Навигация
Анализ базового техпроцесса
31139
знаков
11
таблиц
2
изображения
2.3 Анализ базового техпроцесса.
В заводском технологическом процессе
Таблица 5
| Наименование операции | Количество операций |
| Слесарные операции | 3 |
| Операции контроля | 3 |
| Разметочные операции | 1 |
| Вспомогательные операции | 2 |
| С применением металлорежущих станков | 3 |
Таблица 6
| № опер. | Содержание | Модель станка |
| 020 | Фрезерная. Обработка заготовки. | ФП17М |
| 030 | Фрезерная .Обработка наружного контура и часть внутреннего. | ФП17М |
| 060 | Фрезерная. Обработка оставшейся части внутреннего контура. | ФП17М |
| 095 | Фрезерная. Обработка внутреннего контура со второй стороны. | ФП17М |
Операции №:
010, 025, 055 – контрольные
040 – разметочная
020, 035,050 – слесарные
005, 060, – вспомогательные
2.4 Краткая характеристика разрабатываемого технологического процесса.
При разработке технологического процесса предлагается использовать меньшее количество оборудования, так как обработка ведется на станках с ЧПУ и при развитии современного машиностроения и усовершенствования приспособлений дает возможность все больше применять высокопроизводительное оборудование. Постепенно уменьшаются разметочные и слесарные операции.
В данном проекте предлагается использовать для обработки деталей оборудование: фрезерный станок 6Н13П, фрезерный станок МА-655А, радиально-сверлильный станок 2А125 и верстак под слесарные операции.
Краткое описание обработки:
I этап: Обработка двух базовых отверстий на универсальном станке 2А125.
II этап: Обработка внешнего и внутреннего контура на станке с ЧПУ МА-655А.
III этап: Доработка выемки на универсальном станке 6Н13П.
IV этап: Покрытие и контроль.
2.5. Выбор технологического оборудования,
Применяемое оборудование.
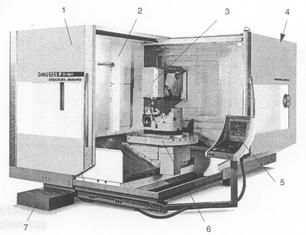
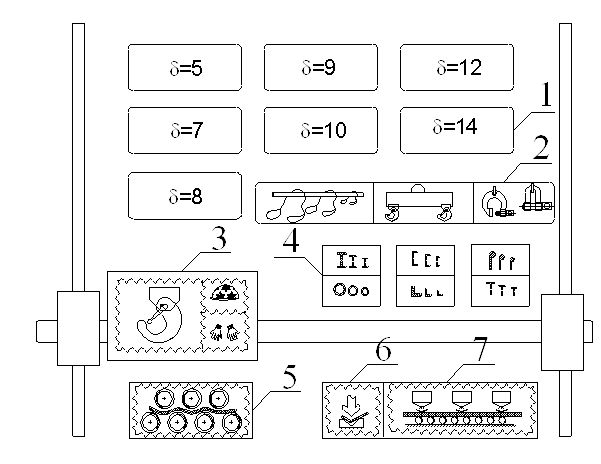
Фрезерный станок с ЧПУ модели DMU-125P. Станок позволяет обрабатывать криволинейный контур и подходит по габаритным размерам, мощности главного двигателя, оборотам шпинделя.
1. Защитное ограждение
2. Инструментальный магазин
3. Шпиндельная бабка с главным приводом
4. Зона обслуживания (гидравлика, пневматика, централизованная смазка)
5. Пульт управления с системой ЧПУ
6. Рабочий стол
7. Устройство подачи СОЖ
Техническая характеристика станка.
1. Число оборотов (бесступенчато) 20-12000 мин-1
2. Скорость подачи (бесступенчато) 20-10000 мм/мин
3. Ускоренный ход: ось Х, У, Z 40 м/мин
4. Разрешающая способность 0,001 мм
5. Позиционный допуск 0,010 мм
6. Рабочий стол: ЧПУ - круглый стол Æ1250 х 1000
8. Число Т-образных пазов/размер:
паз для базирования (центральный) шт. 1 / 18Н7
пазы для крепления шт. 9 / 18Н12
9. Центральное отверстие Æ50Н6 мм
10. Частота вращения стола 8 1/мин
11. Подача 2900о
12. Конус шпинделя SK40 по DIN 69871
Для обработки базовой поверхности выбран станок:
Вертикально фрезерный станок 6Н13П
| Параметр | Величина |
| Рабочая поверхность стола (мм) | 320х1250 |
| Мощность двигателя (кВт) | 7,5 |
| КПД станка | 0,8 |
| Число оборотов шпинделя: | |
| max | 1600 |
| min | 31,5 |
| Подачи стола продольные и поперечные (мм/мин) | |
| max | 1250 |
| min | 25 |
| Подачи вертикальные (мм/мин) | |
| max | 416,6 |
| min | 8,3 |
Для доработки отверстий выбираю: вертикальный сверлильный станок 2А125
Таблица 11
| Параметр | Величина |
| Рабочая поверхность стола Наибольшее расстояние от торца шпинделя до рабочей поверхности стола Вылет шпинделя Наибольший ход шпинделя Наибольшее вертикальное перемещение: Сверлильной (револьверной) головки стола Конус Морзе отверстия шпинделя Число скоростей шпинделя Частота вращения шпинделя, об/мин Число подач шпинделя (револьверной головки) Подача шпинделя (револьверной головки) мм/об Мощность электродвигателя привода главного движения, кВт Габаритные размеры: Длина Ширина Высота Масса, кг | 710 х 1250 828 200 - 700 - 500 - 1, 2, 3 12 22 – 1000 12 0,05 – 2,24 11 1500 1800 3650 5000 |
2.6.Выбор приспособления и режущего инструмента.
