Развитие автоматизации в направлении технологической гибкости и широкого применения ЭВМ
Основные признаки по которым различают автоматические линии
Устройства обеспечивающие гибкую связь между участками линий
Виды спутниковых линий и области их применения
Оборудование эффективно применяемое на автоматических линиях
Навигация
Развитие автоматизации в направлении технологической гибкости и широкого применения ЭВМ
Автоматизация производственных процессов
59123
знака
0
таблиц
30
изображений
2. Развитие автоматизации в направлении технологической гибкости и широкого применения ЭВМ
Гибкие производственные системы представляют собой совокупность технологического оборудования и систем обеспечения его работы в автоматическом режиме при изготовлении изделий изменяющиеся номенклатурой. Развитие ГПС происходит в направлении к безлюдной технологии, обеспечивающей работу оборудования в течение заданного времени без участия опратора.
Для каждого изделия при заданных требованиях к количеству и качеству продукции могут быть разработаны различные варианты ГПС, отличающиеся методами и маршрутами обработки, контроля и сборки, степенью дифференциации и концентрации операций технологического процесса, типами транспортно – загрузочных систем, числом обслуживающих транспортных средств (ОТС), характером межагрегатных и межучастковых связей, конструктивными решениями основных и вспомогательных механизмов и устройств, принципами построения системы управления.
Технический уровень и эффективность ГПС определяется такими показателями, как качество изделий, производительность ГПС и её надежность, структура потоков компонентов, поступающих на ее вход. Именно с учетом этих критериев должны решаться такие задачи, как выбор типа и количества технологического оборудования, межоперационных накопителей, их вместимости и мест их расположения, числа обслуживающих операторов, структуры и параметров транспортно-складской системы и т.п.
Гибкие производственные системы могут быть построены из взаимозаменяемых, из взаимодополняющих ячеек или же смешанным образом.
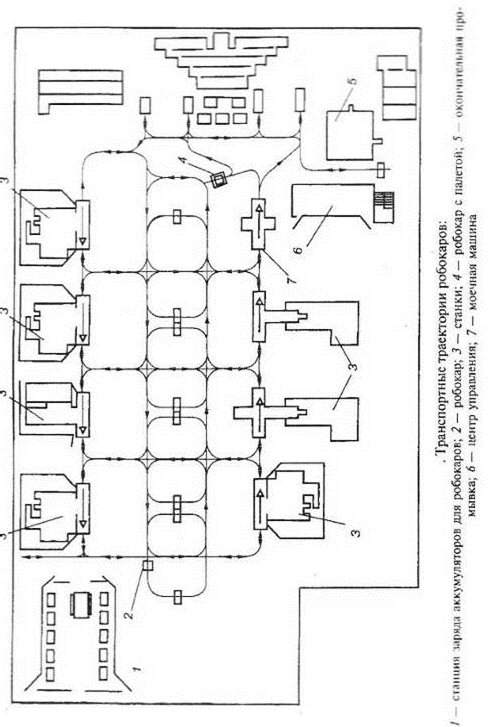
На рисунке показана схема гибкой системы из двух однотипных взаимозаменяемых обрабатывающих центров (ОЦ). Обрабатывающие центры обслуживаются двумя транспортными тележками (робокарами), поддерживающими движение материальных потоков (деталей, заготовок, инструментов). Обычным является управление в автоматизированном режиме. Если допускаются ручные операции, то оператору должна быть предоставлена определенная свобода действий. Управление совместной работой ОЦ и транспортной системой осуществляется от центральной ЭВМ.
В общем случае управлением робокарами осуществляется от центральной ЭВМ через промежуточное устройство или же от локальной системы управления (ЛСУ). Передача команд на робокары может осуществляться только на остановках, которые делят трассы движения на зоны. ЭВМ разрешает пребывание в конкретной зоне только одного робокара. Максимальная скорость движения может достигать 1 м/с.
