Развитие автоматизации в направлении технологической гибкости и широкого применения ЭВМ
Основные признаки по которым различают автоматические линии
Устройства обеспечивающие гибкую связь между участками линий
Виды спутниковых линий и области их применения
Оборудование эффективно применяемое на автоматических линиях
Навигация
Виды спутниковых линий и области их применения
Автоматизация производственных процессов
59123
знака
0
таблиц
30
изображений
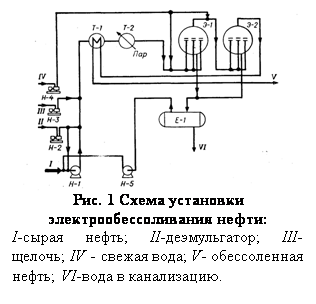
6. Виды спутниковых линий и области их применения
По способу баирования заготовок различают спутниковые и бесспутниковые линии.
Бесспутниковые линии позволяют обрабатывать заготовки, транспортировка, ориентация и установка которых на линии не вызывает технических трудностей. К таким заготовкам относятся валы, диски, которые имеют оси или плоскости симметрии и потому хорошо сохраняют устойчивость при транспортировке.
Бесспутниковые линии могут быть с жесткой и гибкой связью, циклического и непрерывного действия, с боковым или верхним расположением транспорта.
Стремление автоматизировать обработку деталей сложной формы, неудобных для транспортировки и установки, привело к созданию спутниковой линии. На этих линиях заготовки устанавливаются в специальные приспособления — спутники. Спутник перемещается с заготовкой по всей линии, фиксируется и закрепляется вместе с заготовкой на рабочих позициях. При этом заготовка не меняет своего положения относительно спутника.
Спутниковые линии, как правило, работают с жесткой связью, имеют сквозное расположение транспорта и циклический принцип действия. На спутниковых линиях удобно и эффективно применять агрегатное технологическое оборудование. Агрегатное оборудование компактно, имеет высокую ремонтопригодность и позволяет вести обработку в различных направлениях (сверху, снизу, под углом) с высокой степенью концентрации операций. Основу агрегатного оборудования составляют силовые головки. На спутниковых линиях наибольшее применение находят силовые головки с гидравлическим механизмом подачи.
Схема гидравлической головки АМО «ЗиЛ». От электродвигателя 1 через ременную передачу 11 и редуктор 2 вращение перелается шпинделю 3. Последний размещается внутри пиноли 4, которая одновременно являете штоком гидроцилиндра 5 механизма подачи.
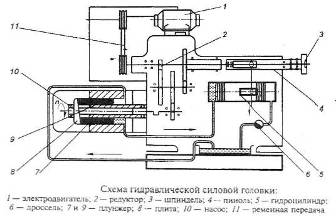
Привод подачи головки осуществляется от насоса 10 переменной производительности. Автоматическое изменение производительности насоса производится за счет изменения угла наклона качающейся плиты 8, которая контактирует с плунжерами 7 и 9 насоса. Изменение угла поворота дросселя 6 регулирует давление масла под плунжерами, и тем самым задается производительность насоса в соответствии с необходимой величиной подачи пиноли со шпинделем.
Основным недостатком агрегатного оборудования является недостаточная жесткость силовых головок, что снижает их способ-юность вести обработку с высокой точностью и большой мощностью. Низкая жесткость обусловлена большим количеством соединений (стыков) агрегатов при сборке оборудования. Поэтому агрегатное оборудование рекомендуется применять в основном на операциях сверления, развертывания, растачивания, нарезания резьбы отверстий небольшого диаметра, мелкого фрезерования, т.е. в тех случаях, когда не требуется больших усилий обработки.
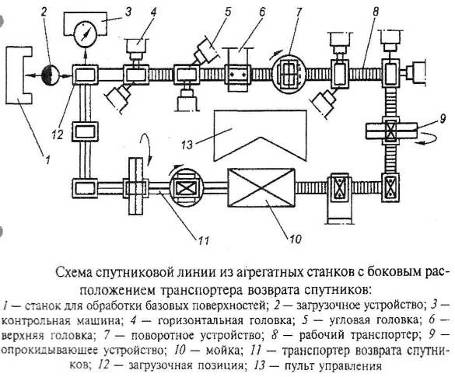
Компоновка спутниковых линий во многом определяется способом возврата спутников на исходную позицию. Наиболее распространен вариант, при котором транспортер возврата спутников имеет боковое расположение относительно рабочего транспортера. Схему такой линии для обработки отверстий корпусной детали.
Схема с боковым расположением транспортера возврата спутников не имеет ограничений для установки оборудования, что дает возможность вести обработку детали в любых направлениях. Схема удобна для обслуживания, может применяться для крупных деталей и технологических процессов с большим числом позиций, например для обработки картеров мостов автомобилей, корпусов редукторов, блоков цилиндров двигателей и других деталей. Одним словом, схема имеет большие технологические возможности. Ее основной недостаток — потребность в больших производственных площадях.
Спутниковые линии, как правило, имеют сквозное расположение транспортера, когда транспортер проходит через рабочие зоны оборудования. В этом случае транспортер работает в более тяжелых условиях по сравнению с боковым или верхним расположением рабочего транспортера, так как находится пол влиянием нагрузок, вибрации и отходов (стружки, охлаждающей дикости, пыли, грязи). Поэтому сквозной транспортер должен отвечать повышенным требованиям эксплуатационной надежности.
