Существующая технологическая схема
Период плавки
Технология плавки стали марки 17Г1С
Изменение температуры в процессе внепечной обработки металла
Разработка технологии струйно-кавитационного рафинирования стали в большегрузных ковшах
Интенсификация перемешивания металла и повышение поверхности контакта расплав - газ
Безопасность жизнедеятельности
Охрана окружающей природной среды
Расчет годового производства цеха
Навигация
Технология плавки стали марки 17Г1С
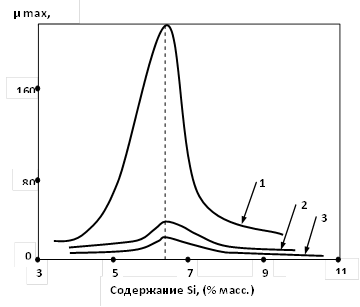
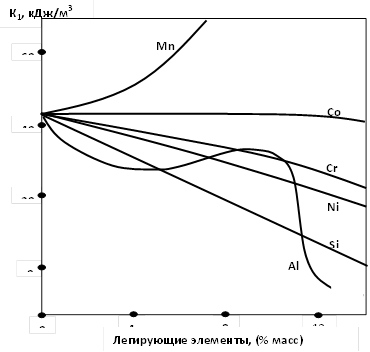
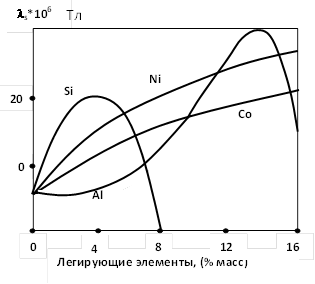
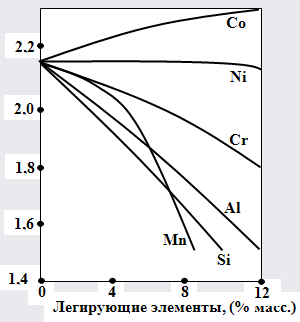
Влияние водорода на свойства стали
125580
знаков
26
таблиц
5
изображений
2.2 Технология плавки стали марки 17Г1С
Для уменьшения времени плавки необходимо ужесточить качество и сократить время загрузки лома за счет лучшей организации завалки. Проводить более тщательную сортировку лома и увеличивать насыпную плотность.
Периоды плавки:
- заправка – 10 мин.;
- завалка – 25 мин.;
- прогрев – 40 мин.;
- слив – 15 мин.;
- плавление – 35 мин.;
- доводка – 40 мин.;
- выпуск – 15 мин.;
Итого: Σ = 180 мин.
Заправка печи магнезитовым порошком
Заправку печи производят магнезитовым порошком или обожженным доломитом во время выпуска плавки /11/.
В целях безопасности при заправке печи объемный расход кислорода на продувку в соседней ванне снижают до 4000 – 4500 м3/ч.
Заправку печи выше шлакового пояса совмещают с периодом доводки предыдущей плавки. Загущение шлака заправочными материалами не допускается.
Заправку шлакового пояса печи производят во время выпуска, начиная с задней стенки напротив среднего завалочного окна с таким расчетом, чтобы не засыпать горловину сталевыпускного отверстия.
Восстановление рабочего слоя стен и откосов ниже шлакового пояса производят после полного удаления металла и шлака из печи, не допуская попадания значительного количества материалов на подину печи.
Завалку агломерата или руды (1-2 мульды) в среднее окно начинают после того, как сталевар предупредит подручных, находящихся у стальной летки и убедится в ее чистоте. Расстояние от агломерата (руды) до козырька летки должно быть приблизительно 100 мм.
Завалка и прогрев шихты
Начинать завалку при наличии на подине застоя глубиной более 150 мм запрещается.
Шихтовые материалы подают к печи к началу выпуска плавки. Завалку шихты производят в следующей последовательности: легковесный лом, известь или известняк, тяжеловесный лом. В последнюю очередь заваливают бой изложниц и твердый чугун. Завалку металлолома производят равномерно в каждое окно без образования бугров, особенно под кислородными фурмами.
После завалки шихты производят отталкивание лома от передней стенки и подсыпку порогов доломитом или дробленым известняком крупностью 10-50 мм. Не допускается попадание скрапин и мелкого металлолома на пороги.
В случае необходимости (при высокой подине) перед подсыпкой порогов делают гребешки из обожженного доломита или магнезитового порошка
Перед заливкой чугуна шихта должна быть хорошо прогрета. Признаком нормального прогрева является оседание легковесного лома и легкое оплавление кромок тяжеловесного лома. Прогрев не должен приводить к местному закозлению шихты. При задержках в периоды завалки и прогрева необходимо сократить тепловую нагрузку, не допуская оплавления шихты.