Верхняя часть робокара для выполнения операций перегрузки, разгрузки и загрузки может подниматься и опускаться с помощью гидропривода. При отказе или отключении управления от ЭВМ робокар может управляться Л СУ.
Существуют различные варианты робокаров, используемых в качестве транспортных средств в ГПС. Наиболее распространен вариант, когда робокар перемещается вдоль трека (маршрута, трассы) или иной конструкции, уложенной в полу или на его поверхности. Один из вариантов трассирования заключается в том, что на поверхность пола наносят трек в виде полосы (флюоресцентной, светоотражающей, белой с черной окантовкой), а маршрутослежение осуществляется оптоэлектронными методами. Недостатком является необходимость следить за чистотой полосы. Поэтому более распространенным является трассирование робокаров индуктивным проводником, уложенным в канавке на небольшой глубине (порядка 20 мм). Известны и другие интересные решения — с применением, например, телевизионного навигационного оборудования для свободного перемещения в пространстве под управлением ЭВМ.
Источником снабжения робокаров материальными потоками является автоматизированный склад со штабелерами, осуществляющими адресуемый доступ к любой ячейке склада. Склад сам по себе является достаточно сложным объектом управления.

В качестве его системы управления используют программируемые контроллеры, ЭВМ или же специализированного устройства.
Наиболее распространенные робокары с индуктивным маршрутослежением имеют следующие характеристики: грузоподъемность — 500 кг; скорость перемещения — 70 м/мин; ускорения при разгоне и торможении соответственно — 0,5 и 0,7 м/с2; ускорение при аварийном торможении 2,5 м\с2; величина подъема палеты — 130 мм; точность остановки робокара — 30 мм; время цикла перегрузки — 3 с; радиус поворота на максимальной скорости — 0,9 м; время работы без подзарядки аккумуляторов — 6 ч; напряжение аккумуляторной батареи — 24В; мощность каждого из двух приводных двигателей — 600 Вт; собственная масса робокара — 425 кг.
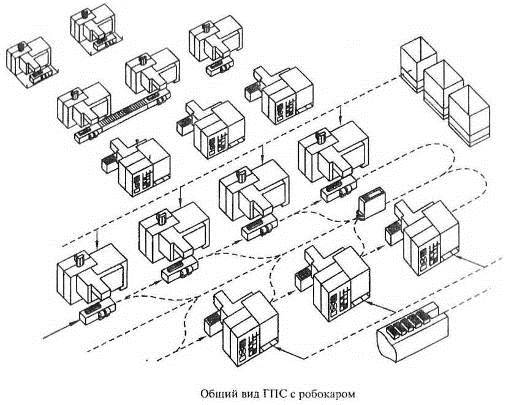
Важным преимуществом робокаров как транспортных средств является отсутствие сколько-нибудь серьезных ограничений на расстановку оборудования, которая может быть осуществлена из соображений наибольшей эффективности по любым критериям. Маршрут робокаров нередко оказывается достаточно сложным, с параллельными ветвями и петлями.
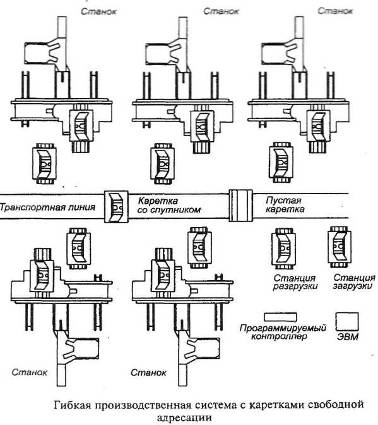
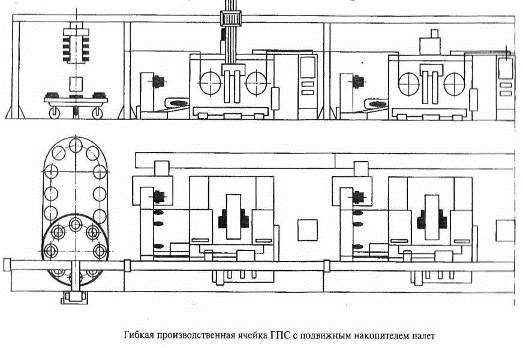
Иногда в ГПС применяются все же не робокары, а транспортные средства со свободной адресацией кареток, несущих спутники. Пример компоновки гибкой системы с подобным видом транспорта. Управление этой транспортной системой осуществляется от программируемого контроллера или от ЭВМ.
