Навигация
Планировка должна быть увязана с применяемыми транс-
44828
знаков
0
таблиц
0
изображений
3. Планировка должна быть увязана с применяемыми транс-
портными средствами, предусматривать наиболее короткие
транспортные пути, не допускать возвратных перемещений гру-
зов, пересечений грузопотоков между собой и с путями, пред-
назначенными для движения людей.
4. Планировка должна быть гибкой, т.е. обеспечивать
возможность перепланировки при замене оборудования, измене-
нии технологии или организации производственного процесса.
Работа над планировкой сводится к наиболее рационально-
му размещению габаритов оборудования и рабочих мест на ком-
поновочном плане цеха в соответствии с указанными выше тре-
бованиями. Расстояние между рабочими местами и машинами,
между ними и ближайшими конструктивными элементами здания, а
также ширина проездов и проходов устанавливаются нормами
технологического проектирования. Главные проходы должны
иметь ширину не менее 1,5 м, а вспомогательные - не менее 1
м. Проходы и проезды должны быть по возможности прямыми, без
резких поворотов.
Расстановка печатных машин определяется характером зда-
ния, схемой грузопотоков, габаритами оборудования, необходи-
мостью рациональной организации рабочего места. Около печат-
ных машин должны быть предусмотрены площади для установки
стеллажей с бумагой и оттисками, которые требуют дополни-
тельных прогонов.
- 25 -
Схема 3
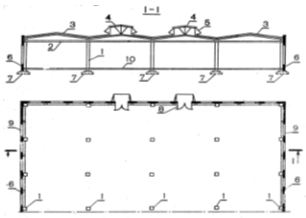
10. 2 Планировка производственного подразделения
2(печатного цеха) и схема грузопотоков
подвоз п/ф
отвоз готовой продукции
- 26 -
11. 2Технологическая карта заказа
Затраты на изготовление заказа включают затраты на ос-
новные материалы и затраты на прямую заработную плату рабо-
чих, израсходованную на изготовление заказа, а также наклад-
ные расходы, которые определяются по данным полиграфических
предприятий или условно 400% к прямой заработной плате рабо-
чих. Прямая заработная плата за единицу продукции определя-
ется путем умножения часовой тарифной ставки рабочего на
норму времени, выраженную в часах.
- 27 -
- 28 -
12. 2Организация технологической подготовки производства
Технологическая подготовка производства обеспечивает
разработку технологической документации, на основе которой
организуются процесс изготовления технологического оснащения
и непосредственно производство изделий.
Технологический процесс определяет методы и средства
изготовления изделий, характеризует технический и организа-
ционный уровень производства. Кроме общих сведений о после-
довательности операций, необходимого оборудования и техни-
ческого оснащения, даются разряды работы, нормы времени,
подробные указания о режимах работы и способах контроля про-
цесса.
Специальная оснастка для изготовления изделий проекти-
руется в зависимости от особенностей изделий и оборудования.
На стадии технологической подготовки производства зак-
ладываются основы рациональной организации всей производс-
твенной деятельности предприятия.
Типовой технологический процесс должен быть рационален
в конкретных производственных условиях и разрабатываться на
основе анализа множества действующих и возможных технологи-
ческих процессов для производства типовых представителей
групп изделий.
Для разработки технологической карты типового процесса
необходимо использовать технологические инструкции на про-
цессы полиграфического производства, справочники по нормам
времени и выработки, нормы расходования материалов.
Затраты времени в нормо-часах путем деления на 2квн 0пе-
реводятся в машино-часы.
- 29 -
13. 2Технологическая карта типового процесса
Для разработки технологической карты типового процесса
необходимо использовать технологические инструкции на про-
цессы полиграфического производства, справочники по нормам
времени и выработки, нормы расходования материалов.
Подготовка машины к работе
1. Установка декеля.
Декель на печатный цилиндр устанавливают печатник и по-
мощник печатника. Состав декеля, его толщину и жесткость
подбирают работники лаборатории. К началу печатания тиража
они дают четкие рекомендации печатнику по составу декеля.
Декельные материалы должны быть равномерными по толщине и
однородными по стуктуре, без включения инородных тел. Печат-
ник и помощник печатника нарезают декельные материалы по
размеру печатного цилиндра. Печатник склеивает по кромке
подготовленные листы бумаги и насаживает их на иглы в верх-
нюю выемку печатного цилиндра. Затем устанавливает затяжное
полотно, закрывает и запирает прижимную планку.
