Навигация
Подготовка красочного аппарата
44828
знаков
0
таблиц
0
изображений
2. Подготовка красочного аппарата.
Помощник печатника закрывает красочный аппарат тонким
слоем краски. Общую подачу краски печатник регулирует изме-
нением угла поворота дукторного цилиндра красочного аппарата
машины. Окончательно регулирует подачу краски при печатании
первых 200-300 пробных оттисков. Равномерность подачи краски
печатник контролирует через каждые 500 оттисков.
3. Приправка форм.
а) Выравнивающая приправка под стереотип.
Печатник подкладывает под клапаны печатного цилиндра
лист тиражной бумаги и на рабочей скорости машины получает
оттиск, разрезает его по числу полос и обрезает поля по кон-
турам наборной полосы. Печатник получает оттиск на тиражной
бумаге и контролирует качество приправки.
б) Приправка на декеле.
Перед приправкой формы необходимо приработать декель.
Затем печатник вынимает из декеля подложенные в процессе
приводки листы тиражной бумаги, а декель вновь закрепляет.
Для приправки иллюстрационной формы печатник вынимает из де-
- 31 -
келя сменный лист и вместо него под планку устанавливает
лист тиражной бумаги. Машину проворачивают на один оборот и
на новом верхнем листе декеля печатают оттиск. Печатник с
помощником печатника готовят градационные приправочные рель-
ефы.
4. Подготовка бумагопроводящей системы.
Самонаклад к работе готовят печатник с помощником пе-
чатника согласно технологической инструкции. Натяжение цепей
листовыводного транспортера регулирует печатник перемещением
"концевых" звездочек приемного устройства в пазах стенок.
Усилие зажима листов захватами кареток листовыводного транс-
портера регулирует печатник на каждом захвате отдельно пово-
ротом хомутиков.
5. Подготовка противоотмарывающего аппарата.
Для предотвращения отмарывания красок приемное устройс-
тво машины снабжено противоотмарывающим аппаратом типа ДТ-2.
В качестве противоотмарывающего порошка рекомендуется оте-
чественный маисовый крахмал высшего сорта с добавлением оки-
си алюминия до 2-3% от массы крахмала. Количество подаваемо-
го порошка можно регулировать с помощью форсунок.
- 32 -
- 33 -
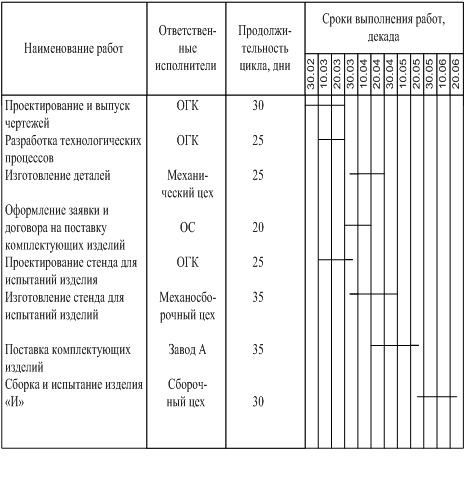
14. 2Оперативное управление производством
Оперативно-календарное планирование представляет собой
систему мер, направленных на конкретизацию перспективного и
текущего плана производства продукции. Конкретизация планов
во времени ограничивается для отдельных показателей месячным
заданием, а для других - декадными, сменными и почасовыми.
Этот вид планирования способствует оперативному регу-
лиргованию производства, которое заключается в принятии мер,
направленных на предупреждение и ликвидацию отрицательных
отклонений в работе производственных цехов и обслуживающих
их подразделений. Оперативно-календарное планирование спо-
собствует достижению равномерной, ритмичной работы всех
звеньев предприятия. Оперативно-календарное планирование ос-
новывается на плановых показателях, установленных в ходе
экономического планирования. Разработка и выполнение опера-
тивных планов оказывает большое влияние на экономические по-
казатели работы предприятия: на выполнение заказов и реали-
зацию продукции, на рациональную загрузку мощностей, исполь-
зование рабочей силы, на себестоимость выпускаемой продукции
и рентабельность роизводства, на сокращение длительности
производственного цикла и ускорение оборачиваемости оборот-
ных средств.