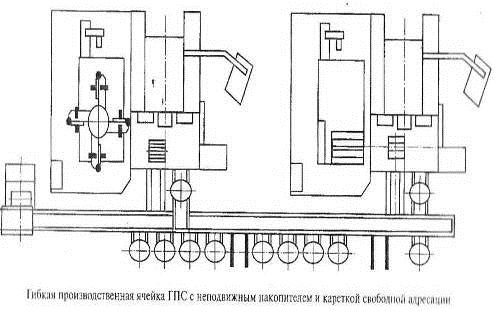
Конструктивная модификация ГПС с линейным транспортом, кареткой свободной адресации и неподвижным общим накопителем палет. К транспортной системе подключают не только различное технологическое, но и вспомогательное оборудование, например моечную станцию.
Используется также конструктивная модификация (ГПС) с портальной системой транспортирования палет и с применением автооператора.
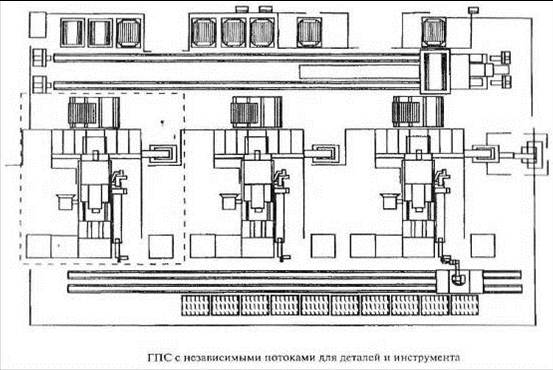
Более сложную структуру имеет ГПС в тех случаях, когда наряду с транспортным потоком деталей имеется еще и транспортный поток инструмента. Существует немало способов практической реализации такой структуры. Например, транспортирование деталей может осуществляться с помощью каретки свободной адресации, а доставка инструментальных наладок выполняется рельсовой тележкой, на которой смонтирован робот, играющий роль приемопередающего механизма.
Портальное трехкоординатное устройство для перегрузки инструментов из внешнего инструментального магазина в инструментальные магазины станков. Поток деталей между рабочими ячейками и центральным накопителем палет организован с помощью каретки свободной адресации. Наличие двух потоков усложняет структуру ГПС, но независимость этих потоков позволяет осуществлять оптимальное управление для каждого из них по отдельности.
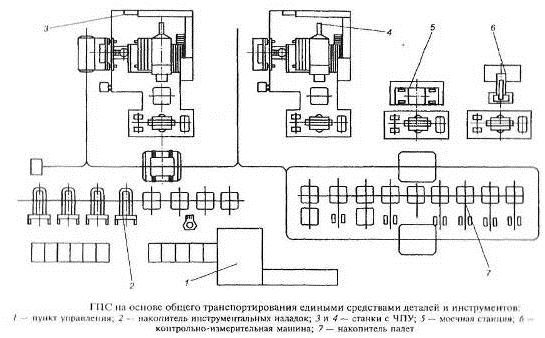
Известны структурные решения с совмещением транспортных потоков деталей и инструментов. Например, робокар может доставлять к станкам и палеты с деталями, и инструментальные наладки. В таких структурах экономия транспортных средств может привести, однако, к задержкам в обслуживании станков и к усложнению управления.
Структурный анализ позволяет установить совокупность повторяющихся объектов в ГПС. К числу объектов, требующих как автономного управления, так и централизованной координации, прежде всего, относятся ОЦ, а также накопители, транспортные средства, склады.
