Навигация
Анализ технологичности детали
25876
знаков
10
таблиц
3
изображения
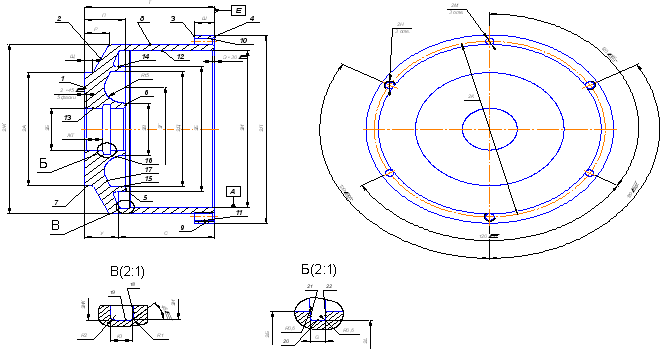
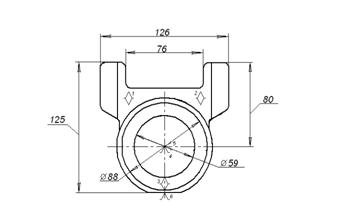
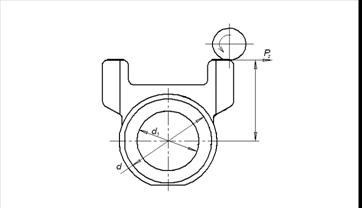
1.2 Анализ технологичности детали.
На чертеже даны все размеры, сечения которые дают полное представление о детали, на основные размеры указаны допуски и шероховатости и имеются особые технические требования: HRC 101…143
Деталь технологична, так как поверхности можно обрабатывать проходными резцами, есть свободный доступ инструмента к обрабатываемым поверхностям, способ получения заготовки довольно прост.
Деталь не технологична, так как жесткость детали не достаточна, т.к. она тонкостенная, и ограничивает режимы резания. Так же имеется 2 отверстия, расположенных под углом в 60,закрытый паз так же является недостатком.
Но в целом деталь достаточно технологична.
Количественный анализ технологичности детали.
При количественной оценке технологичности согласно ГОСТ 14.201-73 вычисляются коэффициенты Куэ, Ктч, Кш, для этого составляют таблицу 1.2
Таблица 1.2
| Наименование поверхности | количество поверхностей | количество унифицированных пов | квалитет | шероховатость |
| Наружные цилиндрические поверхности: ø360H11 ø335 ø325 ø305 Конус: Ø325 Ø335 Фаска 2Х 45 Внутренние цилиндрические поверхности: Ø 350 Ø285 Ø295 Конус Ø315 Уступ Ø 70 Отверстие: Ø25H11 2 отверстия Ø12 | 1 1 1 1 1 1 2 1 1 1 1 1 1 2 | 1 1 1 1 1 1 2 1 1 - 1 - - - | 11 14 14 14 14 14 14 14 7 14 14 14 11 14 | 12.5 12.5 12.5 12.5 12.5 12.5 12.5 12.5 0.8 12.5 12.5 6.3 3.2 6.3 |
Qэ=16 Qуэ=13
Коэффициент унификации конструктивных элементов
Ку.э= Qуэ / Qэ=13/16=0.8
По этому показателю деталь технологична, так как Ку.э > 0,6
Коэффициент точности обработки

![]()

где ni- число поверхностей детали, точностью соответствующей 1му из 19ти кв.; Аср- средний квалитет точности.
По этому показателю деталь технологична, так как Кт.ч ≥ 0,8
Коэффициент шероховатости поверхности
![]()

где Бср- это средняя шероховатость, мкм.; n- количество поверхностей соответствующего качества шероховатости. П–значения параметра шероховатости, Ra; По этому показателю деталь технологична, так как Кш < 0,32По проведённому анализу можно сделать вывод, что деталь технологична.
2.2 Выбор вида и метода получения заготовки.
Выбор вида и метода получения заготовки определяется: назначением и конструкцией детали, материалом, техническими требованиями, типом производства, а также экономичностью изготовления.
Вид заготовки оказывает существенное влияние на характер технологического процесса, трудоемкость и экономичность ее обработки.
В данном курсовом проекте проведем технико-экономический расчет двух возможных видов получения заготовки.
Выбираем следующие варианты заготовок: прокат и штамповка.
а) б)

Рис.2.2 Виды заготовок (а – прокат; б – штамповка).
Для определения более рационального варианта заготовки произведем технико-экономический расчет показателей, коэффициента использования материала Ким, себестоимость изготовления заготовки Sзаг.
Для подсчета показателей определяем массу заготовок по двум вариантам:
![]()
![]() ;
;
![]()
![]() -прокат;
-прокат; ![]() -штамповка
-штамповка
 ,где
,где
d – диаметр, см
L – длина, см
ρ – плотность материала, кг/см3
ρ= 0,00785 кг/см3
 кг.
кг.
mшт=144 кг.(из данных чертежа)
Экономический эффект по использованию материала.
![]() руб.
руб.
Sm=28 – цена 1 кг материала, руб.
mпр, mшт – масса вариантов заготовок, кг.
Экономический эффект изготовления заготовки.
![]() , где
, где
Sз1,Sз2 – себестоимость вариантов заготовки.
![]() руб.
руб.
Q – масса заготовки, кг
S – цена 1кг материала, руб.
q – масса детали, кг.
Sотх – цена отходов за тонну, руб.
![]()
Км=1 Кт=1.06 Кс=0.7 Кв=0.78 Кп=0.5
![]() руб.
руб.
![]() руб.
руб.
Таблица 2.2
| Вид заготовки | Коэффициент использования материала | Себестоимость изготовления, руб. | Годовая экономия, руб. |
| Прокат Штамповка | 0.5 0.85 | 7164 1166 | 15680000/299990000 |
Метод получения заготовки штамповкой экономичней, чем заготовка полученная прокатом.
Похожие работы




5. Вибрати встаткування, пристосування, різальний інструмент, засоби контролю; 6. Зробити нормування технологічного процесу виготовлення корпуса гідроциліндра; 7. Розрахувати й спроектувати верстатне пристосування для токарської операції й пристосування контролю биття отвору; 8. Розрахувати й спроектувати різальний інструмент для токарської операції; 9. Провести лінійну оптимізацію режимів ...





... поверхность, на остальные поверхности назначить припуски в соответствии с ГОСТ 26645-85; 5. Выбрать оборудование, приспособления, режущий инструмент, средства контроля; 6. Произвести нормирование технологического процесса изготовления корпуса гидроцилиндра; 7. Рассчитать и спроектировать станочное приспособление для токарной операции и приспособление контроля биения отверстия; 8. Рассчитать и ...





... , приходящегося на него, менее 138 м3 . Если естественное проветривание невозможно, то в такие помещения нужно подавать не менее 60 м3/ч на одного человека. Среди операций технологического процесса изготовления корпуса присутствуют операции шлифования, на которых воздух загрязняется абразивной пылью, поэтому следует предусмотреть местную вытяжную вентиляцию рисунок 5 [12]. Для улавливания ...
... на листе 06.М.15.64.01 графической части. 5. Размерный анализ при обработке лавных отверстий Задача раздела – используя размерный анализ технологического процесса провести расчет размерных параметров детали в процессе ее изготовления, при этом техпроцесс изготовления корпуса должен гарантировать изготовление качественных деталей и отсутствие брака при их производстве, содержать минимально ...
0 комментариев