Существующая технологическая схема
Период плавки
Технология плавки стали марки 17Г1С
Изменение температуры в процессе внепечной обработки металла
Разработка технологии струйно-кавитационного рафинирования стали в большегрузных ковшах
Интенсификация перемешивания металла и повышение поверхности контакта расплав - газ
Безопасность жизнедеятельности
Охрана окружающей природной среды
Расчет годового производства цеха
Навигация
Разработка технологии струйно-кавитационного рафинирования стали в большегрузных ковшах
Влияние водорода на свойства стали
125580
знаков
26
таблиц
5
изображений
3.1.2 Разработка технологии струйно-кавитационного рафинирования стали в большегрузных ковшах
Фурма для продувки представляла собой толстостенную металлическую трубу длиной 5,7 м, футерованную огнеупорными стопорными катушками марки СП-8. Наборка и сушка продувочных фурм осуществлялась на специальном участке разливочного отделения, оснащенного стендом для наборки. На первых опытно-промышленных плавках с применением фурм с щелевыми соплами возникла одна очень важная проблема. Как уже отмечалось выше, для реализации струйно-кавитационных режимов продувки требуются высокие давления нейтрального газа. В связи с этим при отгаре щелевого наконечника и соответствующего этому процессу резкому увеличению расхода газа происходил выброс металла и шлака из ковша. Для предотвращения этого на расстоянии 500-600 мм (более высоты огнеупорной катушки) от щелевого сопла вваривалась диафрагма с проходным сечением несколько большим, чем у щелевого наконечника.
При применении такой фурмы отгар щелевого наконечника не приводит к выбросам, т.к. расход газа будет ограничиваться пропускной способностью диафрагмы. Первый вариант (Щ1) представлял собой фурму с щелевыми соплами, расположенными перпендикулярно оси трубы с конусностью 5-30º, шириной на срезе 0,0025-0,03 внутреннего диаметра тракта подачи газа. Для интенсификации кавитационного процесса зарождения газовых пузырей в расплаве, в стенках щелевых сопел делались проточки, вызывающие при продувке акустическое поле, а также закручивание струи и большой угол раскрытия (60º против 20º). Продувку ведут при погружении фурмы на 2,2 – 2,5 м (не менее 70º % высоты слоя жидкого металла) и рабочем давлении аргона перед фурмой 0,4 – 0,5 МПа, когда продолжительность продувки должна быть не менее 3-х минут; в остальных случаях – не менее 4-х минут.
Обычная продувка без выбросов через фурму, представляющую собой футерованную полую металлическую трубу (диаметр 57 мм) происходит при давлении 0,2 – 0,4 МПа. Применение фурмы с щелевым наконечником позволило повысить давление до 0,51 – 0,91 МПа (нижний предел относится к низкоуглеродистым кипящим сталям, а верхний к спокойным сталям) без выплесков металла и шлака из ковша.
Продувка стали через щелевые сопла (фурма Щ1) с повышенным давлением газа изменила характер ее перемешивания в ковше. Например, продувка спокойной стали через щелевые сопла осуществлялась более мягко. Формирующаяся поверхностная волна была меньшей высоты (порядка 0,2 м), чем при продувке через цилиндрические фурмы. Однако перемешивание металла было более интенсивным. Это обстоятельство подтверждается увеличением зоны интенсивного перемешивания. Изменился и характер токов на поверхности металла, что хорошо наблюдалось при продувке стали под толстым слоем шлака, а также при присадках жидкого алюминия на зеркало металла. При продувке через щелевые фурмы на поверхности металла в зоне погружения фурм возникали вихревые токи с углом 25 - 40º, причем угол наклона этих токов определяется давлением газа перед фурмой (увеличение давления приводит к его росту). Этот факт наглядно подтверждается характером настылей на фурме, при продувке через фурмы с цилиндрическим соплом формируется кольцевой настыль с небольшим углом наклона, а при продувке через щелевые сопла настыль формируется под углом 25 - 45º к зеркалу металла.