Конструктивные особенности объектов должны быть ориентированы на взаимную интеграцию без доработок и переделок. В этом случае множественность указанных объектов составит семейство совместимых компонентов, способных порождать многочисленные варианты ГПС в соответствие с конкретным техническим заданием на их разработку.
Структуры гибкого многономенклатурного производства характеризуются составом или номенклатурой основного технологического оборудования и его количеством, которое зависит от программы выпуска и производительности, определяющих производственные связи между отдельными станками, ветвление и соединение потоков обрабатываемых деталей. Гибкое многономенклатурное производство является одной из разновидностей ГПС. Оно характеризуется движением деталей по произвольному маршруту с возможностью его прерывания, не требует обязательного выравнивания значений времени пребывания детали на различных операциях технологического маршрута и числа операций технологического маршрута для деталей разных наименований- Маршрут движения деталей и последовательность подачи их на обработку никак не связаны с компоновкой оборудования и определяются планом работы комплекса и расписанием загрузки единиц оборудования.
При формировании структуры такого производства учитываются порядок следований операций и их длительность. Разработку ГПС обычно осуществляют исходя из следующих условий:
• задано ли множество реализуемых производственных функций;
• заданы ли взаимосвязи между производственными функциями;
• заданы или же подлежат выбору элементы технических средств комплекса управления;
• учитывается или нет расположение элементов производственной системы;
• указаны или нет Связи между элементами производственной системы;
• имеется или отсутствует возможность выполнения одной и той же задачи несколькими различными элементами.
Классификация операций производственных структур производится двояким образом.
1. По принципу назначения выделяются следующие операции:
• подготовка полных исходных данных по управлению складом заготовок;
• подготовка данных по маршруту транспортирования заготовок;
• управление складом инструментов;
• управление транспортировкой грузоединиц;
• управление оборудованием технологического процесса;
• управление складом готовых изделий.
2. По принципу реализации производственного процесса различают операции:
• динамическое и статическое ведение состояния склада материала;
• динамическое и статическое ведение состояния склада инструментов;
• осуществление транспортирования грузоединиц;
• составление полного отчета по состоянию технологического оборудования;
• отправка на склад готовых изделий.
Эффективность и производительность основного оборудования многономенклатурного производства непосредственно зависят от уровня его использования и загрузки.
Обеспечение загрузки оборудования в многономенклатурном производстве с учетом различной длительности производственных циклов на смежных технологических позициях является одной из центральных теоретических и практических проблем, с которыми приходится сталкиваться как при проектировании, так и при эксплуатации ГПС.
Загрузка оборудования ГПС в многономенклатурном производстве определяется планом. Различают объемные и календарные планы (расписания).
Первые устанавливают укрупненные балансы технологического времени по видам операций и фондов времени работы оборудования; вторые доводят объемные планы до регламентации временных технологических последовательностей выполнения работ на рабочих местах.
При проектировании ГПС многономенклатурного производства выбор производственных (и технологических) структур осуществляется только на основании объемных планов.
Расписание работы оборудования многономенклатурной ГПС создается в процессе Эксплуатации с учетом реальной производственной ситуации.
Гибкие автоматизированные системы. По организационной структуре ГПС разделяются на следующие виды;
• гибкая автоматическая линия (ГАЛ) — гибкая производственная система, в которой технологическое оборудование располагается в принятой последовательности технологических операций;
• роботизированная технологическая линия (РТЛ) — совокупность роботизированных технологических комплексов, связанных между собой транспортными средствами и системой управления, или нескольких единиц оборудования, обслуживаемых одним или несколькими промышленными роботами хотя выполнения операций в принятой технологической последовательности;
гибкий автоматизированный участок (ГАУ) — гибкая производственная система, функционирующая по технологическому Маршруту в соответствии с расписанием загрузки оборудования, в котором предусмотрена возможность изменения последовательности использования технологического оборудования;
· Роботизированный технологический участок (РТУ) – совокупность единиц технологического оборудования, связанных между собой транспортными средствами и системой управления, или нескольких единиц технологического оборудования, обслуживаемых одним или несколькими промышленным роботами, в которой предусмотрена возможность изменения последовательности использования технологического оборудования;
· гибкий автоматизированный цех (ГАЦ) — гибкая производственная система, представляющая собой совокупность гибких автоматизированных линий, роботизированных технологических линий, гибких автоматизированных участков и роботизированных технологических участков, что обеспечивает возможность изготовления изделий заданной номенклатуры.