_Основная цель оперативного планирования . - обеспечение
равномерной и ритмичной работы предприятия в целом и его от-
дельных подразделений в соответствии с установленными в пла-
не сроками поставки готовой продукции, получения материаль-
но-технических ресурсов, освоения новой продукции.
_Оперативное планирование .- основная часть внутризаводс-
кого планирования. Особенность его состоит в том, что оно
призвано на каждом взаимосвязанном участке производства
внутри предприятия определить объемы выпуска продукции в
конкретной номенклатуре и ассортименте как по количеству,
так и по качеству и срокам их изготовления. В этих условиях
закладываются основы выполнения производственного задания и
поставок в соответствии с заключенными договорами.
- 34 -
Разработка оперативного плана начинается с конца техно-
логического процесса, т.е. с работы брошюровочно-переплетно-
го цеха, что позволяет правильно спланировать работу осталь-
ных цехов и участков.
Оперативный план изготовления и сдачи продукции содер-
жит наименование изданий, их техническую характеристику и
производственное состояние на момент составления плана, объ-
ем работы, принятый в плане, в тысячах экземпляров и приве-
денных листах-оттисках с делением на виды работ по оформле-
нию, отпускную стоимость и нормативную себестоимость по каж-
дому наименованию.
Оперативный план по высокой печати должен включать пе-
речень изданий, производственное состояние каждого наимено-
вания, техническую характеристику, объем работ в приведенных
листах-оттисках по группам машин, отпускную стоимость и нор-
мативную себестоимость каждого заказа. Оперативный план заг-
рузки печатного цеха должен обеспечить полную загрузку всего
парка печатных машин.
- 35 -
- 36 -
15. 2Диспетчирование
Диспетчирование представляет собой централизованный
непрерывный контроль и оперативное регулирование хода произ-
водства с целью обеспечения равномерного и комплексного вы-
полнения плана. Особое значение для ритмичного хода произ-
водства и выполнения плана имеют функции предупредительного
контроля отклонений от установленного графика и контроля
оперативной подготовки последующих смен. _Диспетчирование
_включает .: непрерывный учет и текущую информацию о фактичес-
ком ходе работ по выполнению установленного графика произ-
водства и сменно-суточных заданий, принятие оперативных мер
по предупреждению и устранению отклонений от плана и перебо-
ев в ходе производства, выявление и анализ причин отклонений
от установленных планов заданий и календарных графиков про-
изводства; координацию текущей работы взаимосвязанных звень-
ев производства в целях обеспечения ритмичного хода работы
по установленному графику; организационное руководство опе-
ративной подготовкой всего необходимого для выполнения смен-
но-суточных заданий и календарных графиков производства.
Создание специальной системы оперативной информации ос-
новывается на применении современных технических средств,
обеспечивающих автоматизацию получения, переработки и пере-
дачи информации.
В процессе контроля осуществляется непрерывное сравне-
ние выходной информации с входной на различных стадиях про-
изводства, при котором выявляются отклонения и принимаются
решения об их устранении. Использование ЭВМ в оперативном
планировании позволяет вносить текущие коррективы в разрабо-
танные планы-графики и сменные задания и тем самым снабжать
органы диспетчирования необходимыми данными для контроля и
регулирования хода производства.
Независимо от типа производства объектами диспетчерско-
го наблюдения должны быть контроль за наличием необходимых
материалов, бесперебойной работой оборудования и за выполне-
нием срочных заказов.
В процессе своей работы диспетчерская служба связана со
всеми производственными и вспомогательными цехами и службами.