Заливка чугуна
После прогрева шихты устанавливают заливочный желоб и заливают чугун. Разрешается на 10 минут до заливки чугуна подавать на металлический лом кислород через кислородные фурмы до 4000 м3/ч для проплавления «колодцев». При этом фурмы должны находиться на минимальном расстоянии от поверхности лома. Запрещается опускать фурмы непосредственно на шихту, т.к. это может привести к прогару фурм.
Заливку чугуна производят в среднее окно. Во время заливки чугуна через кислородные фурмы подают кислород до 4000 м3/ч. При перегреве шихты или в случае перегрева при сливе чугуна более, чем на 20 минут, во избежании бурных реакций в печи и выбросов шлака на рабочую площадку, подача кислорода на кислородные фурмы должна быть уменьшена до уровня, обеспечивающего спокойное течение плавки без бурных реакций и выбросов шлака. Поданный чугун сливают медленно.
Плавление чугуна
Началом периода плавления считают момент окончания заливки чугуна. Продувку ванны кислородом осуществляют тремя фурмами. Головки фурм во время продувки располагают на границе раздела шлак-металл. Установку фурм по указателю положения фурм и визуально. В течение всего периода продувки сталевар систематически проверяет положение и состояние фурм для своевременного обнаружения течи воды. В случае невозможности опустить фурмы на границу шлак-металл из-за наличия твердой шихты, выступающей над поверхностью, объемный расход кислорода сокращают до 4000 – 5000 м3/ч.
Спуск шлака производят через порог среднего завалочного окна. Общий объем спущенного шлака должен быть 0,5 – 1 объема чаши. Через 40 минут после заливки чугуна отбирают первую пробу металла и шлака на химический анализ и вводят термоэлектрический преобразователь непрерывного измерения температуры жидкой стали. Допускается измерение температуры жидкой стали термопреобразователями разового кратковременного погружения. Перед отбором проб и измерением температуры металла термопреобразователями разового погружения интенсивность продувки ванны кислородом должна быть снижена до 4000 м3/ч.
При наличии бурных реакций в печи отбор проб металла и шлака и измерение температуры металла термопреобразователями разового погружения запрещается. При бурном вскипании ванны поднять продувочные фурмы, отключить кислород, отключить газокислородные горелки, если они были в работе.
После отбора первой пробы металла в случае необходимости к печи должны быть поданы агломерат и известняк в количестве 4-5 тонн каждого.
Момент расплавления условно записывают в паспорт плавки при достижении температуры металла не ниже 1500ºС. При этой температуре массовая доля углерода в металле должна составлять не менее 0,8%. Если это условие не выполняется, то разрешается передув ванны и нагрев металла до заданной температуры с последующим науглероживанием металла в ковше до заданного содержания углерода в готовом металле.
Основность шлака по расплавлении ванны должна быть не ниже 1,8. При необеспечении по расплавлении требуемой основности шлака производят присадку извести (известняка).
Доводка чугуна
Оптимальным ходом процесса доводки плавки считается такой, когда продувка ванны кислородом ведется без перерывов всеми фурмами и без присадок материалов в печь, при этом температура металла на выпуске должна обеспечивать нормальную его разливку.
В случае необходимости регулирование скорости окисления углерода и скорости нагрева металла осуществляют изменением интенсивности продувки и положения кислородных фурм.
При перегреве металла в печь присаживают агломерат или известняк, рекомендуется вводить их в соотношении 1:1. При этом учитывают, что при присадке 1 тонны агломерата температура металла снижается на 30ºС, известняка – на 20ºС, а подъем температуры металла составляет 10-15ºС при выгорании 0,1% углерода.
При температуре металла 1580ºС и более охлаждение ванны рекомендуется производить только известняком.
По ходу доводки через каждые 15-20 минут отбирают пробы металла для контроля массовой доли углерода, фосфора, серы, марганца, хрома, никеля, меди. Разрешается отбор меньшего количества проб, но не менее 2; при условии обеспечения заданного химического состава готовой стали. При необходимости принимают меры для обеспечения заданной массовой доли фосфора и серы в стали – спуск шлака им наводка нового присадками в ванну сухих извести, известняка, плавикового шпата. Присадка всех материалов в печь должна быть закончена не позднее, чем за 10 минут до выпуска плавки. При передувке металла разрешается во время выпуска плавки присадка сухого прокаленного доломита с порогов печи для снижения активности шлака.