Основным элементом технологического оборудования, из которого строятся различные ГПС, являются роботизированные технологические комплексы (РТК) и гибкие производственные модули (ГПМ).
РТК — это совокупность, образованная единицей технологического оборудования, промышленным роботом и средствами пристаночного оснащения, автономно функционирующая и совершающая многократные технологические циклы.
ГПМ — это единица технологического оборудования с программным управлением и средствами автоматизации технологического процесса, автономно функционирующая, осуществляющая многократные технологические циклы, обладающая свойством автоматизированной переналадки при производстве изделий различной номенклатуры (разумеется, в установленных пределах их типоразмеров и других технических характеристик), имеющая возможность встраивания в ГПС.
ГПС организуются преимущественно для комплексной обработки, обеспечивающей выпуск полностью обработанных деталей. Однако в ряде случаев отсутствует необходимый набор гибких производственных модулей для комплектования ГПС с полным циклом обработки деталей. В таких ситуациях, а также в силу специфических особенностей реализации технологических процессов на тех или иных предприятиях организуются ГПС с вынесением некоторых операций на другие производственные участки. Эти участки по сравнению с указанной ГПС могут иметь и более низкий уровень автоматизации. ГПС для предварительной обработки целесообразно объединять с переналаживаемым комплексами резки заготовок и размешать в заготовительных цехах и производствах. По своей структуре ГПС разделяются на простые и сложные.
Простая ГПС – это производственная система, предназначенная для выполнения технологического процесса или его законченной в организационном отношении части. Она состоит из нескольких ГПМ, отдельных станков или РТК, объединенных автоматизированной транспортно – накопительной системой (ТСС).
Сложная ГПС — это гибкая производственная система, в состав которой входят единицы основного технологического оборудования (ГПМ, РТК или переналаживаемые станки), вспомогательное оборудование, система обеспечения функционирования производства (СОП) и уггравляюще-вычислительный комплекс (УВК). В состав сложной ГПС могут входить как простые ГПС, так и отдельные станки, например для подготовки баз и выполнения финишных операций; система обеспечения функционирования производства, включающая участки хранения и настройки инструмента, сборки приспособлений, мойки деталей, технического контроля, отделения для переукомплектования, установки и переустановки деталей; системы транспортирования и хранения деталей и инструментов, уборки отходов производства (в том числе стружки), подачи масла и эмульсии, а также ремонтные службы (в том числе занятые на работах по механике, гидропневмоавтоматике и гидропневмоприводу, электроприводу и электрике по электронике).
Рассмотрим это несколько подробнее.
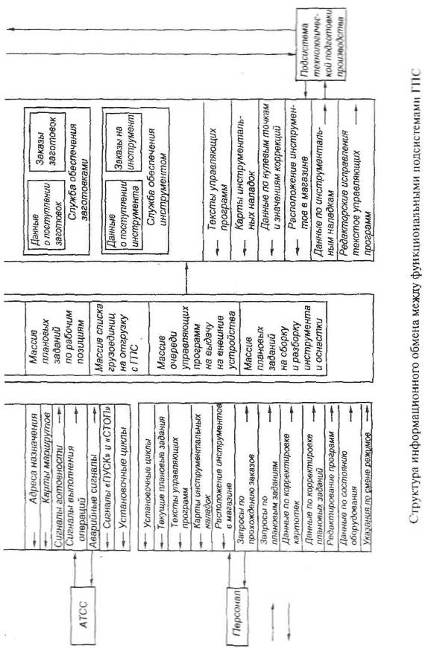
Создание ГПС является неотъемлемой частью проектирования или реконструкции предприятия с учетом принципов группового производства. Всякая ГПС включает в себя два комплекса: производственный и управляюще-вычислительный. Заметим, что степень автоматизации и соответственно доля функций управления, возложенных на компьютерную управляюще-вычислительную систему, может быть различной. Однако все необходимые для данной производственной системы функции управления должны выполняться. Часть этих функций выполняется компьютерным комплексом, а часть — управляющим персоналом. Таким образом, система управления ГПС в общем случае представляет собой человеко-машинный комплекс.