- 37 -
16. 2Организация технического контроля
_Технический контроль .- составная часть производственно-
го процесса. Он представляет собой совокупность контрольных
операций, проводимых на всех стадиях производства от получе-
ния предприятием сырья и материалов до выпуска готовой про-
дукции.
_Главными задачами технического контроля .являются: улуч-
шение качества продукции; предотвращение выпуска продукции,
не соответствующей требованиям стандартов, технических усло-
вий, утвержденным образцам; укрепление производственной и
технологической дисциплины; повышение ответственности всех
звеньев производства за качество продукции.
Технический контроль - надежное и действенное орудие
уравления качеством. К основным объектам технического конт-
роля на полиграфическом предприятии относятся:
основные и вспомогательные материалы;
полуфабрикаты, получаемые со стороны;
рукопись и оригинал, поступающие из издательств;
готовая продукция;
полуфабрикаты, передаваемые из цеха в цех или с участка
на участок;
техническая документация;
технологические процессы, операции, режимы их выполне-
ния;
соблюдение технологической дисциплины в процессе произ-
водства;
состояние оборудования и инструментов;
правильность упаковки, хранения и транспортирования по-
луфабрикатов в цехах и на участках, готовой продукции и ма-
териалов на складах.
_Контролируемыми признаками .в зависимости от объекта
контроля могут быть: марка материала; геометрические, физхи-
ко-химические, функциональные параметры; внешние и внутрен-
ние дефекты; качественные и количественные характеристики
технологического процесса.
- 38 -
Рациональная организация технического контроля на
предприятии предусматривает его профилактическую роль, точ-
ность и объективность в определении качества продукции и вы-
явлении брака, привлечение к выполнению функций контроля ра-
бочих и специалистов, участвующих в изготовлении продукции.
Организационные особенности технического контроля опре-
деляют различные производственные условия, зависящие от типа
производства, характера продукции и применяемой технологии.
Они проявляются по следующим напрвлениям: вид контроля
(входной, операционный, приемочный), полнота охвата изделий
контролем (сплошной, выборочный), степень связи с объектом
контроля во времени (летучий, периодический, непрерывный),
назначение контроля (контроль годности изделий, контроль ка-
чества продукции, контроль устойчивости процесса), располо-
жение контрольных пунктов (стационарный, скользящий), харак-
тер контроля (предупредительный, заградительный), метод
контроля (визуальный, геометрический, физико-химический,
экспериментальный, статистический).
- 39 -
- 40 -
- 41 -
17. 2Классификатор брака
Продукция, качественные параметры которой не отвечают
требованиям технических условий или выходят за пределы до-
пустимых отклонений, является _браком .. Под _причиной брака
подразумевается отклонение от нормальных производственных
условий или установленного технологического процесса. Винов-
ники брака - рабочие, работники цехов и отделов заводоуправ-
ления, чьи действия привели к возникновению брака.
Таблица 8
_____________________________________________________________
Вид брака │ Причины брака │ Виновник брака │
____________________│_____________________│_________________ │
Перетискивание │ Небрежное выполнение│ Основные рабочие │
│ операции │ │
Разнооттеночная │ Дефекты формы │ Инженерно-технич.│
печать │ │ работники цеха │
Непропечатка │ Дефекты наладки │ Работники произ- │
│ оборудовани │ водственного отд.│
Пробивание краски │ Нарушение технологи-│ Работники отдела │
│ ческого режима │ мат.тех.снабжения│
Нарушение приводки │ Дефекты краски │ Работники заводс-│
│ │ кой лаборатории │
Марашки │ Дефекты бумаги │ Работники отдела │
│ │ технического кон-│
│ │ троля │
Чрезмерный натиск │ Неисправность │ Работники службы │
│ оборудования │ главного механика│
Неодинаковая ширина │ │ Рабочие вспомогат│
одоименных полей │ │ │
на оттисках │ │ │
____________________│_____________________│__________________│
- 42 -
2З А К Л Ю Ч Е Н И Е
В данном курсовом проекте были рассмотрены 2 варианта
технологического процесса. При этом было показано как за
счет уменьшения нормы времени на печать на 3% был достигнут
значительный экономический эффект 2741328 р.