При снижении массовой доли углерода по ходу продувки до 0,3%, объемный расход кислорода на продувку рекомендуется снижать до 3000 – 4000 м3/ч.
Контроль температуры металла производят с помощью установок непрерывного измерения температуры, при их наличии в цехе. Разрешается измерение температуры производить термопреобразователем кратковременного разового погружения не менее трех раз за период.
Температура металла перед выпуском должна быть при непрерывном измерении 1630ºС. При разовом измерении температура должна быть на 10ºС выше.
Продувку металла заканчивают не позднее, чем за 5 минут до выпуска плавки. Окончанием продувки считают подъем фурм над уровнем шлака на 1 – 1,5 м, интенсивность подачи кислорода при этом снижают до 3000 – 4000 м3/ч.
Массовая доля окислов железа в шлаке перед выпуском не регламентируется. Основность конечного шлака должна быть не менее 2,0.
Десульфурация стали с использованием ТШС
Существует целый ряд материалов и способов их введения в ковш, главными из которых являются: обработка расплава жидкими синтетическими шлаками, использование металлического кальция и сплавов на его основе, эжекция мелкодисперсных специальных шлаковых смесей, а также применение кусковых твердых шлакообразующих. Наиболее простым и сравнительно легко организуемым способом в условиях сложившейся технологии в существующих цехах является использование кусковых твердых шлакообразующих смесей (ТШС).
В процессе легирования сталь попадает в марочные пределы по всем элементам, кроме углерода и серы. Необходимо принять меры по десульфурации стали и вводу углерода.
Для десульфурации существует целый ряд материалов и способов их введения в ковш, главными из которых являются: обработка расплава жидкими синтетическими шлаками, использование металлического кальция и сплавов на его основе, эжекция мелкодисперсных специальных шлаковых смесей, а также применение кусковых твердых шлакообразующих.
Наиболее простым и сравнительно легко организуемым способом в условиях сложившейся технологии в существующих цехах является использование кусковых твердых шлакообразующих смесей (ТШС) /12/.
Расчет десульфурации стали с использованием ТШС проводится на 100 кг. стали. Для начала необходимо оценить массу и состав сформировавшегося в ковше шлака.
Масса стали в ковше 250 т.
Далее оцениваются составляющие, вносимые ТШС. Расход ТШС принимается 15 кг/т или 1,5 кг/100 кг. стали; состав – 75% извести; 25% плавикового шпата.
Следовательно, ТШС внесет извести: 1,5 · 0,75 = 1,125 кг.
Состав извести принимается следующий, масс. доли %: СаО – 85; MgO – 8; SiO2 – 2; п.п.п – 5.
Следовательно, известь внесет в шлак, кг:
- СаО………………………. 1,125 · 0,85 = 095;
- MgO ……………………... 1,125 · 0,08 = 0,09;
- SiO2 ……………………… 1,125 · 0,02 = 0,022.
Далее оцениваются составляющие, вносимые печным шлаком. Принимается, что в ковш попадает печной шлак в количестве 6 кг/т стали или 0,6 кг/100 кг. металла.
Состав печного шлака в печи на выпуске, массов. доли, %.
СаО – 47,9; SiO2 – 18,57; FeO – 12,9; MnO – 1,7; MgO – 8,5; P2O5 – 0,88; Al2O3 – 2,44.
Следовательно, печной шлак внесет, масс. доли, кг.
CaO – 0,28; SiO2 – 0,11; FeO – 0,07; MnO – 0,02; MgO – 0,05; P2O5 – 0,005; Al2O3 – 0,01.
Количество и состав шлака представлены в таблице 14.
Таблица 14 – Количество и состав шлака, кг.