а) Установка формы.
Печатник расставляет стереотипы на рабочем столе сог-
ласно схеме спуска. Совместно с помощником печатника он
расключает и снимает по очереди каждый стереотип отработан-
ной формы. Освободившееся место помощник печатника протирает
ветошью, очищает от краски и прилипшей бумаги.
б) Приводка формы относительно бумажного листа.
Печатник вкладывает под затяжной лист декеля все тираж-
ные листы, доводя его до его требуемой толщины, и вместе с
помощником печатника затягивает их. Устанавливает машину в
рабочее положение, регулирует с помощью упорного винта поло-
жение передних упоров относительно листа и форграйфера. Для
бокового равнения листа относительно неподвижного бокового
упора на машинах ПВЛ применяется механизм бокового равнения
- 30 -
ротационного типа с приводом от кулачкового вала. Печатник
проверяет правильность захвата листа форграйфером и передачу
его к клапанам передаточного цилиндра.
в) Приводка полос текста печатной формы.
Печатник получает односторонний оттиск и сгибает его по
линиям головок и корешков. Проверяет правильность расположе-
ния полос в форме. Печатник контролирует приводку полос
текста с помощью типометрической линейки.
г) Приводка формы по обороту.
Печатник получает двухсторонний оттиск, просматривает
его на просвет и проверяет совпадение контуров полос на ли-
цевой и оборотной сторонах.
д) Приводка иллюстрационных форм.
Печатник получает оттиск на тиражной бумаге при рабочей
скорости машины. Печатник получает оттиск, контролирует ка-
чество приводки. Правильность приводки также контролирует
мастер участка при помощи линеек и угольника.
Похожие работы
... лаки обычно используются для тех работ, где требуется максимально высокий уровень глянца. Однако нецелесообразным является применение УФ – лаков на материалах, использующихся для упаковки пищевых продуктов. В случае для химической и фармацевтической промышленности УФ лак это как раз допустимо. показатели Mattlack g8/109 Mattlack g8/144 Speziallack g8/187 r покрытие матовый лак высоко ...
... хозяйства? 14. Каковы задачи и функции материально-технического обеспечения предприятия? 15. Как осуществляется планирование потребности в материальных ресурсах? 3.7 Совершенствование организации производства и оценка ее экономической эффективности Основные пути развития организационных резервов Многообразие производственно-технических условий работы промышленных предприятий ...
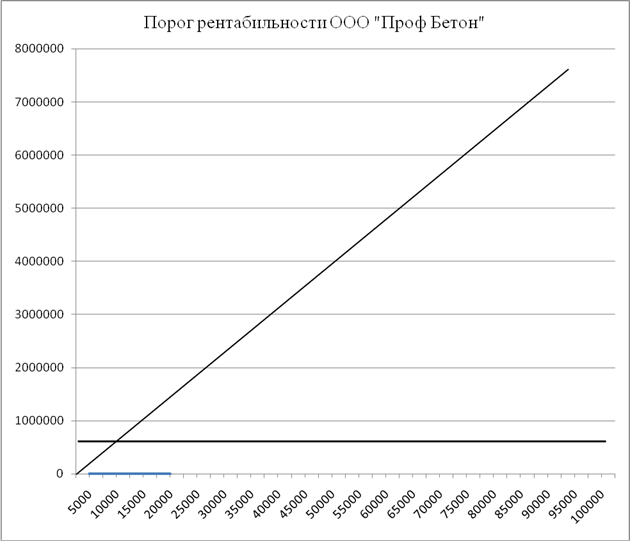
... , что существенно повышает теплоэффективность наружных стен из пеноблоков. 3. Основные производственные фонды ООО «Проф Бетон» Стоимость основных производственных фондов необходимых для производства пенобетонных блоков отображена в таблице 1. Таблица 1. Основные производственные фонды. № Наименование Кол-во Цена за ед. (руб.) Всего (руб.) Производитель Срок поставки 1 Установка для ...
... районах с различными климатическими условиями, в связи с чем в типовые проекты вентиляционно-отопительной системы следует вносить соответствующие изменения. На колебание температуры в помещениях печатных цехов все большее влияние оказывают увеличивающиеся тепловыделения от электроприемников, различных сушильных устройств и самого печатного процесса, а также неравномерного использования печатного ...
0 комментариев