Навигация
Разработка маршрута обработки детали
25876
знаков
10
таблиц
3
изображения
2.3 Разработка маршрута обработки детали.
2.3.1 Анализ существующего технологического процесса.
Для полноты разработки нового технологического процесса изготовления детали, необходимо проанализировать старый ТП. Основные данные по процессу представлены в таблице 2.3.1
Таблица 2.3.1
| № опер. | Наименование и содержание операции | Оборудование | Тш, мин. |
| 005 010 015 020 025 030 035 040 045 050 055 060 065 070 | Заготовительная Слесарная Очистить от окалины Токарно-винторезная 1.Подрезать торец 2.Точить наружную поверхность 3.Точить конус 4.Точить наружную поверхность 5.точить конус 6.Точить наружную поверхность 7.Точить наружную поверхность ø305 Токарно-винторезная 1.Снять фаску 2.Расточить ø275 3.Расточить ø265 4.Расточить фаску Контрольная Токарно-винторезная 1.Расточить ø350 2.Расточить ø285 начерно 3.Расточить начисто 4.Расточить конус 5.Расточить ø295 6.Расточить уступ ø70 Контрольная Сверлильная 1.Сверлить отверстие ø12 2. Сверлить отверстие ø12 Сверлильная 1.Сверлить отверстие ø25 2.Зенкеровать отверстие 3.Сверлить по ввод фрезы Фрезерная 1.Фрезеровать окно Внутришлифовальная 1.Шлифовать начерно ø285 2.Шлифовать начисто Слесарная Моечная Приемочный контроль | 16К20 16К20 16К20 2Р135 2Р135 6Р13 3К229В | 0.78 6.8 6.2 19.6 8.56 1.26 16.9 3.84 |
Данный ТП имеет некоторые недостатки:
1 Нерациональность выбора заготовки;
2 Нерациональность выбора оборудования, используются устаревшие модели станков, которые не могут высокопроизводительно изготовить деталь и увиливают время на ее изготовление.
3 Неприменимость высокопроизводительных методов обработки.
Их можно устранить, заменив оборудование в 015; 020; 030; 040 и 045 операциях на более производительное. Применение станков с ЧПУ позволит сократить время на обработку и снизить себестоимость изготовления детали.
2.3.2 Разработка нового технологического процесса.
При разработке нового технологического процесса необходимо учесть положительные и отрицательные стороны существующего технологического процесса, то есть в новом технологическом процессе необходимо выбрать более рациональный вид заготовки, использование более нового оборудования и более высокопроизводительных методов обработки.
Предложенный вариант технологического процесса сведем в таблицу 2.3.2
Таблица 2.3.2
| № опер. | Наименование и содержание операции | Оборудование | Станочные приспособления | Режущий и вспомогательный инструмент | Мерительный инструмент | Штучное время |
| 005 | Заготовительная | |||||
| 010 | Слесарная. Очистить от окалины | Верстак | ||||
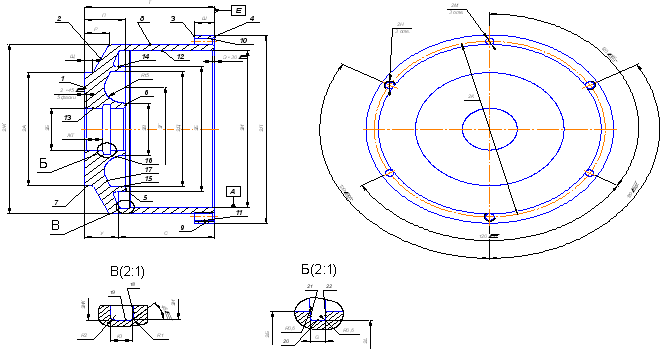
| 015 | Токарно-винторезная 1.Подрезать торец 2.Точить поверхность ø325 3.Точить конус 4.Точить поверхность ø335 5.Точить конус 6.Точить наружную поверхность ø305 с одновременной подрезкой торца 7.Снять фаску 2х45 8.Расточить фаску 9.Расточить внутреннюю поверхность ø275 10.Расточить внутреннюю поверхность ø265 с одновременной подрезкой торца | 16К20Ф3 Токарно-винторезный станок с ЧПУ | Патрон 3-х кулачковый | Резец проходной Т15К6 Резец Расточной Т15К6 | Штангель-циркуль ЩЦ-II-160-0,01 |
16,7 [мин] |
| 020 | Контрольная | Стол ОТК | ||||
| 025 | Токарно-винторезная 1.Подрезать торец 2.Точить поверхность ø325 3.Точить наружную поверхность ø360 4.Расточить поверхность ø350 с подрезкой торца 5.Расточить внутреннюю поверхность ø285 начерно 6.Расточить внутреннюю поверхность ø285 начисто 7.Расточить конус 15 8.Расточить внутреннюю поверхность ø295 10.Расточить уступ ø70 | 16К20Ф3 Токарно-винторезный станок с ЧПУ | Патрон 3-х кулачковый ГОСТ 16886-71 | Резец Расточной Т15К6 | Штангель-циркуль ЩЦ-II-160-0,01 |
17,2 [мин] |
| 030 | Контрольная | Стол ОТК | ||||
| 035 | Сверлильная 1.Сверлить 2 отверстия ø12 мм последовательно 2.Сверлить ø12мм 3.Зенкеровать ø12мм 4.Сверлить под ввод фрезы | 2Р135Ф2-1 Вертикально- сверлильный станок с ЧПУ | Специальное сверлильное приспособление | Сверло Р6М5 | Калибр- пробка | 10,8 [мин] |
| 040 | Фрезерная 1.Фрезеровать окно | 6Р13 Вертикально-Фрезерный станок | Специальное приспособление | Фреза Концевая | 5,5 [мин] | |
| 045 | Внутришлифо-вальная 1.Шлифовать предварительно внутреннюю поверхность ø285 1.Шлифовать окончательно. | 3К229В Внутришлифовальный станок | Патрон 3-х кулачковый | Шлифовальный круг | Штангель-циркуль ЩЦ-II-160-0,01 | 12,85 [мин] |
| 050 | Слесарная | |||||
| 055 | Моечная | |||||
| 060 | Приемочный контроль |
Похожие работы