Подтверждением интенсификации массопереноса в объеме ковша служит также более равномерное распределение химических элементов в стали. Однако фурма Щ1 имеет низкую пропускную способность, что ограничивает скорость подачи газа и, как следствие, приводит к недостаточной эффективности ковшевой обработки стали. Своеобразным было изменение характеристик роста при увеличении давления, после увеличения давления газа перед фурмой выше 0,51 – 0,61 МПа расход газа увеличивается незначительно. Это обстоятельство, очевидно, связано с достижением газом на выходе из щелевой фурмы скорости звука. Как известно, при указанной конфигурации сопла возможно достижение только дозвуковых скоростей истечения газа. Практическим следствием этого ограничения скорости истечения были выплески металла и шлака из ковша при дальнейшем увеличении давления.
Для устранения этого недостатка и повышения эффективности продувки расплава инертным газом и в конечном счете улучшения качества металла был разработан второй вариант щелевидной фурмы – Щ2. Фурма Щ2 состоит из металлической трубы, расположенной в футерованном корпусе, наконечника в виде щели, которая в продольном сечении выполнена в форме сопла Лаваля, а поперечном критическом сечении соотношение ее осей составляет 1 к (10-15). Такая конструкция позволяет с помощью фурмы Щ2 обеспечивать пульсации газового потока в том же диапазоне частот, что и Щ3, но в 2-2,5 раза увеличить скорость истечения газа в расплав.
Для продувки расплава через щелевидные фурмы использовали аргон. При переходе газа из несущей трубы в наконечник происходит снижение давления газа в результате гидродинамического удара о боковую поверхность щелевой насадки наконечника, при истечении газа в жидкую сталь через щелевидное сопло обеспечиваются его пульсации, следствием которых является мелкодисперсная газовая фаза, появляющаяся у наконечника.
Большая площадь поверхности раздела металл-газ обеспечивает переход растворенных в металле газов и захват неметаллических включений пузырьками газа, т.е. обеспечивает повышение качества металла. Кроме того, развитая поверхность контакта газ-металл вовлекает в циркуляцию значительные количества расплава, что улучшает усреднение стали по химическому составу и температуре. Изменение характера перемешивания наблюдалось при продувке кипящих и полуспокойных сталей. При продувке через фурмы с щелевидным соплом этих сталей даже при относительно низких расходе и давлении газа (45 – 50 м3/час и 40 – 0,55 МПа) характер перемешивания аналогичен продувке через фурмы с цилиндрическими соплами и расходом газа в 1,6 – 2 раза большим. Столь значительное увеличение интенсивности перемешивания кипящих и полуспокойных сталей при струйно-кавитационной обработке вызвано формированием развития кавитацинных пузырьков окиси углерода в объеме металла /17/, т.е. пузырьков, зародышами для образования которых послужили кавитационные полости, появившиеся в расплаве при данном режиме продувки. Подтверждением этого вывода служит и то, что на сталях, характеризуемых повышенным содержанием кислорода (например, низкоуглеродистых), это усиление перемешивания металла значительно выше.
Технологические показатели, полученные в результате опробования в мартеновском цехе ОАО «Уральская Сталь» продувки металла в ковше емкостью 250 т. через заглубленные фурмы с различными вариантами щелевидных сопел приведены в таблице 18.
Следует также отметить, что проведенное исследование показало и достаточно заметное изменение характера перемешивания от плавки к плавке и на спокойных сталях. Анализ газосодержания показал, что наиболее интенсивное перемешивание наблюдается на сталях с повышенным содержанием водорода и кислорода, что в свою очередь подтверждает кавитационный механизм зарождения газовой фазы. Подтверждением данного механизма служит также и то, что при длительной продувке в струйно-кавитационном режиме визуально наблюдается снижение интенсивности перемешивания стали в то время, как при продувке через цилиндрическое сопло интенсивность перемешивания стабилизируется на 2-3 – 3-й минуте и не меняется по ходу продувки. Снижение интенсивности при струйно-кавитационной продувке вызвано протеканием процесса дегазации металла, а следовательно, и снижением объема зарождающихся и развивающихся за счет кавитации газовых пузырьков. При продувке стали через фурмы с цилиндрическми соплами, усиление перемешивания за счет зарождения газовой фазы из металла практически не происходит. Поэтому после 2-3-х минутной продувки, необходимой для организации направленного перемешивания металла в ковше, происходит стабилизация процесса перемешивания и характеристики этого процесса не изменяются.