| Источники шлака | CaO | SiO2 | FeO | MnO | MgO | Al2O3 | СаF2 | Итого |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| Продукты раскисления | 0,680 | |||||||
| ТШС | 0,95 | 0,022 | 0,09 | 0,375 | ||||
| Печной шлак | 0,28 | 0,110 | 0,07 | 0,02 | 0,05 | 0,005 | 0,010 | |
| Всего внесено в ковш | 1,23 | 0,132 | 0,07 | 0,02 | 0,14 | 0,685 | 0,385 | 2,66 |
| Состав шлака в ковше, масс. доли, % | 46,20 | 4,960 | 2,63 | 0,75 | 5,26 | 25,75 | 14,470 | 100,00 |
Коэффициент распределения серы определяется по уравнению (17):
 , (17)
, (17)
где а0 – активность кислорода в стали можно определить из следующего уравнения
lgfs = 0,11 · 0,04 + 0,063 · 0,36 + 0,29 · 0,014 – 0,026 · 0,58 – 0,028 · 0,032 = 0,055
![]() (18)
(18)
где аAl – активность алюминия в стали
аAl2O3 – активность глинозема в образующейся шлаковой фазе
КAl · aAl2O3 = K’Al (19)
Константа K’Al приближенно определена и равна:
- для шамотной футеровки K’Al = 10-12;
- для высокоглиноземистой футеровки K’Al = 10-13
Допуская, что аAl ≈ [Al] = 0,025, получим выражение для определения аО
 (20)
(20)
Принимая футеровку ковша высокоглиноземистую (К’Al = 10-13)
![]()
Ls = 57
Содержание серы в ковше определяется по уравнению:
![]() (21)
(21)
где λ – кратность шлака, λ = 0,029
![]()
Степень десульфурации определяется по уравнению:
 (22)
(22)
![]()
Раскисление и легирование стали
Предварительное раскисление металла производят в ковше, непосредственно при выпуске, присадкой алюминия для снятия переокисленности металла и производят науглероживание вдуванием коксовой мелочи под струю. Выпуск металла производится при достижении температуры не ниже 1630ºС. При выпуске металла из печи производится отсечка шлака с помощью скриммерного желоба.
Присадка ферросплавов в ковш во время продувки позволяет достичь большей их экономии за счет более высокой степени усвоения легирующих элементов, достигающей для большинства элементов по многочисленным литературным данным величины более 90%.
При выпуске металла из печи содержание углерода в стали равно 0,04. По содержанию углерода по эмпирической формуле легко найти массовую долю растворенного кислорода в стали [О].
аО = ,00252 + 0,0032/[С] (23)
где [С] - содержание углерода в металле перед выпуском из печи,
массов. доли, %
аО = [О] (24)
[О] = 0,00252 + 0,0032/0,4 = 0,011%
Раскисление стали алюминием проходит по реакции:
2[Al] + 3[O] = (Al2O3) (25)
K = a2Al · a3 o/aA1203 (26)
a2Al · a3o = K · aA1203 ≈ K’
где aAl и ao – активности алюминия и кислорода в металле;
К – константа равновесия реакции;
aA1203 – активность глинозема в шлаковой фазе.
При преобразовании чистого Al2O3 можно принять aA1203 = 1
Для связывания 0,011% кислорода потребуется алюминия 0,012%.
В процессе выпуска металла основная задача сводится к тому, чтобы раскислить сталь. Поэтому на выпуске вводим чушкового алюминия, с учетом угара 30% в количестве 0,017 кг/100 кг стали или 42,5 кг/плавку.
Для науглероживания будем применять коксик следующего состава:
S – 0,05%, C – 82%
Коксик = 1000 · (0,36 – 0,04)/82 · 0,5 = 7,8 кг/т.
На всю выплавку необходимо 1950 кг. Внесет S = 0,00039%
В процессе внепечной обработки легируем ферромарганцем ФМи75, ферросилицием ФС85, феррохром ФХ800 (химический состав ферросалавов приведен в таблице 15). Ферросилиций, феррохром и ферромарганец присаживаются в ковш во время продувки.
Таблица 15 – Химический состав ферросплавов
| Ферросплав | Массовая доля элементов, % | |||||||
| С | Mn | Si | Cr | S | P | H | N | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| ФC 75 | 0,1 | - | 65,0 | - | 0,03 | 0,05 | 0,0008 | 0,001 |
| ФМн 75 | 7,0 | 76,0 | 2,0 | - | 0,03 | 0,45 | 0,0020 | 0,020 |
| ФХ 800 | 0,5 | 2,0 | 2,0 | 65 | 0,05 | 0,08 | 0,0005 | 0,004 |
Содержание остаточной массовой доли легирующих и примесей в стали перед легированием составляет марганца – 0,088%, кремния – следы, углерода – 0,36%, серы – 0,012%, фосфора – 0,011%, хрома – 0,3%.
Требуемое количество массовых долей элементов в готовой стали: марганца -0,6%, кремния – 0,28%, углерода – 0,36%, серы – 0,015%, фосфора – 0,015%, хром – 0,9%.