Производственный комплекс включает в себя собственно производственную систему и систему обеспечения функционирования производством (СОП).
В общем случае в систему обеспечения производства входят:
• автоматизированная транспортная и транспортно – складская система (АТСС);
• автоматизированная система инструментального обеспечения (АСИО);
• система автоматизированного контроля (САК);
• система автоматизированного удаления отходов (АСУО):
• система обеспечения профилактики и ремонта оборудования (СПР);
• система автоматизированного проектирования, конструкторского и технологического (САПР-К и САПР-Т)
• автоматизированная система технологической подготовки производства (АС ТПГТ);
• автоматизированная система управления технологическими процессами (АСУ ТП);
• автоматизированная система управления гибкой производственной системой (АСУ ГПС) и некоторые другие системы.
Состав оборудования для ГПС, а также состав, функции и оборудование интегрированной системы обеспечения функционирования производства определяются исходя из конкретной производственной ситуации на том предприятии, где предполагается организовать ГПС, а также из возможностей и экономической эффективности поставок перспективного оборудования. При организации гибких автоматизированных участков по структурным схемам /./, 1.2, 1.3, 1.4, 7.5и 1.8 система обеспечения функционирования производства оказывается вынесенной за пределы участка, а накопители размещаются на площади самого этого участка.
При организации цеховых ГПС с применением структур в соответствии со схемами 1,6 и 1.7 все системы, как и все технологическое оборудование, размещаются на площадях, отводимых непосредственно под ГПС. Реализация ГПС по схеме 1.1 рекомендуется для одностороннего расположения станков, а по схемам 1.2 к 1.6 — для двустороннего расположения.
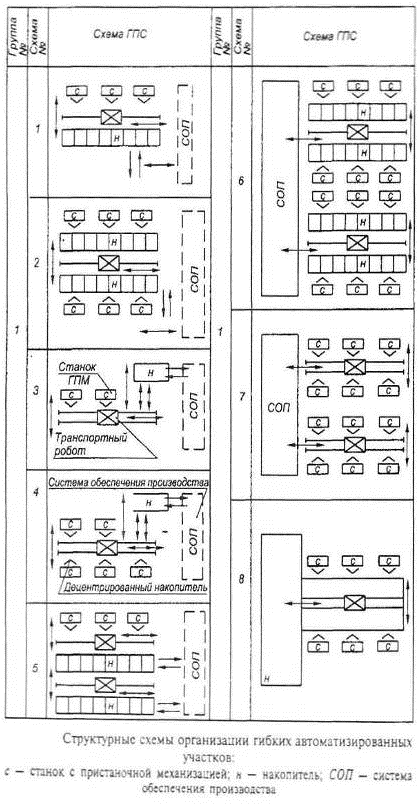
Для перемещения и складирования заготовок, деталей, инструмента и приспособлений применяются транспортные роботы, которые позволяют устанавливать тару, поддоны и сменные приспособления-спутники (палеты) на приемные устройства и накопители отдельных станков и в общеучастковые накопители. При организации ГПС по схемам 1.3, 1.4 и 1.7 транспортные роботы обеспечивают перемещение и накопление деталей на одном уровне высот. Для размещения оборотных заделов, инструмента и приспособлений, предназначенных для последующей механической обработки, используются механические накопители-подъемники. Подобные схемы могут применяться как для одностороннего, так и для двустороннего расположения станков. Схема 1.5 применяется для таких ГПС, у которых предусматривается организация общего склада-накопителя. Для загрузки станков транспортный робот захватывает тару или спутник из стеллажа-накопителя и устанавливает на локальный накопитель или же на пристаночное загрузочно-разгрузочное устройство. При использовании структуры в одном транспортном блоке применяется перемещение по двум уровням.