Курсовой проект дает представление о дисциплине "Орга-
низация полиграфического производства". Рассмотрены такие
вопросы, как оперативное управление производством, диспетчи-
рование, технологический контроль, организация технологичес-
кой подготовки производства, планировка цеха.
Курсовой проект дает преставление о данном производс-
твенном участке - печатном цехе.
- 43 -
2СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Яковлева С.Н., Ершов А.К. "Организация полиграфичес-
кого производства", М., МПИ, 1992г.
2. Аникина К.А. "Организация полиграфического произ-
водства", М.,МПИ,1992г.
3. Чехман Я.И. "Печатные машины", М, 1987г.
4. Александрова М.И. "Технология ПП", М, 1964г.
5. Технологические инструкции по процессам высокой пе-
чати, М.,Книга, 1982г.
6. Единые нормы времени и выработки на процессы ПП.
7. Зельдович Б.З. "Организация и планирование
ПП",М,1990 г.
8. Левин Ю.С. "Производственные процессы в полиграфии:
проектирование и расчет", М.:Лейпциг,Книга-ФЕБ,1985г.
Похожие работы
... лаки обычно используются для тех работ, где требуется максимально высокий уровень глянца. Однако нецелесообразным является применение УФ – лаков на материалах, использующихся для упаковки пищевых продуктов. В случае для химической и фармацевтической промышленности УФ лак это как раз допустимо. показатели Mattlack g8/109 Mattlack g8/144 Speziallack g8/187 r покрытие матовый лак высоко ...
... хозяйства? 14. Каковы задачи и функции материально-технического обеспечения предприятия? 15. Как осуществляется планирование потребности в материальных ресурсах? 3.7 Совершенствование организации производства и оценка ее экономической эффективности Основные пути развития организационных резервов Многообразие производственно-технических условий работы промышленных предприятий ...
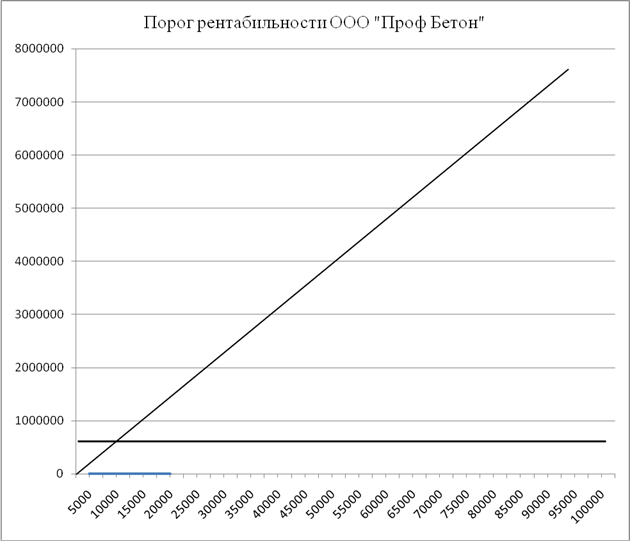
... , что существенно повышает теплоэффективность наружных стен из пеноблоков. 3. Основные производственные фонды ООО «Проф Бетон» Стоимость основных производственных фондов необходимых для производства пенобетонных блоков отображена в таблице 1. Таблица 1. Основные производственные фонды. № Наименование Кол-во Цена за ед. (руб.) Всего (руб.) Производитель Срок поставки 1 Установка для ...
... районах с различными климатическими условиями, в связи с чем в типовые проекты вентиляционно-отопительной системы следует вносить соответствующие изменения. На колебание температуры в помещениях печатных цехов все большее влияние оказывают увеличивающиеся тепловыделения от электроприемников, различных сушильных устройств и самого печатного процесса, а также неравномерного использования печатного ...
0 комментариев