Навигация
Выбор вспомогательного, режущего и мерительного инструментов
25876
знаков
10
таблиц
3
изображения
2.5 Выбор вспомогательного, режущего и мерительного инструментов.
При разработке технологического процесса обработки детали большое значение, для повышения производительности и снижения себестоимости, имеет правильный выбор инструментов для изготовления детали и для контроля размеров. При выборе инструментов следует стремиться к применению стандартных инструментов, но если целесообразно, можно применять специальный, комбинированный или фасонный инструмент.
Режущий инструмент выбирают в зависимости от методов обработки, свойств обрабатываемого материала, требуемой точности и качеств поверхности.
Таблица 2.6
| № опер. | Вспомогательный, режущий и мерительный инструменты. Их ГОСТ и материал режущей части. |
| 015 | Резец проходной Т15К6 ГОСТ 18879-73,резец расточной Т15К6 ГОСТ 18063-72, штангенциркуль ГОСТ 166-89,патрон 3-х кулачковый ГОСТ 16886-71 |
| 025 | Резец расточной Т15К6 ГОСТ 18063-72, штангенциркуль ГОСТ 166-89,патрон 3-х кулачковый ГОСТ 16886-71 |
| 035 | Сверло Р6М5 ГОСТ 2420-2-80,калибр-пробка ГОСТ 14809-89,зенкер Р6М5 ГОСТ 3231-71,специальное сверлильное приспособление |
| 040 | Фреза концевая ВК8 ГОСТ 17026-71, специальное приспособление |
| 045 | Шлифовальный круг 16167-80, штангенциркуль ГОСТ 166-89,патрон 3-х кулачковый ГОСТ 16886-71 |
2.6 Подробная разработка двух операций технологического процесса.
Этот пункт делается для двух разнохарактерных операций технологического процесса таких, как токарная с ЧПУ и сверлильная. Производят расчет режимов резания аналитическим и табличным методом.
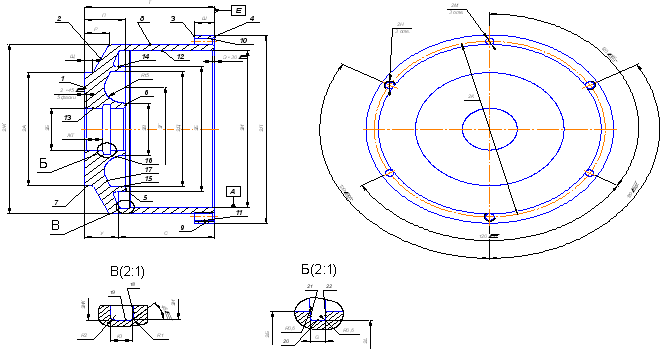
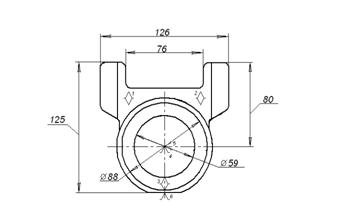
1. Определение режимов резания на токарную операцию с ЧПУ 025 .Точить ø360 начерно с одновременной подрезкой торца, расточить ø350 начерно с подрезкой торца, расточить ø285 начерно, расточить внутреннюю поверхность на чисто точить, точить конус Δ1:3,расточить внутреннюю поверхностьø295,расточить уступ ø70.
a. Определение глубины резания.
На черновую обработку
Ø350 t1=6 мм; ø360 t2=4,5 мм; ø285 t3=6 мм; ø70 t4=2; конус Δ1:3 t5=6.
На чистовую обработку
Ø285 t6=0.9 мм.
b. Определение подачи.
