Навигация
Анализ технологичности детали
31139
знаков
11
таблиц
2
изображения
1.3. Анализ технологичности детали.
Количественная оценка технологичности:
Коэффициент точности обработки.

где, АСР - средний квалитет точности обработки
ni число размеров чертежа соответствующих квалитетов точности
- 2 размера по 9 квалитету
- 51 размеров по 14 квалитету
Деталь технологична, так как К т.ч. > 0,8
Коэффициент унификации конструктивных элементов.

где, Qэ.у. – количество унифицированных элементов.
Qэ. – общее число конструктивных элементов.
радиуса сопряжения: R8 – 108, R15 – 9; R3 – 63; R10 – 2;
отверстия: ø30Н9 – 1, ø18Н9 – 1.
![]()
Деталь не технологична, так как значение коэффициента унификации < 0,6.
Коэффициент использования материала.
![]()
где, Мd – масса детали по чертежу
Мз – масса заготовки с возможными технологическими припусками
![]()
Деталь технологична, так как КИМ > 0,7
Коэффициент шероховатости.

где, БСР – средняя шероховатость поверхностей.
ni число поверхностей, соответствующих шероховатости обработки.
- шероховатость 4 – 138
- шероховатость 5 – 320

Деталь технологична, так как коэффициент шероховатости > 0,16
Качественная оценка технологичности:
1. Все поверхности доступны для обработки.
2. Средняя обрабатываемость резанием.
3. Можно применять универсальное оборудование и универсальную оснастку.
4. Точность и шероховатость поверхностей соответствуют.
5. Возможно получение заготовок с высоким КИМ.
6. Для изготовления возможно применение высокопроизводительных методов обработки.
7. Обработка с одной базы не возможна.
Вывод: по основным показателям деталь «Балка наружная шпангоута 42» технологична.
1.4. Выбор и обоснование типа производства.
Для определения типа производства можно
использовать годовой объем выпуска и массы детали по таблице №4.
Таблица 4
| Масса детали, кг | Тип производства | ||||
| Единичное | Мелко-серийное | Среднесерийное | Крупносерийное | Массовое | |
| Легкие, до20 кг | До 100 | 101 - 500 | 501 -5000 | 5001- 500000 | Свыше 50000 |
| Средние, до 300 кг | До 10 | 11 - 200 | 201-1000 | 10001-5000 | Свыше 5000 |
| Тяжелые, выше 300 кг | 1 - 5 | 6 - 100 | 101 - 300 | 301 - 1000 | Свыше 1000 |
Масса детали – 1,535 кг
Объем выпуска – 650 шт.
Определен тип производства – среднесерийное.
Серийное производство характеризуется ограниченной номенклатурой изделий, изготовляемых периодически повторяющимися партиями, и сравнительно большим объемом выпуска, чем в единичном типе производства. При серийном производстве используются универсальные станки, оснащенные как специальными, так и универсальными и универсально-сборными приспособлениями, что позволяет снизить трудоемкость и себестоимость изготовления изделия. В серийном производстве тех. процесс изготовления изделия преимущественно дифференцирован, т.е. расчленен на отдельные самостоятельные операции, выполняемые на определенных станках.
При серийном производстве обычно применяют универсальные специализированные, агрегатные и другие металлорежущие станки. При выборе технологического оборудования специального или специализированного, дорогостоящего приспособления или вспомогательного приспособления и инструмента необходимо производить расчеты затрат и сроков окупаемости, а так же ожидаемый экономический эффект от использования оборудования и технологического оснащения.
Раздел 2
Технологическая часть.
Похожие работы
... Описание конструкции детали Шпангоут 38 является нормальным. Основное назначение нормальных шпангоутов состоит в восприятии местной аэродинамической нагрузки и обеспечение соответствующей опоры для стрингеров и обшивки. Деталь «Балка нижняя наружная» имеет теоретический контур заданный координатным способом. Деталь имеет габаритные размеры: длина – 868 мм, ширина – 229,5 мм, высота – 64 мм, в ...
... Мессии, Царя Царей, Вождя, который даст им замечательное царство на земле. Но они отвергли Мессию, посланного Богом, потому что он не соответствовал их ожиданиям и желаниям. Так и эта история с Ноевым ковчегом. "Учёные люди", подобно ведущим религиозным лидерам древнего Иерусалима, ожидают и хотят увидеть "великолепный" корабль, имеющий форму баржи, на вершине вулканической горы Арарат, они не ...
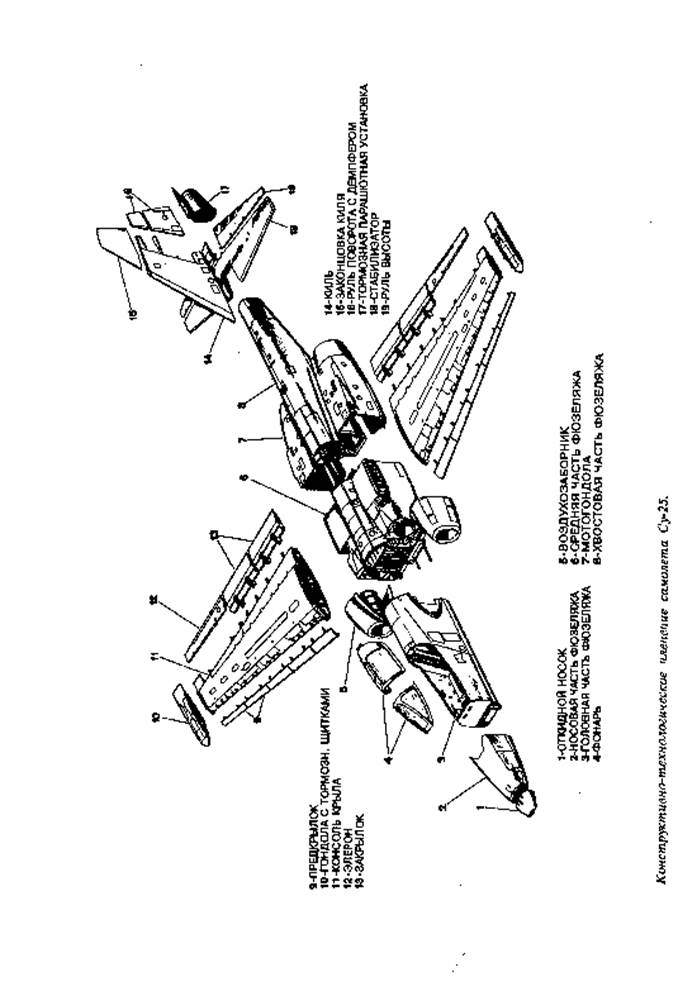
олета с большими повреждениями на аэродром. КОМПОНОВКА И КОНСТРУКЦИЯ ФЮЗЕЛЯЖА Фюзеляж самолета имеет эллипсовидное сечение, выполнен по схеме полумонокок. Конструкция фюзеляжа сборно-клепанная, с каркасом, состоящим из продольного силового набора - лонжеронов, балок, стрингеров и поперечного силового набора - шпангоутов. Технологически фюзеляж разделяется на следующие основные части: - ...
... , спецификой формы корпуса и главных размерений. Корпус формируется на кильблоках, то есть корпус не перемещается. Работы будут производиться в одном месте. В данном случае в качестве метода организации постройки судна принимаем поточно-бригадный метод. Вывод: метод формирования корпуса судна – блочный; метод организации постройки судна – поточно-бригадный. 2.Разработка принципиальной ...
0 комментариев