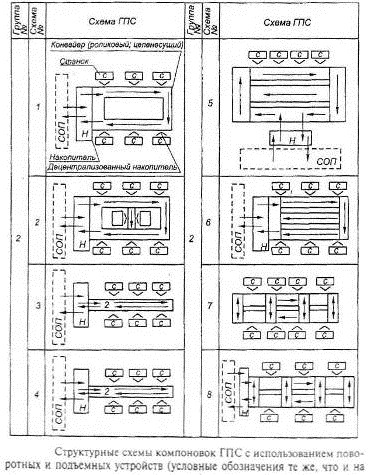
На верхнем уровне перемешается устройство циклическогодействия, транспортирующее тару, поддоны и спутники к рабочим местам. На нижнем уровне осуществляется возврат тары, поддонов и спутников от рабочих мест тосте каждой технологической операции. Обычно для выполнения операций по возврату используется роликовый приводной конвейер.
Кроме указанных, возможны и иные схемы компоновок ГПС, использующие роликовые конвейеры в сочетании с различными поворотными и подъемными устройствами, а также с цепенесущими конвейерами.
Различные схемы таких устройств. Вдоль линейной или замкнутой трассы конвейеров могут разместиться до 25 станков, а также общеучастковые накопители. Система обеспечения функционирования производства вынесена за пределы участка.
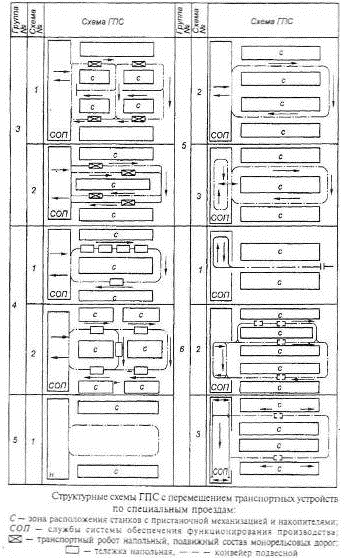
Наконец, практически применяются ГПС. использующие для межоперационных перемещений напольные рельсовые транспортные устройства, а также безрельсовые устройства без водителей. перемещающиеся по специальным проездам. Количество установленных станков определяется размерами выпуска. Использование подобных схем целесообразно для производственных участков, в которых станки располагаются группами разнообразной конфигурации и требуется создание криволинейных трасс для межоперационных перемещений, а также в тех случаях, когда различные склады и участки подготовки производства размещаются в отдалении от технологического оборудования. Транспортные трассы в таких случаях обычно бывают закольцованы.
Различные варианты подобных структур ГПС.