Soчер=0.45 мм/об
Кsд=0,95 – коэффициент зависящий от сечения державки резца;
Кsн=1.0 – коэффициент зависящий от прочности режущей части;
Кsm=0.9 – коэффициент зависящий от механических свойств обрабатываемого материала;
Ksy=0.9 – коэффициент зависящий от схемы установки заготовки;
Ksφ=1.0 – коэффициент зависящий от геометрических параметров резца;
Ksu=1.0 – коэффициент зависящий от материала режущей части;
Ksj=0.7 – коэффициент зависящий от жесткости станка;
Ksп=1.0 – коэффициент зависящий от состояния поверхности заготовки;
Sо1=0.98x1x1x0.95x1x0.7x1x1x1х0.9=0.58 мм/об,
Sо2=1.13x1x1x0.95x1x0.7x1x1x1х0.9=0.67 мм/об, Sо3=0.98x1x1x0.95x1x0.7x1x1x1х0.9=0.58 мм/об,
Sо4=0.98x1x1x0.95x1x0.7x1x1x1х0.9=0.58 мм/об,
Sо5=0.4x1x1x0.95x1x0.7x1x1x1х0.9=0.77 мм/об,
Чистовая обработка
Кsд=1 Кsн=1 Кsm=1.0 Ksy=0.9 Ksφ=0.6 Ksu=1.0 Ksj=0.7 Kse=1.0
Sо6=0.45x1x1x0.85x0.6х0.8=0.18 мм/об;
c. Определение скорости резания.
Vчерн=179 м/мн; Vполуч=179 м/мн; Vчист=487 м/мин;
Kvc=1 – коэффициент зависящий от группы обрабатываемости материала;
Kvо=1 – коэффициент зависящий от вида обработки;
Kvj=0.7 – коэффициент зависящий от жесткости станка;
Kvm=0.8 – коэффициент зависящий от механических свойств обрабатываемого материала;
Kvφ=1 – коэффициент зависящий от геометрических параметров резца;
Kvt=1 – коэффициент зависящий от периода стойкости режущей части;
Kvж=1 – коэффициент зависящий от наличия охлаждения
Vчерн=179х1х1х0.7х0.8х1х1х1=110 м/мин
Vполуч=179х1х1х0.7х0.8х1х1х1=110 м/мин
Vчист=487х1х1х0.7х0.8х1х1х1=272 м/мин
Vкан=185 м/мин;
Kvu=0.9; Kvp=1.2; Kvm=0.8; Kvt=1.0; Kvж=1.0; Kvc=1.0; Kvot=1.2
Vкан=185x0.9x1.2x0.8x1.0x1.0x1.0x1.2=192 м/мин
Vрез= 114 м/мин
Kvu=1.0; Kvr=1.0; Kvв=1.0; Кvn=0.75
Vрез=114x1.0x1.0x1.0x0.75=131 м/мин. [5]
d. Определение числа оборотов шпинделя.
![]()
![]() об/мин;
об/мин;![]() об/мин;
об/мин;![]() об/мин
об/мин
![]() об/мин;
об/мин; ![]() об/мин.
об/мин.
![]() об/мин.
об/мин.
Корректируем Ч.В.Ш. по паспортным данным станка.
n1=50 об/мин; n2=71 об/мин; n3=71 об/мин; n4=71 об/мин;
n5= 355 об/мин; n6= 200 об/мин.
e. Уточняем скорость резания по принятому числу оборотов шпинделя.
f. Расчет минутной подачи.
Sm=Sxn
Sm1=0.55x50=29 мм/мин, Sm2=0.67x71=47.57 мм/мин,
Sm3=0.58x71=41.18 мм/мин, Sm4=0.58x71=41.18 мм/мин,
Sm5=0.77x355=273.35 мм/мин
g. Определение мощности резания.
Nt=4.5 кВт
Кпи=1.1 – коэффициент зависящий от материала инструмента.
Nрез=4.5x1.1=4.95 кВт.
Nс=Nдхη=10х0.8=8 кВт
![]() - условия выполнимы.
- условия выполнимы.
Сверление
2. Определение режимов резания на сверлильную операцию с ЧПУ 035 Сверлить последовательно 2 отверстия ø12 мм, сверлить ø25,зенкеровать.
a. Определение глубины резания.
При сверлении t=1/2 D
На чистовую обработку
Ø25 t3=0.25 мм;
b. Определение подачи.
