Навигация
Применяемые методы и инструменты контроля
31139
знаков
11
таблиц
2
изображения
2.7 Применяемые методы и инструменты контроля.
Под контролем в широком смысле имеется в виду понятие, включающее в себя определение как количественных, так и качественных характеристик, например, контроль дефектов наружной поверхности, контроль внутренних пороков металла и др.
В технике наряду с понятием «контроль» широко применяется понятие «измерение».
Измерение - нахождение физической величины с помощью специальных технических средств.
Точность измерений - качество измерений, отражающее близость их результатов к истинному значению измеряемой величины.
Погрешность измерения - отклонение результата измерения от истинного значения измеряемой величины.
Под методом измерения понимается совокупность используемых измерительных средств и условий их применения.
Методы измерения зависят от используемых измерительных средств и условий измерений и подразделяются на абсолютные, сравнительные, прямые, косвенные, комплексные, элементные, контактные и бесконтактные.
Абсолютный метод измерения характеризуется тем, что прибор показывает абсолютное значение измеряемой величины.
Сравнительный метод отличается тем, что прибор показывает отклонение значения измеряемой величины от размера установочной меры или иного образца.
Так, к абсолютному методу относят измерение микрометром, штангенциркулем, длинномером, а к сравнительному измерение оптиметром, индикаторным нутромером.
Прямой метод измерения заключается в том, что значение искомой величины или ее отклонение отсчитывают непосредственно по прибору. К этому методу относят контроль диаметров микрометром или индикатором на стойке.
При косвенном методе значение искомой величины или отклонение от нее находят по результатам измерения другой величины, связанной с искомой определенной зависимостью. Например, контроль угла синусной линейкой, диаметра по длине дуги и углу, опирающемуся на нее.
Измерительные средства — это технические устройства, используемые при измерениях и имеющие нормированные метрологические свойства (например, различные измерительные приборы, калибры, лекальные линейки, плиты и т.д.).
Для контроля данной детали абсолютным методом применяются следующие средства контроля.
Для измерения наружных и внутренних размеров используются штангенциркули ШЦ1-125-0,05 ГОСТ 166-80, ШЦ-2-300-0,05 ГОСТ 166-80, ШЦ-3-400-0,05 ГОСТ 166-80.
Для контроля толщин детали применяют индикаторный стенкомер С-ЮБ-0,1 ГОСТ 11358-89 с пределом измерения 10 мм.
Также к абсолютному методу относится измерение углов угломером 1-2 ГОСТ 5378-88 с пределом измерения 180°.
Раздел 3
Конструкторская часть.
3.1. Описание работы спроектированного приспособления и обоснование выбранной конструкции
Технологическая оснастка имеет большое значение в производственном процессе. Она обеспечивает заданную точность и качество изготавливаемых деталей, позволяет повысить производительность и эффективность труда.
Приспособлением называют дополнительные устройства для базирования и закрепления обрабатываемой детали.
Проектируемое приспособление является специальным фрезерным приспособлением с гидравлическим приводом и предназначено для пяти координатной обработки детали “Балка нижняя внутренняя шпангоута 42” на станке DMU125P.
Ложемент имеет 2 базовых отверстия, в которые запрессовываются базовые пальцы: цилиндрический Ф18Н9 и, для компенсации погрешности, ромбический Ф12Н9. Установку детали по технологической базе, предварительно обработанной на универсальном станке, производят на эти установочные пальцы.
При обработке деталь закрепляется за счет гидроцилиндров толкающего типа. В толкающем гидроцилиндре в нижнюю полость через шланг высокого давления подается масло, шток с пальцем смещается вверх, один конец прихвата смещается также вверх, а с другого края прихват при помощи шпильки с шайбой сферической прижимает деталь к ложементу.
Для ориентации приспособления на столе станка в плите запрессованы два пальца: один диаметром 50f9 входит в центральную втулку стола, второй диаметром 18f9-в центральный паз стола.
Данное приспособление предназначено для программной обработки наружного и внутреннего контура, карманов и ребер детали.
Также приспособление имеет 4 рым-болта для транспортирования.
Данное приспособление, благодаря быстродействующим зажимам позволяет снизить время на установление и снятие детали.
3.2. Расчет приспособления на усилие зажима, расчет погрешности базирования
При закреплении детали в приспособлении, на стыках между деталью и прихватами возникают силы трения, которые препятствуют смещению детали от силы резания Рz. Обработка происходит на программном станке и при обходе контура фрезой положение силы Рz будет меняться.
В этом случае уравнение баланса примет вид
![]()
где Рz-основная сила резания, 2378 Н
![]() -осевая сила, отрывающая деталь от ложемента за счет винтовой канавки концевой фрезы
-осевая сила, отрывающая деталь от ложемента за счет винтовой канавки концевой фрезы
![]() =
=![]()
![]() -угол подъема винтовой канавки фрезы; =
-угол подъема винтовой канавки фрезы; =![]()
![]() =0,28∙2378∙0,37=246,3Н
=0,28∙2378∙0,37=246,3Н
f-коэффициент трения на стыке, f=0,15
Из уравнения определяется сила зажима
![]()
где ![]() - коэффициент запаса, учитывает степень затупления, колебание припуска при обработке за счет износа штампа, твердость и вязкость материала детали;
- коэффициент запаса, учитывает степень затупления, колебание припуска при обработке за счет износа штампа, твердость и вязкость материала детали;
![]() =2,5
=2,5
![]()
Определение размеров элементов зажима заготовки.
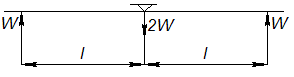
 Ø резьбы шпильки прихвата, исходя из прочности материала шпильки (сталь 45) и при одинаковой длине плеч прихвата Ø резьбы шпильки определяется
Ø резьбы шпильки прихвата, исходя из прочности материала шпильки (сталь 45) и при одинаковой длине плеч прихвата Ø резьбы шпильки определяется
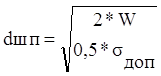
dшп = Ø шпильки [см]
W – сила зажима [кг]2012,45 кг
[σ] – допускаемое напряжение на растяжение.
для стали 45 – 1700 кг/см2, а
для стали 30ХГСА – 3000 кг/см2