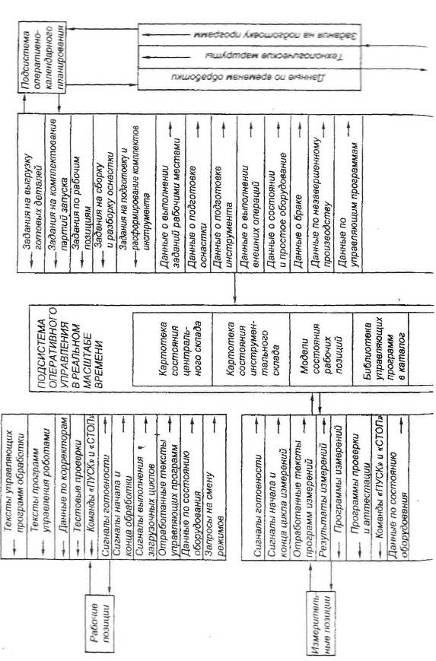
Система управления ГПС относится к многоуровневым иерархическим системам управления. Для иерархических систем характерно то, что информационно-управляющее взаимодействие происходит только между расположенными рядом уровнями иерархии управления. Например, третий уровень управления не может передавать управляющие воздействия на первый уровень управления, минуя второй. В случае структур ГПС к нижнему уровню управления относятся устройства числового программного управления отдельными станками, устройства управления краном-штабелером и отдельными устройствами, входящими в транспортно-складскую систему. Средний уровень системы управления ГПС обеспечивает прием плановых заданий от верхнего уровня системы управления (независимо от того, составляются эти плановые задания с помощью компьютерных систем или же человеком), автоматизацию оперативного управления централизованными службами обеспечения производства, координирует работу систем нижнего уровня. Наконец, на верхнем уровне управления ГПС производится разработка плановых и директивных документов (или массивов), определяющих функционирование данной ГПС в течение рассматриваемого временного интервала.
Информационной базой для управления ГПС является компьютерная модель, отражающая состояние этой ГПС и включающая модель склада-накопителя, транспортно-накопительной системы и пунктов загрузки-выгрузки.
Основные задачи компьютерной техники при управлении ГПС следующие:
• оперативно-календарное планирование производства, включая подетальное планирование на месяц, расчет сменно-суточного задания, расчет подетально-операционного плана на заданный период времени, отображение, контроль и коррекция сменно-суточных заданий, формирование партий запуска и выпуска, расчет загрузки оборудования;
• технологическая подготовка производства, включая планирование и учет комплектования ГПС инструментом, оснасткой и управляющими программами на заданный календарный период, планирование обеспечения ГПС заготовками, разработку карт наладок и укомплектовочных карт инструмента, автоматизацию разработки технологических процессов и управляющих программ для станков с ЧПУ;
• оперативное управление и ведение отчетности, включая выполнение сменно-суточных заданий, комплектование заказов, обеспечение заготовками, запуск деталей в обработку и их движение, возникновение брака, поступление и местонахождение грузоединиц в складах-накопителях, работу и простой оборудования;
• технико-экономическое планирование и учет, включая учет выполнения производственной программы за сутки, смену и с начала месяца, расчет плана технико-экономических показателей ГПС и учет его выполнения;
Похожие работы
... Ориентировочный объем раздела КИП и А в дипломном проекте - 10...15 страниц рукописного текста. Графическая часть состоит из одного чертежа - функциональной схемы автоматизации заданного технологического процесса. Подробные указания по выполнению функциональной схемы приведены в разделе 4. 3. УКАЗАНИЯ ПО ВЫБОРУ СРЕДСТВ АВТОМАТИЗАЦИИ Конкретные типы средств автоматизации выбирают с учетом ...
... деталей винта и шайбы. Описан технологический процесс автоматизированного сборочного участка с применением бункерно-загрузочных устройств, ориентируещего приспособления, отсекающих механизмов, транспортеров. СПИСОК ИСПОЛЬЗУЕМЫХ ИСТОЧНИКОВ.Автоматизация производственных процессов. Шаумян Г.А. ’’ Высшая школа ’’, 1967, -172с. Автоматизация процессов в машиностроении. Учеб. пособие для вузов. ...
... сопряжения их. Устройства автоматического контроля. Контрольные автоматы классификация по назначению. Разработка новых высокопроизводительных методов и все шире внедряющаяся автоматизация технологических процессов обработки деталей машин привели к существенному снижению трудоемкости их изготовления. Производительность процессов контроля пока растет медленнее. Увеличивается количество ...
... решить только на основе широкого внедрения автоматики в производственные процессы и внедрить автоматизированные системы в различные сферы хозяйственной деятельности, и в первую очередь в проектирование, управление оборудованием и технологическими процессами. Поднять уровень автоматизации производства примерно в 2 раза. Создавать комплексно-автоматизированные производства, которые можно быстро и ...
0 комментариев