Общая часть
Оперативное планирование и руководство работой станции
Организация грузовой и коммерческой работы
Расчёт размеров движения
Прокладка поездов на графике
Специальная часть
Оплата труда: расчёт заработной платы составителя поездов за май 2007 г
Меры по предупреждению загрязнения окружающей среды при перевозочных процессах
Навигация
Расчёт размеров движения
Организация работы на станции Слябовая
70115
знаков
13
таблиц
0
изображений
2.3 Расчёт размеров движения
Размеры движения на всех перегонах определяется по построенной диаграмме вагонопотоков, заданным и рассчитанным весовым нормам и длинам приема – отправочных путей.
Расчет размеров движения определяется двумя способами:
1) по весу поезда.
2) по длине приемоотправочных путей.
1) Количество поездов по весу определяется по формуле:
NQ=Uгр*qбр+Uпор*qт\QQ(поездов), где: Uгр – груженный вагонопоток по перегону, ваг. (по ТРА 98 ваг.);
Uпор – порожний вагонопоток по перегону, ваг. (по ТРА 98 ваг.);
qбр – вес вагона брутто, т (69т);
qт -вес порожнего вагона, т (24т);
NQ= 98*69+98*22/2000=5 поездов
2)Количество поездов по длине приема – отправочных путей определяется по формуле:
Nz=(Uгр+Uпор)*lваг/Zпоп-lлок-а поездов, где: (4)
Uгр – груженный вагонопоток, 98 ваг.;
Uпор – порожний вагонопоток, 98 ваг.;
lлок – длина локомотива, м (17);
lв – длина вагона, м (14,4);
а – неточность установки принимаем от 10 до 20 м;
Z-длина приемоотправочного пути, м (288 по ТРА);
Nz=196*14,4/288-17-10 = 5 поездов
Расчет среднего количества вагонов в составе.
n с = n / N(ваг), где (5)
nс-среднее количество вагонов в составе, ваг;
n-суммарное количество вагонов в данном направлении, ваг;
N-количество поездов (поезд);
nс=98/5=20 ваг.
2.4 Определение времени хода поездов по перегону
Время хода поезда со станции и прием поезда на станцию.
От начала подготовки маршрута до прибытия поезда на станцию, время рассчитывается по формуле:
Tx=(60*4)/25 +tр+tз, где (6)
Tx – время хода поезда, мин;
Tx=(60*4)/25+3=13 мин.
Время на постановку вагонов на фронт цеха слябовой заготовки рассчитывается по формуле:
Тпост = tлок+tмарш+tторм+tслед+tпр+tпер+tзаб, где (7)
tлок – заезд локомотив в голову состава, мин. (10 минут по ТРА);
tмарш – подготовка маршрута движения из парка станции на фронты погрузки, мин (5-7мин по ТРА);
tторм – время на торможение порожнего состава, мин (1 минута на вагон по ПТЭ);
tслед – время следования состава из парка станции до фронта погрузки, мин (5 минут по ТРА);
tпр – время на взвешивание вагонов, мин (1 на вагон по ПТЭ);
tпер – время на переезд с одного фронта погрузки на другой, мин (5 минут по ТРА);
tзаб – время на забошмачивание состава, мин (5 минут на 1состав);
Для каждого цеха постановка рассчитывается отдельно:
МНЛС
Тпост =10+7+25+5+25+15+15=87мин.
МНЛЗ
Тпост = 10+7+20+5+20+10+15=87мин.
2.5 Расчёт времени на погрузку – выгрузку
Время на погрузку вагонов в цехах рассчитывается по формуле:
Тпогр = tпогр+tто+tко, где (8)
tпогр – время на погрузку одного вагона, мин (8 мин на вагон в соответствии с инструкцией погрузки);
tто – время на проведение технического осмотра вагонов, мин (20мин по ТРА);
tко – время на проведение коммерческого осмотра вагонов, мин (20 мин по ТРА);
Для каждого цеха расчёт погрузки производится отдельно:
МНЛС
Тпогр =(8*25)+20+20=240 мин.
МНЛЗ
Тпогр =(8*20)+20+20= 200 мин.
Время на вытягивание груженого состава с фронта выгрузки рассчитывается по формуле:
Тпост = tлок+tмарш+tторм+tпр+tпер+tраз, где (9)
tраз – время на разбашмачивание состава, мин (5 минут на 1 состав);
Для каждого цеха расчет проводится отдельно:
МНЛС
Тпост =10+7+25+25+15+15=97мин.
