Навигация
2.3 Выбор средств измерения
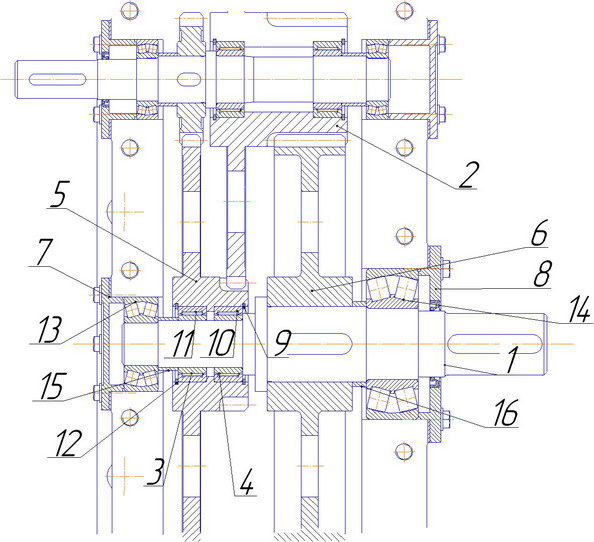
Задания: выбрать средства измерения для наружного диаметра конуса полуоси, по заданию преподавателя, внутреннего диаметра ступицы под подшипник №7124.
Конкретные средства измерения применяются в зависимости от:
- масштаба производства
- принятой организационно-технической нормы контроля
- конструкции и материала детали
- точности изготовления
В массовом производстве применяют высокопроизводительные механизированные и автоматизированные средства измерения и контроля. Универсальные средства измерения применяют только для наладки оборудования.
В серийном производстве применяют калибры, шаблоны, специальные контрольные приспособления. В этом производстве применяют и универсальные средства измерения.
При выборе средств измерения и методов контроля учитывают совокупность методологических, эксплуатационных и экономических показателей.
К методологическим показателям относится:
- допустимая погрешность измеренных приборов
- цена деления
- порог чувствительности
- предел измерения
К эксплуатационным и экономическим показателям относится:
- стоимость и надежность измерительных приборов
- продолжительность работы
- время на настройку и процесс измерения
- масса
- габаритные размеры
- рабочая погрузка
При выборе средств измерения должно обязательно выполняться следующее условие:S≥∆Lim – где S-допускаемая погрешность при измерении копированных размеров:
∆Lim – предельная погрешность средств измерения.
Величина ∂ зависит от номинального размера и квалитета точности, а величина ∆Lim – от номинального размера, вида прибора и условий измерения.
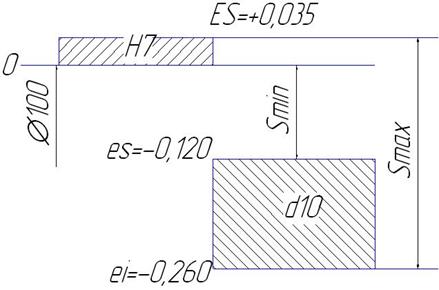
Выберем средство измерения для конуса полуоси под подшипник качения. Посадка для этого участка:
Ø100д6![]()
По таблице 6 стандарта ГОСТ 8.051-81 в зависимости от квалитета точности и диаметра выбираем допустимую погрешность и средства измерения ∂=0,022мкм. Инструменты, рекомендуемые для измерения находятся в пунктах:4б*,5в,6б
4б*- Микрометр гладкий с величиной деления 0,01мм при настройке на нуль по установочной мере, температурный режим 2![]() С ∆Lim =5мкм. Микрометр при работе находится в руках.
С ∆Lim =5мкм. Микрометр при работе находится в руках.
5в- Скоба индиномоторная с ценой деления 0,01мм. Перемещение измерительного стержня 0,1; ∆Lim =0.скоба. При работе находится на стойке или обеспечивается надежная изоляция от тепла рук
6б -Рычажный микрометр (СР) с ценой деления 0,002мм при настройке на нуль по концевым мерам длины при использовании на всем предел измерения, температурный режим 2![]() С, ∆Lim =0,005. При работе находится на стойке или обеспечивается надежная изоляция от тепла рук.