Необходимое количество ферросплавов для легирования стали определяем по формуле:
ФСпл = М · ∆ [Эл] / η · с (27)
где ФСпл – количество вводимого ферросплава, кг/т стали;
М – масса металла, кг;
∆ [Эл] - массовая доля элемента, которую необходимо внести, %;
η – степень усвоения ферросплава;
с – содержание элемента в ферросплаве, масс. доли, %
Требуется внести с ферромарганцем 0,592% марганца. Степень усвоения ферромарганца в ковше составляет 95%. Необходимое количество ферромарганца
ФМн 75 = 1000 · 0,592/0,95 · 76 = 8,0 кг/т стали;
ФМн 75 = 8,0 кг/т жидкой стали или 2000 кг. на плавку.
Требуется внести с ферросилицием 0,28% кремния. Степень усвоения ферросилиция в ковше при пульсирующей продувке составляет 92%. Необходимое количество ферросилиция
ФС75 = 1000 · 0,28/0,92 · 80 = 3,9 кг/т стали;
ФС75 = 4,05 кг/т жидкой стали или 1012,5 кг. на плавку.
Требуется внести с феррохромом 0,6% хрома. Степень усвоения феррохрома в ковше при продувке составляет 98%. Необходимое количество феррохрома
ФХ800 = 1000 · 0,6/0,98 · 65 = 9,41 кг/т стали
ФХ800 = 9,41 кг/т жидкой стали или 2352 кг. на плавку.
Количество внесенных элементов с ферросплавами показаны в таблице 16.
Таблица 16 – Количество внесенных элементов с ферросплавами
| Ферросплав | Содержание вносимых элементов, массов. доля, % | |||||
| С | Сr | Мn | Si | S | P | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| ФМн75 | 0,0570 | - | 0,59200 | 0,016 | 0,00020 | 0,0036 |
| ФХ800 | 0,0090 | 0,6 | - | 0,019 | 0,00050 | 0,0003 |
| ФС75 | 0,0008 | - | 0,0016 | 0,280 | 0,00008 | 0,0002 |
После легирования сталь будет иметь химический состав, который показан в таблице 17.
Таблица 17 – Химический состав стали после легирования и науглероживания
| С | Mn | Si | P | S | Cr |
| 0,42 | 0,68 | 0,315 | 0,015 | 0,0127 | 0,9 |
Похожие работы
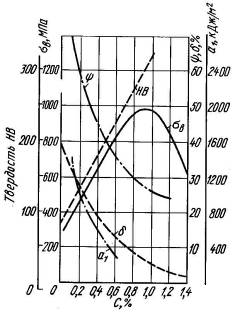

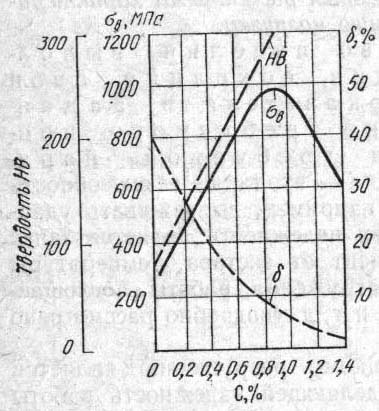
... стали даже при незначительном изменении его содержания. Т.о., углерод является основным элементом, при помощи которого изменяются свойства сплава на основе железа. 2. Влияние углерода на свойства стали С изменением содержания углерода изменяется структура стали. В зависимости от содержания углерода она может иметь следующий вид: < 0,8% C – Ф+П 0,81% C – П (100%) > 0,81% C – П + ...
... Фк = 365 × 24 = 8760 ч Номинальный фонд времени – это количество часов в году в соответствии с режимом работы без учета потерь. Так как термическое отделение высокотемпературного отжига анизотропной электротехнической стали работает непрерывно, то номинальный фонд равен полному календарному, то есть Фн = Фк = 8760 ч. Действительный фонд времени равен тому времени, которое может быть ...
... технический университет Физико -технологический факультет Кафедра физического металловедения Курсовой проект Тема: “ Проект термического отделения для обезуглероживающего и рекристаллизационного отжига изотропной электротехнической стали третьей группы легирования в толщине 0,5 мм в условиях ЛПЦ-5 АО НЛМК. Годовая программа 120000 тонн Выполнила ст. гр. МТ-94-1 Кузнецова Е. В. ...
... высокой поверхностной твердости используют закалку ТВЧ (шестерни, коленчатые валы, поршневые пальцы и т.д.). Для получения высоких механических свойств в деталях сечением более 25–30 мм применяют легированные стали, которые обладают большей прокаливаемостью, более мелким зерном, их критическая скорость закалки меньше, следовательно, меньше закалочные напряжения, выше устойчивость против отпуска. ...
0 комментариев