Развитие автоматизации в направлении технологической гибкости и широкого применения ЭВМ
Основные признаки по которым различают автоматические линии
Устройства обеспечивающие гибкую связь между участками линий
Виды спутниковых линий и области их применения
Оборудование эффективно применяемое на автоматических линиях
Навигация
Устройства обеспечивающие гибкую связь между участками линий
Автоматизация производственных процессов
59123
знака
0
таблиц
30
изображений
5. Устройства обеспечивающие гибкую связь между участками линий
По виду связи между позициями различают линии с жесткой и гибкой связью.
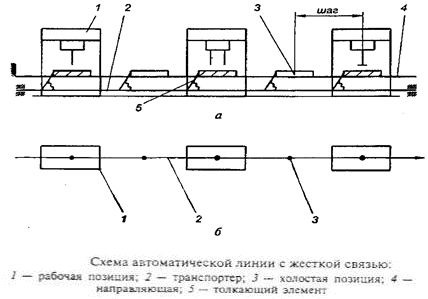
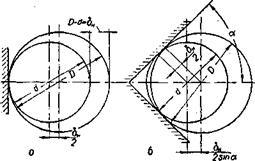
Отличительным признаком линии с жесткой связью является то, что объект производства непосредственно перемешается от одной позиции к другой. На рисунке показана схема такой линии с шаговым транспортером. Штанга транспортера 2 совершает возвратно-поступательные движения и обеспечивает шаговое перемещение заготовок с помощью толкающих элементов («собачек») 5 по направляющим 4. На рисунке б показана условная схема этой же линии, которой удобно пользоваться на практике.
Жесткая связь между позициями обусловливает согласованность по времени (синхронность) работы машин. Либо все заготовки одновременно обрабатываются, либо одновременно все транспортируются. Поэтому эти линии часто называют синхронными линиями.
Линии с жесткой связью компактны, просты в управлении, имеют низкую стоимость. Однако они эффективны, только если станкоемкость позиций примерно одинакова и число позиций небольшое (8... 12
Основным недостатком линий с жесткой связью является их низкая надежность, так как при отказе одной позиции простаивает вся линия. Это снижает ее производительность

где tц – время цикла в мин;  - коэффициент технического использования линии;
- коэффициент технического использования линии;  - удельная длительность простоев i-й позиции линии по техническим причинам; например, если Bi=0,002, то на 1000 мин работы линии в среднем за год приходится 2 мин простоя по техническим причинам; n – число позицій линии;
- удельная длительность простоев i-й позиции линии по техническим причинам; например, если Bi=0,002, то на 1000 мин работы линии в среднем за год приходится 2 мин простоя по техническим причинам; n – число позицій линии;  - время простоев i-й позиции линии, отнесённое к одному циклу; tпрi – суммарное время простоев i-й позиции линии по техническим причинам за период наблюдения за линией (смену, неделю, месяц, год); N – число изделий, которое за время простоев могло сойти с линии.
- время простоев i-й позиции линии, отнесённое к одному циклу; tпрi – суммарное время простоев i-й позиции линии по техническим причинам за период наблюдения за линией (смену, неделю, месяц, год); N – число изделий, которое за время простоев могло сойти с линии.
Коэффициент технического использования ηт.и характеризует техническое состояние и надежность линии. Если ηт.и =0,8, то это означает, что линия 20% рабочего времени простаивает по техническим причинам (ремонт, техническое обслуживание).
Стремление повысить надежность линии привело к созданию линии с гибкой связью. Гибкость связи на линии достигается установкой накопителей между позициями и участками. Накопителями называют специальные устройства – емкости для размещения заготовок. Основное значение накопителей – локализовать отказы, предотвратить остановку линии.
