Навигация
Определяем технологическое (машинное) время
26391
знак
4
таблицы
4
изображения
9. Определяем технологическое (машинное) время
![]()
где L - расчётная длина обрабатываемой поверхности.
L = l + l1 + l2, где
l - действительная длина обрабатываемой поверхности; l = 12 мм;
l1 - величина врезания
l1 = t ´ ctgj = 1.98 ´ ctg450 = 1.98 мм;
l2 - выход инструмента;
l2 = (2¸3) Sст = 2 ´ 0.37 = 0.74 мм;
i = 7 (количество проходов)
L = l + l1 + l2 = 12 + 1.98 + 0.74 = 14.72 мм;
![]() минут.
минут.
(Приложение) Операционная карта механической обработки : 010 ТОКАРНАЯ
Расчёт и конструирование сверла.Расчёт и конструирование сверла из быстрорежущей стали с коническим хвостовиком для обработки сквозного отверстия Æ 30, глубиной L = 33 мм. В заготовке из стали 45 с пределом прочности s = 610 Мпа;
5.1 Определяем диаметр сверла по ГОСТ 2092-77 находим необходимый диаметр сверла Æ 30 мм: сверло 2301-4157.
5.2 Определяем осевую составляющую силы резания
![]() DХp
DХp![]() ;
;
 ;
;
![]() где по таблице
где по таблице ![]() ;
;
![]() - по расчётам режима резания;
- по расчётам режима резания;
![]() ;
;
5.3 Момент силы сопротивления резания
![]() DZм
DZм![]() , где
, где
![]()
![]()
![]()
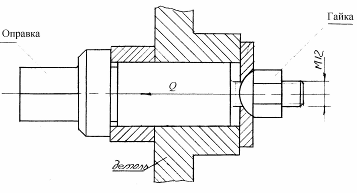
5.4 Определяем № конуса Морзе хвостовика;
осевую составляющую силу резания ![]() можно разложить на две силы:
можно разложить на две силы:
Q - действующую нормально к образующей конуса ![]() , где q угол конусности хвостовика, и силу R действующую в радиальном направлении и уравновешивающую реакцию на противоположной точке поверхности конуса.
, где q угол конусности хвостовика, и силу R действующую в радиальном направлении и уравновешивающую реакцию на противоположной точке поверхности конуса.
Сила Q создаёт касательную составляющую T силы резания; с учётом коэффициента трения поверхности конуса о стенки втулки m имеем:
 ;
;
Момент трения между хвостовиком и втулкой:
![]()
Приравниваем момент трения к максимальному моменту сил сопротивления резанию, т.е. к моменту, создающимуся при работе затупившимся сверлом, который увеличивается до трёх раз по сравнению с моментом, принятым для нормативной работы сверла
![]()
средний диаметр конуса хвостовика: ![]() или
или  ;
;
![]() =9.225 кг-с´м;
=9.225 кг-с´м;
![]() = 654 кг-с
= 654 кг-с
m = 0.096 - коэффициент трения стали по стали;
Ðq = ![]()
![]() - отклонение угла конуса
- отклонение угла конуса
![]() мм
мм
По ГОСТ 25557-82 выбираем ближайший больший конус т.е. конус Морзе №3:
5.5 Определяем длину сверла по ГОСТу находим
L = 395 мм
l = 275 мм
5.6 Определяем геометрические и конструктивные параметры рабочей части сверла;
Форма заточки - ДП (двойная с подточкой перемычки),
Угол наклона винтовой канавки ![]()
![]() - угол между режущими кромками
- угол между режущими кромками
![]() - задний угол
- задний угол
![]() - угол наклона поперечной кромки.
- угол наклона поперечной кромки.
Шаг винтовой канавки
![]() мм;
мм;
Толщина ![]() - сердцевина сверла выбирается в зависимости от диаметра сверла;
- сердцевина сверла выбирается в зависимости от диаметра сверла;
![]() мм;
мм;
Утолщение сердцевины по направлению хвоставику 0.5 - 0.8 мм на 100 мм длины рабочей части:
![]() мм;
мм;
ширина ленточки (вспомогательная задняя поверхность лезвия ![]() , выбираем по таблице в зависимости от диаметра сверла
, выбираем по таблице в зависимости от диаметра сверла![]() мм;
мм;
5.7 Предварительное отклонения размеров конуса хвостовика устанавливаем по ГОСТ 2848-75. Радиальное биение рабочей части сверла относительно оси хвостовика не должно превышать 0.15 мм; Углы ![]() ;
;
Угол наклона винтовой канавки![]() ; Предельные отклонения размеров подточки перемычки режущей части сверла + 0.5 мм;
; Предельные отклонения размеров подточки перемычки режущей части сверла + 0.5 мм;
Твёрдость рабочей части сверла ![]() ;
;
(Приложение) Операционная карта сверлильная, Маршрутная карта.
Выбор станочного приспособление для зубофрезерования.
Станочные приспособления - это положительные устройства к станкам, позволяющие достаточно точно устанавливать и закреплять заготовки деталей при их обработке .
При необходимости станочные приспособления обеспечивают направления режущего инструмента и периодический поворот заготовки в процессе обработки .
Станочные приспособления обеспечивают правильное взаимное расположение заготовки, стола и инструмента, расширяют технологические возможности станков. Они повышают точность обработки, производительность и экономическую эффективность, облегчают условия труда рабочих. По группам оснащаемых станков, приспособления подразделяются на токарные, фрезерные, сверлильные (кондукторы), шлифовальные и т.д..
По количеству устанавливаемых деталей: одноместные и многоместные.
По степени универсальности (специализации) приспособления подразделяются на:
- универсальные безналадочные (УБП) и универсально наладочные приспособления (УНП);
- специализированные безналадочные (СБН) и наладочные приспособления (СНП);
- специализированные приспособления: универсальные сборные (УСП); сборноразборные (СРП) и необратимые специальные (НСП).
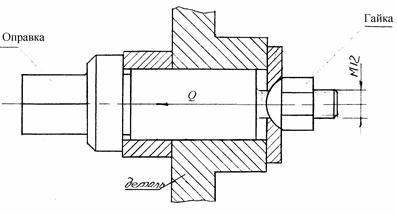
Для установки и закрепления установок, обрабатываемых на зубофрезерных, зубодолбёжных, зубошевенговых и зубошлифовальных станках, применяются разнообразные оправки, обеспечивающие высокую степень базирования. Для точного центрирования применяют оправку с упругой оболочкой - с гидропластом, жесткие для посадки заготовок с небольшим зазором. Заготовку закрепляют ручным зажимом или используют приспособление с пневматическим, гидравлическим приводом.
На точность зубообработки непосредственно влияет точность центрований приспособлений, ось которых должны совпадать с осью вращения стола.
В качестве приспособления для зубофрезирования выбираем оправку зубчатую центровую по ГОСТ 18438-73; обозначение 7150-0421
Расчёт усиления зажима
Для винтового зажима
![]() ;
;
где F = 200 Н на усилие на ключе;
l - длина плеча ключа; l = 150 мм;
![]() - средний диаметр резьбы;
- средний диаметр резьбы; ![]() =10.98 мм;
=10.98 мм;
a - угол подвига резьбы; ![]() ;
;
![]() - угол трения резьбовой пары;
- угол трения резьбовой пары; ![]() ;
;
![]() - половина угла профиля резьбы
- половина угла профиля резьбы
![]() кг-с;
кг-с;
(Приложение) Чертёж оправка зубчатоя центровая.
Расчёт режима резания при сверленииДеталь - заготовка конического зубчатого колеса. Материал - сталь 45: sв = 61 кг-с/мм2;
Станок вертикально сверлильный модели 2Н135; Сверло - спиральное из быстрорежущей стали Р18; Æ 30
1. Определяем глубину резания при сверлении:
![]() 15 мм
15 мм
2. Подача при сверлении : S = 0.02 ´ ![]() = 0.02 ´ 30 = 0.6 мм/об;
= 0.02 ´ 30 = 0.6 мм/об;
Корректируем подачу по паспорту станка 2Н135;
Sпас = 0.1 ¸ 1.6 мм/об; Z =9;
S = 0.6, т.е. 0.1 < S < 1.6
Выбираем подачу по ступеням:
Smax = jz-1 ´ Smin;
![]()
S2 = 0.1 ´ 1.42 = 0.142 мм/об
S3 = 0.142 ´ 1.42 = 0.202 мм/об
S4 = 0.202 ´ 1.42 = 0.286 мм/об
S5 = 0.286 ´ 1.42 = 0.406 мм/об
S6 = 0.406 ´ 1.42 = 0.577 мм/об
S7 = 0.577 ´ 1.42 = 0.820 мм/об
В качестве рассчётной принимаем ближайшую меньшую
Sp = S6 = 0.577 мм/об
3 . Определяем расчётную скорость резанья при сверлении
![]() где
где ![]()
Кv = KLv´ KMv ´ KHv- поправочный коэффициент.
KLv- коэффициент, учитывающий глубину отверстия в зависимости от диаметра сверла. По таблице 9 находим KLv= 1.0;
KMv - коэффициент учитывающий влияние материала.
Для стали  ; где a = 0.9 (таб. 10)
; где a = 0.9 (таб. 10)
sв = 61; ![]() ;
;
KMv - коэффициент учитывающий материал сверла.
Для сверла из быстрорежущей стали KMv = 1.0;
то Кv = KLv´ KMv ´ KMv = 1.0 ´ 1.14 ´ 1.0 = 1.14;
По табл. 11 находим для S > 0.2;
Cv = 9.8; bv = 0.4; Xv = 0; Yv = 0.7; m = 0.2;
![]() м/мин;
м/мин;
Похожие работы

