Навигация
Зарубежный опыт управления запасами
93811
знаков
1
таблица
20
изображений
1.4 Зарубежный опыт управления запасами
Логистические технологии в области управления запасами, применяемые западными производителями направлены в основном на минимизацию материальных запасов. Примерами таких систем являются следующие методы:
МРП (Materials Requirements Planing) – планирование потребности в материалах – система планирования производственных ресурсов.
«Канбан» – метод, обеспечивающий оперативное регулирование количества произведенной продукции на каждой стадии поточного производства.
«Джаст ин тайм» (Just-in-time) – «точно вовремя» – общий организационный подход, с помощью которого, в результате учитывающего детали спроса, точного управления, значительно сокращаются запасы и тем самым длительность производственного цикла.
ОПТ – (Optimized Production Technologies) – оптимизированные производственные технологии.
ДРП (Distribution Requirements Planing) – система управления и планирования распределения продукции.
Рассмотрим логистический метод «Канбан» и организационный подход «точно вовремя».
Концепция управления производством на основе принципа канбан применяется в течение довольно длительного времени.
Ее принципы были разработаны в Японии в 50-е годы на автомобильных заводах фирмы «Тойота». С начала 80-х годов эта концепция нашла свое применение в Германии. Она характеризуется следующими чертами.
1. Производственный процесс подразделяется на ряд подсистем типа «поставка – получение». В рамках каждой из таких подсистем происходит перемещение материалов.
2. На основе каждой определенной подсистемы «поставка – получение» образуется самостоятельный участок (самоуправляющийся участок). Процесс регулирования потока материалов, осуществлявшийся ранее централизованно, заменяется на децентрализованное управление по местам непосредственного движения материалов. Документооборот реорганизуется так, чтобы он происходил на том же уровне, что и движение материалов. Тем самым отпадает необходимость в централизованной обработке данных.
3. Управление транспортировкой товаров осуществляется из пункта назначения. Данный принцип заменяет ранее применявшиеся системы управления из пункта отправления или централизованного управления транспортными потоками. Каждый участок, получающий материалы в ходе производства, должен при возникновении потребности в них обращаться на участок, осуществляющий доставку данного вида материалов.
4. При этом для транспортировки используются стандартизированные контейнеры, на каждом из которых имеется специальная карточка, или канбан (яп. «канбан» - карточка, табличка). При выгрузке содержимого контейнера в пункте назначения его карточка остается в этом пункте и служит для дальнейшей передачи информации об использовании данного вида материала. Использованные карточки собираются в пункте расхода материалов; затем поставляющий данный вид материалов участок осуществляет текущий контроль за их использованием. Каждая отдельная карточка или их совокупность отражают плановое задание производства или снабжения для конкретного участка.
После выгрузки содержимого какого-либо контейнера он снабжается в пункте выгрузки специальной транспортной карточкой взамен изъятой производственной карточки. Транспортная карточка закладывается в пункте выгрузки для тех же целей, что и производственная карточка - в пункте отправления. Карточки содержат полное описание материала, необходимого для повторного заказа или производства. Таким образом, на производственных участках, наряду с децентрализованным регулированием потока материалов, осуществляется и децентрализованный процесс сбора информации./10/
5. Регулирование общего количества материалов в обороте, включая полуфабрикаты, осуществляется косвенным образом путем установления верхней границы количества материалов, так как для каждого участка выдается заранее определенное количество карточек на каждый вид материалов.
При анализе системы канбан видно, что она может применяться только в определенных случаях, и не всегда ее использование является целесообразным. Одним из наиболее значимых последствий применения системы канбан является тот факт, что при этом невозможно осуществлять средне- и долгосрочное планирование точных объемов потребности в материалах. Переход на систему канбан целесообразен только в тех случаях, когда вопросы оптимизации по экономии издержек на переналадку производства не играют большой роли.
Реализация системы «точно вовремя» на производстве состоит в следующем.
1. Производственный процесс организуется по поточному принципу.
2. Происходит сокращение запасов, в силу чего выявляются «узкие места» производства, где ранее были скрыты возможности экономии материалов.
3. Высвобождающиеся при сокращении запасов средства направляются на наращивание производственных мощностей с целью преодоления качественных и количественных недостатков и ликвидации «узких мест».
4. Сокращается время на переналадку, в частности, путем использования гибких производственных систем.
Внедрение системы «точно вовремя» требует таких же предпосылок, что и логистика канбан. В большинстве случаев невозможно охватить этой системой весь производственный процесс, поэтому представляется целесообразным разделить его на стадии таким образом, чтобы к ним в отдельности была применима система «точно вовремя».
Внедрение принципа «точно вовремя» в области снабжения предполагает прежде всего проведение соответствующих переговоров с поставщиками. После этого уровень запаса исходных сырья и материалов сокращается до минимума, необходимого для покрытия потребности в них во время физической доставки./9/
К числу обеспечивающих мер относятся меры по повышению дисциплины поставок, а также своевременное информирование поставщиков о сроке и объеме поставок. Реализация принципа «точно вовремя» предполагает, помимо соответствующей готовности поставщика, также стандартизацию обработки заказов и тесное информационное взаимодействие поставщика и покупателя. Необходимы также передача функции контроля качества предприятию поставщика, обеспечение надежности системы транспортировки, эффективная организация приема поставляемых материалов покупателем.