При использовании фурмы с соотношением осей щели сопла меньше, чем 1:10 не происходит интенсивного дробления струи, что приводит к образованию крупных пузырей инертного газа, т.е. имеет место крайне нежелательный процесс, для борьбы с которым собственно и была разработана продувка металла в ковше нестационарными струями инертного газа. В результате уменьшается (по сравнению с оптимальной) поверхность раздела газ-металл и соответственно замедляется переход растворенных газов в пузыри. Увеличение размера пузырей уменьшает количество вовлеченного в цилкуляцию металла, что приводит к неудовлетворительному перемешиванию расплава.
Аналогичный эффект наблюдается при использовании фурмы с соотношением осей более, чем 1:15. Здесь происходит значительное снижение динамического напора струи на выходе из сопла и уменьшение скорости истечения газа, что приводит к снижению дальнобойности струи и образованию крупных пузырей. В обоих случаях следствием является ухудшение качества металла.
Таким образом. Внедренная в 1986 году в мартеновском цехе продувка металла аргоном в ковше через погружную фурму с щелевидным соплом позволила несколько улучшить качество стали, не оказав, однако, существенного влияние на выравнивание химического состава металла во всем объеме ковша. Решающим преимуществом продувки расплава через щелевидное сопло по сравнению с цилиндрическим состоит в том, что оно позволяет получить в расплаве на поверхности струи кавитационные пузыри, тогда как при продувке стали в ковше через круглое сопло пузыри всплывают вдоль боковой поверхности фурмы, т.е. газ не рассредотачивается по всему объему ковша. Однако из-за низкой дальнобойности плоской одиночной струи и неупорядоченности гидродинамики расплава в ковше кавитационные пузырьки не разносятся по всему объему металла и, как следствие, общая масса расплава, контактирующего с газом, мала. Эффект от продувки металла в так называемом струйно-кавитационном режиме (СКР) обеспечивается за счет кавитации, возникающей при высокой скорости введения аргона в металл. Однако, как показали результаты многочисленных исследований /28/, на эффективность продувки, помимо давления газа и размера его пузырьков, очень важное влияние оказывает также и расход газа. Поэтому малое сечение сопла (45 мм2) не дает возможности для эффективного перемешивания металла.
Плоское сопло Лаваля (Щ2), создав условия для получения сверхзвуковой струи также не дало ожидаемых результатов из-за малого расхода аргона. Наиболее простым решением явилось бы увеличение площади сечения щелевидного сопла, что дало бы возможность увеличить расход газа.
Таблица 18 – Среднеквадратичное отклонение массовой доли химических элементов
по объему ковша
| Фурма | Соотношение осей | Mn | Si | C |
| 1 | 2 | 3 | 4 | 5 |
| C | 1:7 | 0,34 | 0,15 | 0,13 |
| К | 1:10 | 0,10 | 0,08 | 0,10 |
| Щ2 | 1:12 | 0,08 | 0,07 | 0,11 |
| 1:15 | 0,11 | 0,06 | 0,09 | |
| 1:20 | 0,29 | 0,16 | 0,14 | |
| Щ3 | 0,30 | 0,17 | 0,13 |
Однако это допустимо исключительно за счет удлинения щели, поскольку увеличение ее ширины ухудшает дробление газовой струи на пузырьки. Удлинение щели, в свою очередь, ограничено внутренним диаметром трубы – 33 м.. Отсюда и недостаточная эффективность продувки через щелевидную фурму.
В мартеновском цехе ОАО «Уральская Сталь» пытались устранить этот недостаток, придав соплу синусоидальную форму. Однако и это усовершенствование не позволило полностью решить проблему, поскольку площадь сечения сопла – около 55 мм2 все-таки осталась недостаточной.
Исходя из вышеизложенного была предложена конструкция фурмы с кольцевым соплом. В этом варианте при сохранении прежней толщины газовой струи – до 1,5 мм площадь сечения составила 95 – 140 мм2, что в 2-3 раза больше по сравнению с плоским щелевым соплом. Поскольку толщина так называемого «газового кольца» не возросла, то диспергирование газовой струи не должно было ухудшиться. Также не должна была снизиться эффективность механизма кавитационного зарожденя пузырьков.