Принимаются шпильки с резьбой М22.
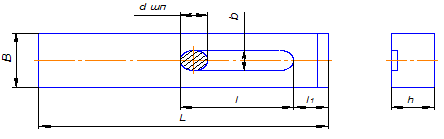
Определяются размеры прихватов.
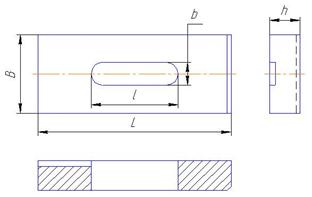 Ширина прихвата В принимается (3 … 3,5) Ø шпильки (dшп)
Ширина прихвата В принимается (3 … 3,5) Ø шпильки (dшп)
B = 3,5 * dшп = 3 * 22 = 66мм
Высота h (1,1 … 1,3)* dшп
h = 1,3 * dшп = 1,3 * 22 = 28,6мм
Длина L (6 … 10)* dшп
L = 10 * dшп = 8 * 22 = 176мм
l = dшп + к + 5 = 22 + 30 + 5 =57 мм
Выбор гидроцилиндров
Гидроцилиндры по сравнению с пневмоцилиндрами имеют следующие преимущества:
- развивают большую силу зажима при минимальных диаметральных размерах;
- высокая стабильность силы зажима, что дает возможность исключить погрешность закрепления;
- высокое быстродействие.
Для данной схемы зажима принимаются толкающие цилиндры двухстороннего действия.