5. Вибрати встаткування, пристосування, різальний інструмент, засоби контролю; 6. Зробити нормування технологічного процесу виготовлення корпуса гідроциліндра; 7. Розрахувати й спроектувати верстатне пристосування для токарської операції й пристосування контролю биття отвору; 8. Розрахувати й спроектувати різальний інструмент для токарської операції; 9. Провести лінійну оптимізацію режимів ...





... поверхность, на остальные поверхности назначить припуски в соответствии с ГОСТ 26645-85; 5. Выбрать оборудование, приспособления, режущий инструмент, средства контроля; 6. Произвести нормирование технологического процесса изготовления корпуса гидроцилиндра; 7. Рассчитать и спроектировать станочное приспособление для токарной операции и приспособление контроля биения отверстия; 8. Рассчитать и ...





... , приходящегося на него, менее 138 м3 . Если естественное проветривание невозможно, то в такие помещения нужно подавать не менее 60 м3/ч на одного человека. Среди операций технологического процесса изготовления корпуса присутствуют операции шлифования, на которых воздух загрязняется абразивной пылью, поэтому следует предусмотреть местную вытяжную вентиляцию рисунок 5 [12]. Для улавливания ...
... на листе 06.М.15.64.01 графической части. 5. Размерный анализ при обработке лавных отверстий Задача раздела – используя размерный анализ технологического процесса провести расчет размерных параметров детали в процессе ее изготовления, при этом техпроцесс изготовления корпуса должен гарантировать изготовление качественных деталей и отсутствие брака при их производстве, содержать минимально ...
0 комментариев