Однако результаты опытно-промышленной компании, проведенной для сравнительной оценки эффективности фурм с плоским и кольцевым щелевым соплом, показали, что фурмы с кольцевым соплом неприемлемы для продувки расплава. На сердвевине наконечника очень быстро формировался «настыль», который перекрывал щелевое сопло и резко изменял характер продувки, что в свою очередь сказывалось на эффективности рафинирования стали. Поэтому в технологическую практику внепечной обработки стали инертным газом в струйно-кавитационном режиме (СКР) были внедрены фурмы с наконечниками, имеющими плоское щелевое сопло.
Опыт промышленного применения этих фурм на ОАО «Уральская Сталь в 1986-1991 гг. показал, в свою очередь, что возможности СКР ограничены: хотя продувка расплава аргоном в ковше через погружную фурму со щелевым соплом позволила несколько улучшить качество стали, она не оказала существенного влияния на выравнивание химического состава металла во всем объеме ковша, удаление из стали неметаллических включений, ее дегазацию и т.д.
Таким образом, производственные испытания в дополнении к данным лабораторных исследований объективно свидетельствуют о том, что максимальное повышение эффективности ковшевой обработки стали достижимо при продувке расплава нестационарным потоком инертного газа с амплитудно-частотными характеристиками (АЧХ) пульсаций дутья, охватывающими следующие диапазоны частот:
- инфразвуковой (4 – 10 Гц), в котором интенсифицируются массообменные процессы в объеме ванны:
- звуковой (300 – 500 Гц), в котором интенсифицируется дробление газового потока на пузыри, перемешивание металла непосредственно в зоне продувки и увеличивается поверхность контакта расплав-газ, на которой протекают процессы десорбции растворенных газов.
На основании этих результатов проводилась дальнейшая разработка дутьевого
режима обработки стали нестационарными струями инертного газа, конструировались и изготавливались фурмы для его реализации.
Похожие работы
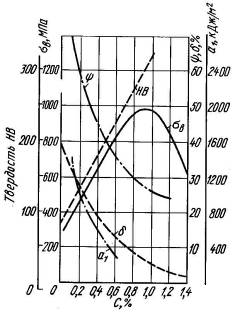

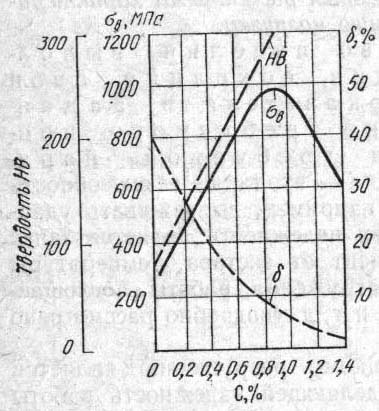
... стали даже при незначительном изменении его содержания. Т.о., углерод является основным элементом, при помощи которого изменяются свойства сплава на основе железа. 2. Влияние углерода на свойства стали С изменением содержания углерода изменяется структура стали. В зависимости от содержания углерода она может иметь следующий вид: < 0,8% C – Ф+П 0,81% C – П (100%) > 0,81% C – П + ...
... Фк = 365 × 24 = 8760 ч Номинальный фонд времени – это количество часов в году в соответствии с режимом работы без учета потерь. Так как термическое отделение высокотемпературного отжига анизотропной электротехнической стали работает непрерывно, то номинальный фонд равен полному календарному, то есть Фн = Фк = 8760 ч. Действительный фонд времени равен тому времени, которое может быть ...
... технический университет Физико -технологический факультет Кафедра физического металловедения Курсовой проект Тема: “ Проект термического отделения для обезуглероживающего и рекристаллизационного отжига изотропной электротехнической стали третьей группы легирования в толщине 0,5 мм в условиях ЛПЦ-5 АО НЛМК. Годовая программа 120000 тонн Выполнила ст. гр. МТ-94-1 Кузнецова Е. В. ...
... высокой поверхностной твердости используют закалку ТВЧ (шестерни, коленчатые валы, поршневые пальцы и т.д.). Для получения высоких механических свойств в деталях сечением более 25–30 мм применяют легированные стали, которые обладают большей прокаливаемостью, более мелким зерном, их критическая скорость закалки меньше, следовательно, меньше закалочные напряжения, выше устойчивость против отпуска. ...
0 комментариев