Указанные выше факторы объясняют наличие препятствий на пути практического внедрения логистики по принципу «точно вовремя». Помимо всего прочего, при планировании инвестиций необходимо оценивать степень фактической выгоды от ее внедрения по сравнению с альтернативными вариантами. Так как при анализе эффективности значительную часть проблемы занимает оценка качественных аспектов и рисков, то в силу этого проведение подобных сравнительных расчетов отличается сложностью. Поэтому оптимистические заключения о снижении затрат в результате внедрения системы «точно во время» на 50 % и более должны восприниматься с осторожностью./15/
Подводя итог вышесказанному, отметим, что применение подобных систем на российских предприятиях желательно, однако в настоящее время не представляется возможным вследствие нестабильной экономической политики, из чего вытекает нестабильность инфляционных тенденций, рост взаимных неплатежей предприятий и организаций, несовершенное налоговой законодательство.
Отсюда следует необходимость создания на российских предприятиях таких систем управления запасами, которые бы учитывали особенности отечественного производства, главной из которых, в данном случае, является заказной характер изготовления продукции.
2. ТЕХНИКО–ЭКОНОМИЧЕСКАЯ ХАРАКТЕРИСТИКА ПРЕДПРИЯТИЯ
2.1 История компании
8 мая 1886 года - Доктор Джон Смит Пембертон из Атланты, штат Джорджия на заднем дворе своего дома приготовил сироп, который лег в основу будущего напитка Кока-Кола.
Летом 1886 года - Вильям Венэйбл по просьбе неизвестного покупателя впервые разбавил безалкогольный тонизирующий сироп содовой. Новый напиток продавался в аптеке “Джекобс” по 5 центов за стакан.
Фрэнк М. Робинсон, партнер Доктора Пембертона придумал название для нового напитка и написал его своим оригинальным шрифтом, впоследствии ставшим товарным знаком.
1891 год Аза Кендлер выкупает патент за $2300 и становится единственным владельцем Компании, впоследствии ее Президентом до 1919 года.
1892 год Основание и регистрация компании Кока-Кола, г. Атланта, штат Джорджия. Сформирован первый отдел сбыта из 15 торговых представителей
1893 год товарный знак Кока-Кола был официально зарегистрирован в Патентном бюро США.
Выход за пределы США:
1897 - Канада, Гавайи, Мексика
1900 - первое появление напитка в Европе (Англия)
1920 - открытие первого завода в Европе (Франция)
1980 - Фанта в СССР
1991 - McDonalds в России
1994 - Завод в Москве
1996 - Завод в Екатеринбурге.
2.2 The Coca-Cola Company сегодня
Coca-Cola это:
- Вода
- Углекислый газ
- Сахарный сироп
- Жженый сахар (краситель)
- Ортофосфорная кислота (регулятор кислотности)
- Кофеин
- Натуральные ароматизаторы (растительные экстракты).
Coca-Cola Company сегодня:
- Продажа продукции более, чем в 200 странах мира
- Реклама на 85 языках
- Производство 239 наименований напитков
- Ежедневное потребление более 1 млрд. порций напитка
- Занимает 44% мирового рынка прохладительных напитков
- Имеет самый известный торговый знак в мире
3. АНАЛИЗ СУЩЕСТВУЮЩЕЙ СИСТЕМЫ УПРАВЛЕНИЯ ЗАПАСАМИ
3.1 Схема склада
Схема склада.
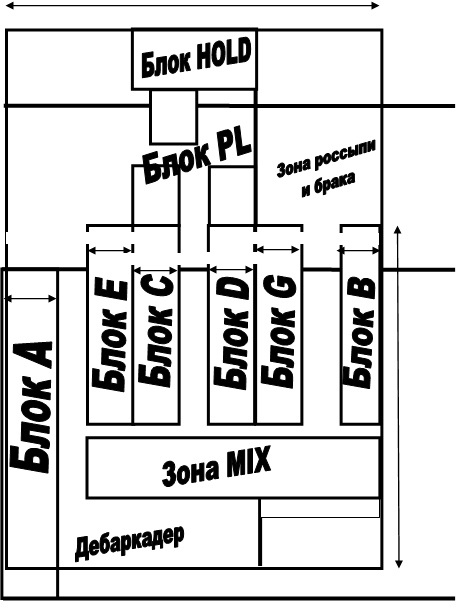
Рис.4
В настоящий момент продукция расставлена по участкам A,B,C D,E,F с глубиной ряда в 9 паллет, это соответствует требованиям соблюдения ротации, и минимизирует асинхронный вывоз (рис. 4).
Похожие работы
... только свою форму, третьи - входят в изделия без каких-либо изменений, четвертые - только способствуют изготовлению изделий и не включаются в их массу или состав. 1.2 Роль и задачи анализа в управлении запасами Основными источниками контрольных данных являются первичные документы и учетные записи по счетам 10 «Материалы», 41 «Товары», 43 «Готовая продукция», а также соответствующие ...
... моделей, каждая из которых подходит к определенному случаю. Все модели управления запасами можно разделить на группы: • Детерминированы модели управления запасами. • Модели оперативного управления запасами при случайном спросе • Модели управления запасами в системе с периодическими проверками при случайном спросе. • Модели управления запасами в течение одного периода. • Динамические модели ...
... нестабильной экономической политики, из чего вытекает нестабильность инфляционных тенденций, рост взаимных неплатежей предприятий и организаций, несовершенное налоговой законодательство. 2. Системы управления запасами, их параметры Производственные запасы образуются по двум основным причинам. Первая связана с несоответствием объемов поставки и разового потребления материалов и изделий. ...
... . 3.Создать удобную документацию и систему движения внутри склада. 4.Более удобный порядок выполнения заказов 5.Уменьшить риск неликвидности запасов 6.Удешевление контроля 2. Дерево целей системы управления запасами на промежуточным складом Первый уровень: Рациональное использование площадей хранения 1.1 Удобные боксы 1.2 Минимум передвижении товара 1.3 Регулярная уборка на ...
0 комментариев