Одним из показателей экономически рациональной подготовки производства является сокращение трудоемкости и сроков проведения всего подготовительного цикла, основная часть которого в машиностроительном производстве включает проектные работы, изготовление и отладку специальных средств технологического оснащения.
Выполнение этих требований в значительной мере зависит от состава и количества станочных приспособлений, являющихся наиболее трудоемким видом оснастки. Их следует выбирать с учетом конкретных условий подготовляемого производства.
В зависимости от масштаба производства (массовое, серийное, мелкосерийное) и технологических факторов станочные приспособления по назначению и конструкции могут быть разделены на: универсальные, универсально-наладочные (переналаживаемые), универсально-групповые, сборно-разборные, специальные
В среднесерийном производстве лучше всего применить специальное фрезерное приспособление, так как они имеют постоянные установочные базы и зажимающие элементы, и предназначены для установки и закрепления одинаковых по форме и размерам заготовок.
Специальные приспособления применяются в производствах, где по условиям работы станки на значительное время закрепляются за определенной операцией.
Инструмент-это технологическая оснастка, предназначенная для воздействия на предмет труда с целью изменения его состояния (состояние предмета труда определяется с помощью шаблона и измерительного прибора).
Конструкция и размеры инструмента для заданной операции зависят от вида обработки, размеров обрабатываемой поверхности, свойств материала заготовки, требуемой точности обработки и шероховатости обрабатываемой поверхности
Выбор режущего инструмента.
Фреза концевая – предназначена для обработки деталей на станках с ЧПУ
Фреза R390-032A32-11H
Фреза R216.34-16045-AC32N
Сверло- зенкер из быстрорежущей стали с коническим или цилиндрическим хвостовиком, предназначено для получения отверстий в сплошном металле.
Сверло - зенкер ф29,5Н9
Развертка предназначена для получения отверстий, в предварительно обработанном металле – более высокой частоты и точности, т.е. чистовая обработка отверстий.
Развертка TITEX F1352х30
Похожие работы
... Описание конструкции детали Шпангоут 38 является нормальным. Основное назначение нормальных шпангоутов состоит в восприятии местной аэродинамической нагрузки и обеспечение соответствующей опоры для стрингеров и обшивки. Деталь «Балка нижняя наружная» имеет теоретический контур заданный координатным способом. Деталь имеет габаритные размеры: длина – 868 мм, ширина – 229,5 мм, высота – 64 мм, в ...
... Мессии, Царя Царей, Вождя, который даст им замечательное царство на земле. Но они отвергли Мессию, посланного Богом, потому что он не соответствовал их ожиданиям и желаниям. Так и эта история с Ноевым ковчегом. "Учёные люди", подобно ведущим религиозным лидерам древнего Иерусалима, ожидают и хотят увидеть "великолепный" корабль, имеющий форму баржи, на вершине вулканической горы Арарат, они не ...
олета с большими повреждениями на аэродром. КОМПОНОВКА И КОНСТРУКЦИЯ ФЮЗЕЛЯЖА Фюзеляж самолета имеет эллипсовидное сечение, выполнен по схеме полумонокок. Конструкция фюзеляжа сборно-клепанная, с каркасом, состоящим из продольного силового набора - лонжеронов, балок, стрингеров и поперечного силового набора - шпангоутов. Технологически фюзеляж разделяется на следующие основные части: - ...
... , спецификой формы корпуса и главных размерений. Корпус формируется на кильблоках, то есть корпус не перемещается. Работы будут производиться в одном месте. В данном случае в качестве метода организации постройки судна принимаем поточно-бригадный метод. Вывод: метод формирования корпуса судна – блочный; метод организации постройки судна – поточно-бригадный. 2.Разработка принципиальной ...
0 комментариев