Развитие автоматизации в направлении технологической гибкости и широкого применения ЭВМ
Основные признаки по которым различают автоматические линии
Устройства обеспечивающие гибкую связь между участками линий
Виды спутниковых линий и области их применения
Оборудование эффективно применяемое на автоматических линиях
Навигация
Основные признаки по которым различают автоматические линии
Автоматизация производственных процессов
59123
знака
0
таблиц
30
изображений
3. Основные признаки по которым различают автоматические линии
Рассмотрим классификации автоматических линий машиностроительного производства по различным признакам.
По технологическому признаку различают линии механообработки, сборки, сварки, окраски и т.д., а также комплексные линии. Последние включают позиции штамповки, механообработки, термообработки и сборки. Наиболее часто такие линии встречаются в подшипниковом производстве и при изготовлении деталей автомобилей.
По технологической гибкости линии бывают непереналаживаемые, для -групповой обработки и гибкие. Линии для групповой обработки проектируются по условной детали, которая включает все элементы данной детали. Детали одной группы относятся К одному типу деталей (валы, диски, рычаги), имеют одинаковый технологический маршрут обработки и отличаются только размером поверхностей. Примером могут служить вилки карданных валов, промежуточные валы коробки передач, ступицы колес различных автомобилей.
Непереналаживаемые линии проектируются для обработки деталей с большой программой выпуска, конструкция которых не меняется длительное время (например, детали подшипников качения, изделия оборонной промышленности). Гибкие линии обладают возможностью переналадки для обработки однотипных, хотя и различных деталей, имеющих одинаковый маршрут обработки.
Линии для групповой обработки характеризуются возможностью обработки двух-трех однотипных деталей без переналадки оснастки и оборудования.
4. Области применения линий циклического и непрерывного действия
По принципу работы линии разделяются на две группы Первую группу представляют линии циклического действия. Дня этях линий характерна периодичность перемещения объекта производства по линии и цикличность работы, когда все элементы цикла
(установка, обработка, снятие и транспортировка детали) выполняются последовательно один за другим, не перекрываясь по времени. Производительность линии циклического действия ограничивается из-за потерь на холостые ходы. Однако эти линии имеют большие технологические возможности, так как позволяют обрабатывать самые разнообразные детали и собирать разные агрегаты машин (двигатели, редукторы, фильтры и т.д.). Поэтому основной парк автоматических линий в машиностроении — это линии циклического действия.
Вторая группа линий по принципу действия — это линии непрерывного действия. В этих линиях объект производства перемещается непрерывно, и во время перемещения выполняются рабочие ходы. Таким образом сводятся к минимуму внутрицикловые потери и обеспечивается высокая производительность.
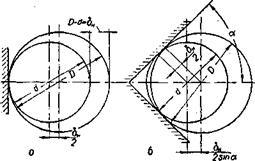
Линии непрерывного действия создаются на базе роторных машин, и их часто называют роторными линиями. Различают рабочие (технологические), загрузочные и транспортные роторы. Рабочий ротор представляет собой непрерывно вращающийся стол 2. По периферии стола 2 устанавливаются объекты производства 3. Над столом 2 располагаются инструментальные блоки 1 в строгом соответствии с объектом производства. Инструментальные блоки / вращаются синхронно со столом 2 и в рабочей зоне ротора под действием неподвижного копира 4 получают технологические (рабочие) движения, в результате которых на рабочем роторе выполняются технологические операции.
Возможность разместить на одном рабочем роторе большое «число инструментальных блоков, выполняющих одну и ту же операцию, позволяет линии работать с высокой степенью концентрации операций и, следовательно, с высокой производительностью.
Линии непрерывного действия компонуются из рабочих роторов, связанных между собой транспортными роторами. На каждом рабочем роторе выполняется одна операция. Объект производства последовательно перемещается от одного рабочего ротора к другому и таким образом проходит весь технологический процесс. Производительность рабочего ротора определяется промежутком времени Т1 между двумя выходами объектов с ротора:
![]()
Где ![]() ; l — расстояние между соседними инструментальными
; l — расстояние между соседними инструментальными
блоками; v — скорость перемещения инструментальных блоков. Кроме высокой производительности роторные линии обладают еще одним важным достоинством. Они позволяют объединить операции с различной продолжительностью без изменения производительности всей линии.

При этом изменяются размеры рабочих роторов и число инструментальных блоков. Действительно,
![]()
где R — радиус рабочего ротора; φ — угол между соседними инструментальными блоками (рад).
Чем больше продолжительность операции, тем больше R и меньше φ. Таким образом, произведение Rφ может оставаться неизменным.
Вместе с тем роторные линии имеют ряд существенных недостатков, которые ограничивают область их применения. Основной недостаток связан с низкими технологическими возможностями этих линий. Инструментальные блоки совершают простые возвратно-поступательные движения, что позволяет выполнять только простейшие операции (прошивку, резку, дозировку, пайку и т.д.).
Так как число рабочих роторов определяется числом операций технологического процесса, роторные линии очень громоздкие и требуют достаточно больших производственных площадей.
Ограниченные технологические возможности роторных линий не позволяют применять их для обработки деталей сложной формы, больших размеров и с большим числом операций. Поэтому такие линии нашли в основном применение в пищевой, оборонной, электротехнической промышленности при изготовлении простых изделий без снятия стружки, методами штамповки, выдавливания, пайки, дозировки материала, для сборки и контроля, когда технологический процесс состоит из небольшого числа (до 8) простых операций.
Похожие работы
... Ориентировочный объем раздела КИП и А в дипломном проекте - 10...15 страниц рукописного текста. Графическая часть состоит из одного чертежа - функциональной схемы автоматизации заданного технологического процесса. Подробные указания по выполнению функциональной схемы приведены в разделе 4. 3. УКАЗАНИЯ ПО ВЫБОРУ СРЕДСТВ АВТОМАТИЗАЦИИ Конкретные типы средств автоматизации выбирают с учетом ...
... деталей винта и шайбы. Описан технологический процесс автоматизированного сборочного участка с применением бункерно-загрузочных устройств, ориентируещего приспособления, отсекающих механизмов, транспортеров. СПИСОК ИСПОЛЬЗУЕМЫХ ИСТОЧНИКОВ.Автоматизация производственных процессов. Шаумян Г.А. ’’ Высшая школа ’’, 1967, -172с. Автоматизация процессов в машиностроении. Учеб. пособие для вузов. ...
... сопряжения их. Устройства автоматического контроля. Контрольные автоматы классификация по назначению. Разработка новых высокопроизводительных методов и все шире внедряющаяся автоматизация технологических процессов обработки деталей машин привели к существенному снижению трудоемкости их изготовления. Производительность процессов контроля пока растет медленнее. Увеличивается количество ...
... решить только на основе широкого внедрения автоматики в производственные процессы и внедрить автоматизированные системы в различные сферы хозяйственной деятельности, и в первую очередь в проектирование, управление оборудованием и технологическими процессами. Поднять уровень автоматизации производства примерно в 2 раза. Создавать комплексно-автоматизированные производства, которые можно быстро и ...
0 комментариев