W – сила зажима – 2012,45 кг
P – рабочее давление – 100 кг/см2
η – к.п.д. = 0,85
По ГОСТ 19899-74 стандартные значения цилиндра 40; 50; 63; 80, работающих при давлении 100 кг/см2 принимаем Ø цилиндр равный 63 мм.
М20 - Ø резьба для крепления. Толщина стенки цилиндра составляет 8,5 мм. Ø 32 – это Ø головки винта, который ввертывается в шток. Высота цилиндра равна 70 мм. Длина хода штока составляет 15 мм.
Расчет на прочность «слабых» звеньев в конструкции приспособлений.
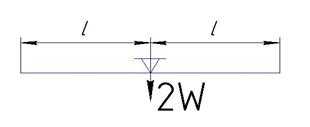
Слабым звеном конструкции приспособления является прихват, который работает на изгиб. Напряжение изгиба при одинаковой длине плеч прихвата определяется по формуле

W – сила зажима – 2012,45 кг
l – длина плеча
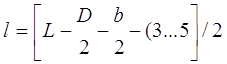
L – длина прихвата = 176 мм
D - Ø головки винта, который вворачивается в шток цилиндра – 32 мм
B – толщина полки детали, на которую накладывается прихват = 3 мм
(3… 5) – отступ головки винта штока от торца прихвата (4)

W’ – момент сопротивления сечения прихвата.

B – ширина прихвата – 66 мм
b – ширина паза – 22 мм
h – толщина прихвата – 28,6 мм

Тогда  , что меньше [σи] = 3000 кг/см2.
, что меньше [σи] = 3000 кг/см2.
Расчет удовлетворяет прочности прихвата из стали 30ХГСА.
Расчет погрешности базирования
![]() мм (7.6)
мм (7.6)
где D-минимальные радиальный зазор между пальцем и отверстием детали
D-0,016мм
Т1-допуск на изготовления пальца Ф12f7=0,018мм
T2-допуск на изготовление отверстия Ф12Н9=0,043мм
l1-максимальное удаление от базового пальца до крайней точки обработки
l1=79мм
l-расстояние между базовыми пальцами
l=429,5мм
 мм
мм
Список литературы.
1. Данилевский В.В. Технология машиностроения. – М.: Высшая школа, 1984 г.
2. Справочник металлиста./Под ред. Малова А.Н. Т.1 – 5. – М.: МАШГИЗ, 1960 г.
3. Добрыднев И.С.Курсовое проектирование по предмету «Технология машиностроения». – М.: Машиносторение, 1985 г.
4. Справочник технолога-машиносторителя./Под ред. Касиловой А.Г. и Мещерякова Р.К. Т.1,2. – М.: Машиностроение, 1986 г.
5. Обработка металлов резанием: Справочник технолога./Под ред. Панова А.А.
Похожие работы
... Описание конструкции детали Шпангоут 38 является нормальным. Основное назначение нормальных шпангоутов состоит в восприятии местной аэродинамической нагрузки и обеспечение соответствующей опоры для стрингеров и обшивки. Деталь «Балка нижняя наружная» имеет теоретический контур заданный координатным способом. Деталь имеет габаритные размеры: длина – 868 мм, ширина – 229,5 мм, высота – 64 мм, в ...
... Мессии, Царя Царей, Вождя, который даст им замечательное царство на земле. Но они отвергли Мессию, посланного Богом, потому что он не соответствовал их ожиданиям и желаниям. Так и эта история с Ноевым ковчегом. "Учёные люди", подобно ведущим религиозным лидерам древнего Иерусалима, ожидают и хотят увидеть "великолепный" корабль, имеющий форму баржи, на вершине вулканической горы Арарат, они не ...
олета с большими повреждениями на аэродром. КОМПОНОВКА И КОНСТРУКЦИЯ ФЮЗЕЛЯЖА Фюзеляж самолета имеет эллипсовидное сечение, выполнен по схеме полумонокок. Конструкция фюзеляжа сборно-клепанная, с каркасом, состоящим из продольного силового набора - лонжеронов, балок, стрингеров и поперечного силового набора - шпангоутов. Технологически фюзеляж разделяется на следующие основные части: - ...
... , спецификой формы корпуса и главных размерений. Корпус формируется на кильблоках, то есть корпус не перемещается. Работы будут производиться в одном месте. В данном случае в качестве метода организации постройки судна принимаем поточно-бригадный метод. Вывод: метод формирования корпуса судна – блочный; метод организации постройки судна – поточно-бригадный. 2.Разработка принципиальной ...
0 комментариев