Помимо своей основной функции сквозной транспортер принимает участие в фиксации и закреплении спутников на рабочих позициях линии. Это существенно усложняет конструкцию транспортера, повышает его стоимость и ставит техническую задачу обеспечения точности установки спутников.
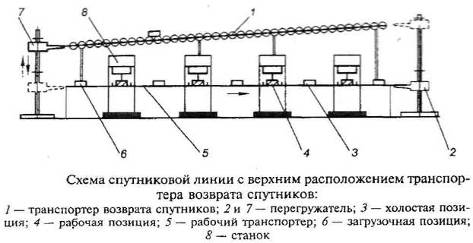
Способ с верхним расположением транспортера возврата спутников встречается значительно реже. После обработки на линии деталь вместе со спутником перегружателем 2 поднимается и выталкивается на транспортер возврата спутников 7, который представляет собой наклонный рольганг. По рольгангу с помощью перегружателя 7 спутник опускается на позицию разгрузки-загрузки. На этой позиции готовая деталь снимается со спутника, а в спутник устанавливается очередная заготовка. Несмотря на экономию производственных площадей, такая схема крайне неудобна в обслуживании, громоздка для технологических процессов с большим числом позиций и вносит существенные ограничения в установку оборудования.
Схема спутниковой линии с нижним расположением транспортера возврата спутников наиболее компактна. Однако такое расположение транспортера возврата спутников предъявляет особые требования к конструкции корпуса станка, которые не всегда выполнимы.
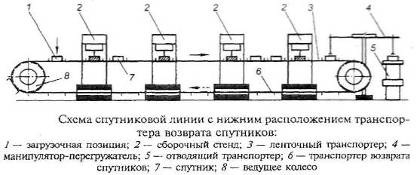
Кроме того, в этом случае транспортер возврата подвержен попаданию на него охлаждающей жидкости, стружки, масла и других производственных отходов, что снижает надежность транспортера и повышает его стоимость.
Поэтому для механообработки такая схема спутниковой линии применяется редко. В основном она применяется для сборочных процессов, где нет производственных отходов, и спутники 7 можно изготовить в виде плоских падет (поддонов), удобных для нижней транспортировки под сборочными стендами 2. Ленточный или пластинчатый транспортер 3 имеет принудительное постоянное перемещение от ведущего колеса 8. При остановке палет в случаях, когда загружен сборочный стенд, рабочий транспортер проскальзывает относительно палет, создавая запас объектов сборки на линии.
При переходе на транспортер возврата палеты закрепляются на транспортере и перемещаются с ним как одно целое. Такое построение линии дает возможность сборочным стендам работать несинхронно, что очень важно.
Применение спутников значительно расширило, крут деталей и агрегатов машин, которые стало возможным обрабатывать и собирать на автоматических линиях. Существенно упростилась установка заготовок на рабочих позициях линии. Появилась возможность создавать линии с замкнутым контуром и осуществлять загрузкуy и разгрузку линии на одной позиции. Это удобно и для автоматизации загрузочной позиции, и для обслуживания ее человеком.
В спутниковых линиях заготовки обрабатываются с одной установки от постоянных баз, это повышает точность обработки.
Вместе с тем спутниковые линии имеют ряд недостатков. Основной из них — более высокая стоимость. Спутники представляют собой сложные специальные приспособления. Количество спутников должно быть больше, чем рабочих позиций на линии. Для возврата спутников на исходную позицию требуется специальный транспортер.
Все это вызывает усложнение линии, повышает ее стоимость
(около 40%) и требует дополнительных производственных площадей. Кроме того, для установки на спутник требуется предварительная обработка у заготовки базовых поверхностей, которая обычно выполняется вне линии на специальном оборудовании. Это затрудняет автоматизацию всего технического процесса обработки детали.
Похожие работы
... Ориентировочный объем раздела КИП и А в дипломном проекте - 10...15 страниц рукописного текста. Графическая часть состоит из одного чертежа - функциональной схемы автоматизации заданного технологического процесса. Подробные указания по выполнению функциональной схемы приведены в разделе 4. 3. УКАЗАНИЯ ПО ВЫБОРУ СРЕДСТВ АВТОМАТИЗАЦИИ Конкретные типы средств автоматизации выбирают с учетом ...
... деталей винта и шайбы. Описан технологический процесс автоматизированного сборочного участка с применением бункерно-загрузочных устройств, ориентируещего приспособления, отсекающих механизмов, транспортеров. СПИСОК ИСПОЛЬЗУЕМЫХ ИСТОЧНИКОВ.Автоматизация производственных процессов. Шаумян Г.А. ’’ Высшая школа ’’, 1967, -172с. Автоматизация процессов в машиностроении. Учеб. пособие для вузов. ...
... сопряжения их. Устройства автоматического контроля. Контрольные автоматы классификация по назначению. Разработка новых высокопроизводительных методов и все шире внедряющаяся автоматизация технологических процессов обработки деталей машин привели к существенному снижению трудоемкости их изготовления. Производительность процессов контроля пока растет медленнее. Увеличивается количество ...
... решить только на основе широкого внедрения автоматики в производственные процессы и внедрить автоматизированные системы в различные сферы хозяйственной деятельности, и в первую очередь в проектирование, управление оборудованием и технологическими процессами. Поднять уровень автоматизации производства примерно в 2 раза. Создавать комплексно-автоматизированные производства, которые можно быстро и ...
0 комментариев