Схема линии, в которой накопители устанавливаются после каждой позиции. Применение накопителей делает работу соседних позиций на определенное время независимой. Емкость накопителей зависит от размеров заготовки, времени цикла и надежности соседних позиций (участков):
 ,
,
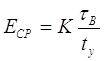
где Еср – средняя емкость накопителя; К – коэффициент запаса, в зависимости от размеров заготовки принимающий значения 1,5…5,0; τв – среднее время восстановления позиции (мин), определяемое опытным путем.
Обычно емкости накопителей обеспечивают бесперебойную работу линии в случае отказа в течении нескольких часов. Вместе с тем накопители существенно усложняют линию, повышают её стоимость, требуют дополнительных производственных площадей. Поэтому экономически целесообразно устанавливать накопители между участками которые образуют линию с комбинированной связью.
Деление линии на участки является важной задачей при её проектировании, от решения которой зависит фактическая производительность и экономическая эффективность линии.
Производительность линии, состоящей из т участков, определяется соотношением
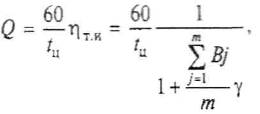
п — число позиций ј-го участка; у = 1,1... 1,5 — коэффициент влияния простоев ј-го участка на выпускающий участок. Зависит от емкости накопителя, количества и надежности участков.
Коэффициент влияния γ вводится в расчет производительности в связи с тем, что емкости накопителей ограничены и для устранения отказов требуется определенное время τв. Практика эксплуатации автоматических линий и теория их надежности показывают, что наиболее эффективно делить линии на 2—3 участка. Дальнейшее увеличение т малоэффективно и может быть экономически неоправданным. При этом, чем ниже надежность линии, чем больше позиций она имеет, тем выше эффективность деления линии на участки.
По принципу действия и влиянию на работу линии различают накопители тупиковые и сквозные. Тупиковый накопитель 1 работает на прием или выдачу заготовок только в случаях отказов соседних участков, /и //. Тупиковые накопители обычно устанавливаются между участками с низкой надежностью, станкоемкости которых примерно одинаковы.
Сквозной накопитель 2 работает постоянно в режимах приема, выдачи, свободного пропуска заготовок. Помимо своей основной задачи этот накопитель может в определенной степени нивелировать различную станкоемкость соседних участков // и III. Сквозной накопитель также используют для изменения ориентации заготовок.
Похожие работы
... Ориентировочный объем раздела КИП и А в дипломном проекте - 10...15 страниц рукописного текста. Графическая часть состоит из одного чертежа - функциональной схемы автоматизации заданного технологического процесса. Подробные указания по выполнению функциональной схемы приведены в разделе 4. 3. УКАЗАНИЯ ПО ВЫБОРУ СРЕДСТВ АВТОМАТИЗАЦИИ Конкретные типы средств автоматизации выбирают с учетом ...
... деталей винта и шайбы. Описан технологический процесс автоматизированного сборочного участка с применением бункерно-загрузочных устройств, ориентируещего приспособления, отсекающих механизмов, транспортеров. СПИСОК ИСПОЛЬЗУЕМЫХ ИСТОЧНИКОВ.Автоматизация производственных процессов. Шаумян Г.А. ’’ Высшая школа ’’, 1967, -172с. Автоматизация процессов в машиностроении. Учеб. пособие для вузов. ...
... сопряжения их. Устройства автоматического контроля. Контрольные автоматы классификация по назначению. Разработка новых высокопроизводительных методов и все шире внедряющаяся автоматизация технологических процессов обработки деталей машин привели к существенному снижению трудоемкости их изготовления. Производительность процессов контроля пока растет медленнее. Увеличивается количество ...
... решить только на основе широкого внедрения автоматики в производственные процессы и внедрить автоматизированные системы в различные сферы хозяйственной деятельности, и в первую очередь в проектирование, управление оборудованием и технологическими процессами. Поднять уровень автоматизации производства примерно в 2 раза. Создавать комплексно-автоматизированные производства, которые можно быстро и ...
0 комментариев