... , разработки переходов, выбор оборудования и инструментов, определение режима резания и т.д. Цель разработки технологического процесса - выбор наиболее эффективных методов и средств изготовления детали. Деталь: Коническое зубчатое колесо Изготовлено из стали Ст 45 (ГОСТ 1050-74) s в 610 Мпа 200 НВ Так как одной из характеристик данного производства является малый объём выпуска ...
... 320 мм ; Степень точности 6 Цена деления 0,001 мм; Допускаемая погрешность 0,0035 мм 1. Расчет режимов резания. Расчет режима резания при токарной обработке. Деталь - коническое зубчатое колесо . Материал сталь 45; s в = 61 кг-с/ мм 2 ; Режущий инструмент - токарный проходной резец из быстрорежущей стали Т5К10, правый, стойкость резца - 90 мин . Оборудование - токарно - винторезный станок 1М ...

... поверхностях зуба, мкм; Rz80 – шероховатость на боковых поверхностях шпоночного паза в центральном отверстии, мкм; Rz40 – шероховатость на дне шпоночного паза, мкм. 2.4 Разработка технологического процесса изготовления конического зубчатого колеса 2.4.1 Выбор заготовки и способа ее получения Для изготовления данной детали используется сталь 18 ХГТ Характеристика стали 18ХГТ Марка ...





... мин 7.5 Определение технических норм времени Расчет технических норм времени произведем только на ответственные операции. В результате проведенных исследований для синхронизации техпроцесса изготовления шестерни ведомой заднего моста было предложено применить сверло высокой стойкости и объединить операции притирки и контрольно-обкатную, что позволяет высвободить оборудование. На остальные ...
0 комментариев