Ø12мм
Soт=0.29 мм/об Vт = 21.6 м/мин Pт =3755 Н Nт=1.10 кВТ
Ø25 мм
Soт=0.42 мм/об Vт = 17.6 м/мин Pт =10655 Н Nт=2.5 кВТ
Зенкерование
Soт=0.9 мм/об Vт = 14.5 м/мин Pт =1630 Н Nт=2.8 кВТ
Величины Частот Вращения Шпинделя
![]()
![]()
![]()
![]()
Корректируем Подачу So
So= SoтХKsm
So1=0.29х1=0.29 мм/об
So2=0,42Х1=0,42 мм/об
So3=0,9Х1=0,9 мм/об
Корректируем скорость:
V=VtxKvmxKvзxKvжxKvtzKvwxKvuxKi
V1=21,6x1x0,9х1х1х2,2х1х1,15=49.17
V2= 17,6х1х1х1х1х2,2х1х1,32=51,11
V3=14,5х1х1х1х0,85х1,2х1,15=17
Корректируем ЧВШ
![]()
![]()
![]()
![]()
Корректируем по Паспортным Данным Станка
![]() =1000 об/мин
=1000 об/мин ![]() =500 об/мин
=500 об/мин ![]() =200 об/мин
=200 об/мин
Значение минутной подачи Sm определяют по формуле:
Sm= So X ![]()
Sm1=0,29х1304=378 мм/мин
Sm2=0,42х651=273 мм/мин
Sm=0,9х216=194 мм/мин
С учетом П.Д.С. выбираем ближайшее имеюшееся на станке подачи Sф и Ч.В.Ш. ![]() фактическое.
фактическое.
Для ø12 ![]() =1000 Sф= 315
=1000 Sф= 315
Для ø25 для сверления![]() =500 Sф= 250
=500 Sф= 250
для зенкерования![]() =200 Sф= 160
=200 Sф= 160
Фактическую скорость резания определяют по формуле:
Vф= ![]() хDx
хDx ![]() ф/1000
ф/1000
Для ø12 V=3,14х12х1000/1000=37,7
Для ø25 V=3,14ч25ч200/1000= 39,25 и V=3,14х25х200х1000=15,7
c. Определение мощности резания.
Nt=4.5 кВт
Кпи=1.1 – коэффициент зависящий от материала инструмента.
Nрез=4x0,85=3,24 кВт.
![]() - условия выполнимы.
- условия выполнимы.
Литература.
[1] – «Справочник технолога машиностроителя» том 2, под редакцией Косиловой и Мещерекова М. «Машиностроение», 1986г.
[2] – «Общемашиностроительные нормативы времени для технического нормирования станочных работ» М. Машиностроение 1974г.
[3] – «Курсовое проектирование по технологии машиностроения», под редакцией А.Ф. Горбацевича, Минск Высшая школа 1975г.
[4] – «Общемашиностроительные нормативы времени и режимов резания», часть 1, М., Экономика 1990г.
[5] – «Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках ЧПУ» часть 2, М. Экономика 1990г.
[6] – «Режимы резания металлов», справочник под редакцией Ю.В. Барановского, М, Машиностроение 1972г.
[7] – «Обработка металлов резанием» справочник технолога под редакцией А.Л. Панова, М, Машиностроение, 1988г.
[8] – Добрыднев И.С. Курсовое проектирование по предмету технология машиностроения, М Машиностроение 1985г.
Похожие работы




5. Вибрати встаткування, пристосування, різальний інструмент, засоби контролю; 6. Зробити нормування технологічного процесу виготовлення корпуса гідроциліндра; 7. Розрахувати й спроектувати верстатне пристосування для токарської операції й пристосування контролю биття отвору; 8. Розрахувати й спроектувати різальний інструмент для токарської операції; 9. Провести лінійну оптимізацію режимів ...





... поверхность, на остальные поверхности назначить припуски в соответствии с ГОСТ 26645-85; 5. Выбрать оборудование, приспособления, режущий инструмент, средства контроля; 6. Произвести нормирование технологического процесса изготовления корпуса гидроцилиндра; 7. Рассчитать и спроектировать станочное приспособление для токарной операции и приспособление контроля биения отверстия; 8. Рассчитать и ...





... , приходящегося на него, менее 138 м3 . Если естественное проветривание невозможно, то в такие помещения нужно подавать не менее 60 м3/ч на одного человека. Среди операций технологического процесса изготовления корпуса присутствуют операции шлифования, на которых воздух загрязняется абразивной пылью, поэтому следует предусмотреть местную вытяжную вентиляцию рисунок 5 [12]. Для улавливания ...
... на листе 06.М.15.64.01 графической части. 5. Размерный анализ при обработке лавных отверстий Задача раздела – используя размерный анализ технологического процесса провести расчет размерных параметров детали в процессе ее изготовления, при этом техпроцесс изготовления корпуса должен гарантировать изготовление качественных деталей и отсутствие брака при их производстве, содержать минимально ...
0 комментариев