Навигация
Характеристика выбранного оборудования
25876
знаков
10
таблиц
3
изображения
2.3.3 Характеристика выбранного оборудования.
В данном технологическом процессе применяются такие станки как: 16К20Ф3. Он предназначен для точения наружных поверхностей, растачивания отверстий, нарезания резьбы. Его основные технические характеристики:
Наибольший диаметр обрабатываемой заготовки, [мм]:
над станиной 400
над суппортом 200
Наибольшая длина обрабатываемой заготовки, [мм] 1000
Частота вращения шпинделя, [об/мин] 35-1600
Мощность электродвигателя, [кВт] 10
Габаритные размеры,[ мм] 3000х1600х1600
Сверлильный станок модели 2Р135Ф2-1 предназначен для сверления, зенкерования, рассверливания, развертывания заготовок различного диаметра.
Технические характеристики станка:
Наибольший диаметр сверления, [мм] 35
Частота вращения шпинделя, [об/мин] 45-2000
Мощность электродвигателя, [кВт] 3,7
Габаритные размеры, [мм] 1800х2170х2700
Вертикально фрезерный станок модели 6Р13 предназначен для фрезерования пазов, окон и других поверхностей.
Размеры рабочей поверхности стола 400х1600
Наибольшее перемещение стола:
Продольное [мм] 1000
Поперечное [мм] 300
Вертикальное [мм] 420
Число скоростей шпинделя 18
Число подач стола 18
Подача стола станка, [мм/мин]
Продольная и поперечная 25-1250
Вертикальная 8,3-416,6
Мощность Электродвигателя привода главного движения [КВт] 11
Габаритные размеры [мм] 2560х2260х2120
Внутришлифовальный станок модели 3К229В предназначен для внутреннего шлифования поверхностей.
Наибольший диаметр устанавливаемой заготовки [мм] 800
Установленной заготовки в кожухе [мм] 630
При наибольшем диаметре обрабатываемого отверстия[мм] 320
Диаметр шлифуемых отверстий [мм] 100-400
Частота Вращения Шпинделя [об/мин] 3500,4500
Мощность Двигателя [КВт] 7,5
Габариты [мм] 4630х2405х2000
2.3.4 Описание системы Управления ЧПУ.
В новом Технологическом Процессе применятся Оперативная система управления станком на базе устройства “Электроника-НЦ-31”, которая обеспечивает ввод, отладку и редактирование программ обработки непосредственно на станке с помощью клавиатуры. Программа и вводится оператором с чертежа детали или при обработке сложных деталей с бланка подготовленного технологом - программистом. Контроль программы осуществляется с помощью цифровой индикации, а ее корректировку -непосредственно на станке от клавиатуры на панели управления.
В устройстве “Электроника-НЦ-31” возможна передача программ в кассету внешней памяти (КВП) для хранения вне станка и последующего ввода программы из КВП в систему управления. Устройство ЧПУ - контурное, оперативно управляет следующим: электроприводом подач по двум координатным осям. Интерполяция - линейная и круговая. В память устройства введены стандартные рабочие циклы: точение конусов, обработка любых дуг окружностей, нарезание резьбы, продольное и поперечное точение с разделением величины припуска на рабочие ходы и ввода программы в память устройства. Разрешающая способность по координате Z 0,01mm, по координате X 0,005mm.
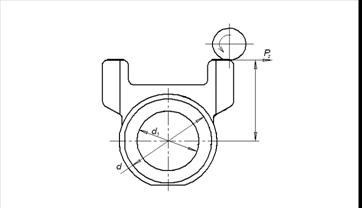
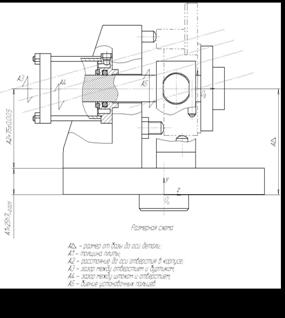
2.3 Выбор и обоснование технологических баз.
При разработке технологической операции необходимо особое внимание уделить выбору технологических баз. При этом должны соблюдаться основные правила базирования: 1. правило шести точек; 2. правило совмещения баз; 3. постоянство баз.
Поверхности, выбранные в качестве базовых, указаны на рис. 2.4, а данные по базовым поверхностям сводим в таблицу 2.4. Выбор баз производим в соответствии с ГОСТ 21495-76
Таблица 2.4
| № опер. | Наименование операции | Базовая поверхность | Приспособление |
| 015 | Токарно-винторезная с ЧПУ | А | Патрон 3-х кулачковый |
| 025 | Токарно-винторезная с ЧПУ | Б | Патрон 3-х кулачковый |
| 035 | Сверлильная с ЧПУ | АВ | Специальное приспособление |
| 040 | Фрезерная | АБВ | Специальное приспособление |
| 045 | Шлифовальная | Б | Патрон 3-х кулачковый |
Похожие работы




5. Вибрати встаткування, пристосування, різальний інструмент, засоби контролю; 6. Зробити нормування технологічного процесу виготовлення корпуса гідроциліндра; 7. Розрахувати й спроектувати верстатне пристосування для токарської операції й пристосування контролю биття отвору; 8. Розрахувати й спроектувати різальний інструмент для токарської операції; 9. Провести лінійну оптимізацію режимів ...





... поверхность, на остальные поверхности назначить припуски в соответствии с ГОСТ 26645-85; 5. Выбрать оборудование, приспособления, режущий инструмент, средства контроля; 6. Произвести нормирование технологического процесса изготовления корпуса гидроцилиндра; 7. Рассчитать и спроектировать станочное приспособление для токарной операции и приспособление контроля биения отверстия; 8. Рассчитать и ...





... , приходящегося на него, менее 138 м3 . Если естественное проветривание невозможно, то в такие помещения нужно подавать не менее 60 м3/ч на одного человека. Среди операций технологического процесса изготовления корпуса присутствуют операции шлифования, на которых воздух загрязняется абразивной пылью, поэтому следует предусмотреть местную вытяжную вентиляцию рисунок 5 [12]. Для улавливания ...
... на листе 06.М.15.64.01 графической части. 5. Размерный анализ при обработке лавных отверстий Задача раздела – используя размерный анализ технологического процесса провести расчет размерных параметров детали в процессе ее изготовления, при этом техпроцесс изготовления корпуса должен гарантировать изготовление качественных деталей и отсутствие брака при их производстве, содержать минимально ...
0 комментариев