МНЛЗ
Тпост =10+7+20+20+15+15=87 мин.
Груженые составы выводятся в парк станции и забашмачивается с двух сторон.
2.6 Определение нормы времени на выполнение операций по приему и по отправлению
Операции по приему поезда состоят из приготовления маршрута приема, открытия входного сигнала и похода поездом входного расстояния.
Входное расстояние определяется по формуле:
L вх = lпо\2 + l г+l т+l п\2 м, где: (10)
lпо - длина приемоотправочного пути, м;
lг- длина горловины, м (200);
lт - длина тормозного пути, м (1000);
lп - длина поезда, м;
Длина поезда определяется по формуле:
lп = lв *lв + lл м (11)
lп=25*14,5+15,5=375,5м
Lвх=360/2+200+1000+375,5/2=1568м
Общее время выполнения операций по приему поездов составит:
tпр= t м+tсиг+tвх мин, где: (12)
tм-приготовление маршрута отправления, мин
tсиг-открытие входного сигнала, мин
V-скорость входа поезда на станцию, км/час
tпр =1+1+3 =5мин.
2.7 Анализ технологического графика
2.7.1 Определение потребного рабочего парка локомотивов
Потребность в локомотивах определяется для поездного движения и маневровой работы.
При определении потребности локомотивов необходимо учитывать перерывы в их работе в ожидании отправления состава, кратковременные перерывы, вызываемые технологией работы производственных участков и другие причины. Требуемое количество локомотивов определяется по формуле:
По маневровому коэффициенту
Мр=Рсут\Рст*Км*(Т-Тэк)лок, где: (13)
Рсут – суточный грузооборот, т;
Рст – средняя статическая нагрузка вагона, т;
Км – маневровый коэффициент;
Км=3-10;
Мр=13692\69*3*(24-1)=13692\4761=2 (лок.)
Похожие работы

... рынки сбыта и обеспечить решение вышеперечисленных задач. Этого можно добиться лишь за счет коренного технического перевооружения и новых технологий. 1.2 Вариант строительства ККЦ № 2 ММК Кислородно-конвертерный цех № 2 ОАО «ММК» предполагается строить на площадке перед имеющимся сортовым станом блюминга № 3. Это позволит значительно сократить время транспортировки горячих блюмов из ...
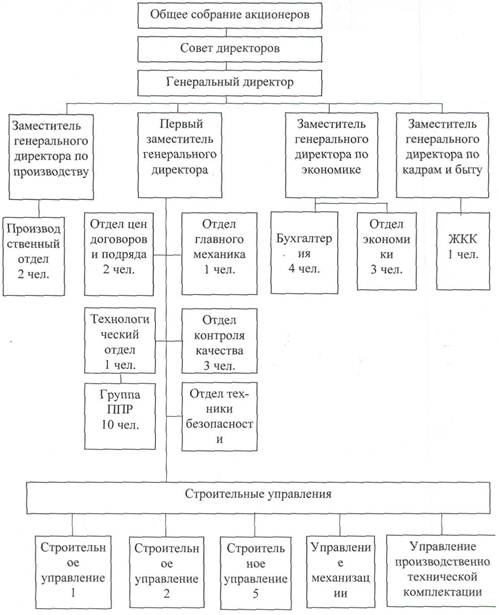

... новых технологий И недостатки: 1. Отсутствие возможности непосредственного контроля. 2. Возможность нежелательной утраты организационных частей. 3. Низкая лояльность сотрудников. 3. УСОВЕРШЕНСТОВАНИЕ ОРГАНИЗАЦИОННОЙ СТРУКТУРЫ УПРАВЛЕНИЯ ОАО ««ТРЕСТ «КУЗНЕЦКМЕТАЛЛУРГСТРОЙ» 3.1 Разработка системы мероприятий по совершенствованию ОСУ Для устранения недостатков дивизиональной структуры ...
... предназначена для: · оформления товаросопроводительной документации на отгружаемую металлопродукцию; · своевременного обеспечения оперативной информацией технологического и управленческого персонала прокатного производства, сотрудников УППП, УВЭС, представителей фирм-потребителей металлопроката; · повышения оперативности и достоверности формирования документов на ...
... установки «ковш-печь» и с 20 плавок до 40 плавок при эксплуатации ковшей на установке «ковш-печь». Проведение реконструкции и технического перевооружения сталеплавильного производства имеет целью снижение общих производственных издержек производства стали, что окажет позитивное влияние на экономические показатели комбината, а также создаст предпосылки для производства импортозаменяющей продукции. ...
0 комментариев