С, ∆Lim =0,005. При работе находится на стойке или обеспечивается надежная изоляция от тепла рук.
Учитывая экономическую выгоду, обслуживания прибора, его настройку выбираем наиболее доступные средства измерения Микрометр гладкий с величиной деления 0,01мм. Основное условие для данного измерения выполняется, т.е: ∂=22мкм>∆Lim =5мкм
Выбираем средства измерения для внутреннего измерения обода колеса под подшипник. Посадка в этом месте Ø180Р7![]()
По таблице 7 стандарта ГОСТ8.051-81 в зависимости от квалитета точности и диаметра выбираем допустимую погрешность измерения ∂=0,0012. Инструменты, рекомендуемые для измерения находятся в пунктах:6а*,11*,12.
6а* -Нутромер индикаторный при замене отчетного устройства измерительной головкой с ценой деления 0,001 или 0,002мм, температурный режим 2![]() С ,шероховатость поверхности отверстия Rа=1,25мкм,∆Lim =7,5мкм.
С ,шероховатость поверхности отверстия Rа=1,25мкм,∆Lim =7,5мкм.
11*- Микроскоп инструментальный. температурный режим 5![]() С ∆Lim = 7мки.
С ∆Lim = 7мки.
12- Микроскоп универсальный измерительный при использовании штриховой головки, температурный режим 1![]() С ∆Lim =7мкм.
С ∆Lim =7мкм.
Выбираем для данного размера нутромер индикаторный, как наиболее доступное средство измерения. Основное условие выполняется, т.е:∂=12мкм> ∆Lim=7,5мкм.
Результат выбора средств измерения сводим в таблицу:
| 1 | 2 | 3 | 4 | 5 |
| Наименование размера | Номинальный размер с полем допуска | Допустимая погрешность ∂, мм | Предельная погрешность ∆Lim, мм | Наименование средства измерения, метрологические показания, условия измерения |
| 1 | 2 | 3 | 4 | 5 |
| Диаметр кожуха полуоси | Ø100 | 0,022 | 0,005 | Микрометр гладкий с величиной деления 0,01мм |
| Диаметр ступицы под подшипник | Ø180Р7 | 0,012 | 0,0075 | Нутромер индикаторный с ценой деления 0,001 или 0,002мм, Rа=1,25мкм |
Похожие работы
... : TN=TD+Td TN=54+20=74мкм KT=(TN+Nз.с.)/TN KT=(65,2+0,85)/40=1,6>1 Следовательно, посадка выбрана точно. Вычерчиваем схему расположения полей допусков и эскизы соединения и его деталей с нанесением соответствующих размеров и обозначений. 3. Расчет и выбор посадок подшипников качения 1. Для подшипникового узла (тихоходный вал) выбрать и обосновать класс точности подшипника ...
... ) Nзе=Nminf-Nmin Nзе=16.05-7=9.03 мкм Определяем коэффициент запаса точности выбранной посадки: TN= Nmax-Nmin TN=83-7=76 Рекомендуется значение К=1…2.Следовательно, посадка выбрана точно. 3. РАСЧЕТ И ВЫБОР ПОСАДОК ПОДШИПНИКОВ КАЧЕНИЯ Для подшипникового узла быстроходного вала выбрать и обосновать класс точности подшипника качения. Установить вид нагружения внутреннего и ...
... Изм. Лист № документа Подпись Дата 2.3. Расчет характеристик посадок подшипника. Подшипниковый узел ведущего вала. К данному узлу шпиндельной головки не предъявлено особых требований к точности, следовательно, выбираем шариковый радиальный однорядный подшипник нулевого класса точности 303. ГОСТ 8338-75 Внутренний диаметр d = ...

... привертных крышек поз. 7, 8, которые фиксируют наружные кольца опорных подшипников.. На хвостовик вала устанавливается шпонка и надевается зубчатая муфта. Рисунок 1.1 - Сборочная единица (Тихоходный вал редуктора) 2. ИСХОДНЫЕ ДАННЫЕ Тип производства – массовое. Передаваемый крутящий момент – 1,8 · 10 6 Н · мм. Частота вращения вала n =66 об/мин. Параметры зубчатого колеса: m n = 6 мм; ...
0 комментариев