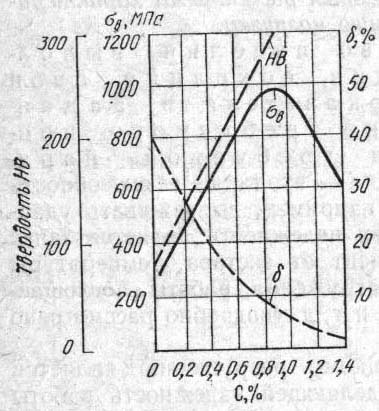
... стали даже при незначительном изменении его содержания. Т.о., углерод является основным элементом, при помощи которого изменяются свойства сплава на основе железа. 2. Влияние углерода на свойства стали С изменением содержания углерода изменяется структура стали. В зависимости от содержания углерода она может иметь следующий вид: < 0,8% C – Ф+П 0,81% C – П (100%) > 0,81% C – П + ...
... Фк = 365 × 24 = 8760 ч Номинальный фонд времени – это количество часов в году в соответствии с режимом работы без учета потерь. Так как термическое отделение высокотемпературного отжига анизотропной электротехнической стали работает непрерывно, то номинальный фонд равен полному календарному, то есть Фн = Фк = 8760 ч. Действительный фонд времени равен тому времени, которое может быть ...
... технический университет Физико -технологический факультет Кафедра физического металловедения Курсовой проект Тема: “ Проект термического отделения для обезуглероживающего и рекристаллизационного отжига изотропной электротехнической стали третьей группы легирования в толщине 0,5 мм в условиях ЛПЦ-5 АО НЛМК. Годовая программа 120000 тонн Выполнила ст. гр. МТ-94-1 Кузнецова Е. В. ...
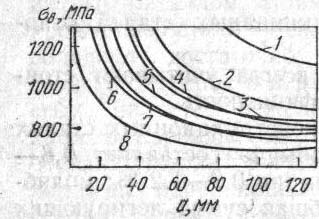
... высокой поверхностной твердости используют закалку ТВЧ (шестерни, коленчатые валы, поршневые пальцы и т.д.). Для получения высоких механических свойств в деталях сечением более 25–30 мм применяют легированные стали, которые обладают большей прокаливаемостью, более мелким зерном, их критическая скорость закалки меньше, следовательно, меньше закалочные напряжения, выше устойчивость против отпуска. ...
0 комментариев