Техническое обслуживание и ремонт управляющих систем и электротехнической части оборудования с ЧПУ
Организация работ по техническому обслуживанию и ремонту оборудования
Расчет трудоемкости на техническое обслуживание (ТО)
Расчет фонда заработной платы
Определение расходов на материалы, запасные части и покупные комплектующие изделия для обслуживания и ремонта
Навигация
Расчет затрат на обслуживание ремонтные мероприятия управляющих систем и электротехнической части оборудования с ЧПУ
Расчет затрат на обслуживание ремонтные мероприятия управляющих систем и электротехнической части оборудования с ЧПУ
38953
знака
17
таблиц
0
изображений
Содержание
Введение……………………………………………………………………...…....2
1. Техническое обслуживание и ремонт управляющих систем и электротехнической части оборудования с ЧПУ и РТК…………………..……6
1.1 Требования к эксплуатации оборудования с ЧПУ……………………...…..6
1.2 Планирование работ по техническому обслуживанию и ремонту………...9
1.3 Организация работ по техническому обслуживанию и ремонту………....21
2. Контроль за выполнением правил эксплуатации и сроков выполнения ремонтных работ оборудования с ЧПУ……………………………………..….22
2.1 Контроль за выполнением правил эксплуатации………………………….22
2.2 Контроль качества и сроков выполнения ремонтных работ……………...23
3. Экономическая часть………………………………………………………….24
3.1 Расчет трудоемкости готового объема работ по обслуживанию и ремонтным мероприятиям на плановый период………………………………24
3.1.1 Расчет трудоемкости на техобслуживание……………...……………….24
3.1.2 Расчет трудоемкости на ремонтные работы……………...……………...25
3.2 Расчет потребности в рабочей силе………………………………………...28
3.3 Расчет фонда заработной платы…………………………………………….30
3.4 Определение расходов на материалы и запчасти для ремонта оборудования…………………………………………………………………….32
3.5 Определение годовых затрат на обслуживание и ремонтные мероприятия с ЧПУ………………………………………………………………..…………....33
4. Технико-экономические показатели по обслуживанию и ремонту управляющих систем и электротехнической части группы оборудования с ЧПУ……………………………………………………………...………………..35
Литература…………………………………………………………..…………...36
Введение
За последние годы значительно повысился уровень автоматизации серийного производства в машиностроении за счет широкого применения металлорежущих станков с числовым программным управлением. Опыт эксплуатации таких станков во многих отраслях машиностроения убедительно показал, что при осуществлении определенного комплекса организационно-технических мероприятий, необходимых для внедрения станков с ЧПУ, и при оптимальном использовании их возможностей, эти станки дают значительные преимущества по сравнению с универсальными.
Сменились поколения электронных устройств ЧПУ, принципиально изменились их возможности, что накладывало отпечаток на конструкцию и функциональность самого объекта управления – металлорежущего станка. Это, в свою очередь, ставило новые задачи перед разработчиками устройств ЧПУ. В результате подобного взаимообусловленного развития возникли высокосовершенные устройства ЧПУ, построенные по структуре ЭВМ, а также создало высокопроизводительное технологическое оборудование с ЧПУ, в том числе технологические модули, автоматизированные технологические ячейки, автоматические линии, автоматизированные участки и др.
Прогресс во всех областях техники в несколько увеличил номенклатуру изделий, ускорил их моральное старение. Число типов и типоразмеров машин и изделий в настоящее время резко возросло. Повысились требования к их качеству и надёжности, возникла необходимость в изготовлении большего числа опытных, экспериментальных и специализированных машин. Следствием этого явилось увеличение доли единичного и мелкосерийного производства в общем объеме производства.
Применение систем ЧПУ в станках является наиболее эффективным средством повышения машинного времени и автоматизации мелкосерийного производства, что обеспечивает высокую технико-экономическую эффективность его и позволяет организовать централизованную подготовку программ обработки, которые легко могут размножены и переданы с одного центра на любые заводы. Научно-технический прогресс предъявляет также повышенные требования и к уровню подготовки специалистов, особенно по профессиям, связанным с новой техникой.
Опыт использования станков с ЧПУ показал, что эффективность их применения возрастает при повышении точности, усложнения условий обработки при многоинстументальной, многооперационной обработке заготовок с одного останова. Большое преимущество обработки на станках с ЧПУ заключается также в том, что значительно понижается роль ручного труда, сокращается потребности в квалифицированных станочниках-универсалах, изменяется состав работников металлообрабатывающих цехов. Функции оператора значительно упрощаются и сводятся к установки детали на станок, снятию её со станка и смене инструментов, при этом устраняются ошибки оператора при установке координат благодаря автоматическому позиционированию.
Современное производство немыслимо без оборудования устройством ЧПУ. Число станков с ЧПУ непрерывно растет, быстрыми темпами развивается и видоизменяется само числовое управление, что позволило расширить технологические возможности оснащенного им оборудования, повысить точность обработки, сократить время обработки.
Расширению области применения станков с ЧПУ должна также способствовать их постоянно повышающаяся надёжность, что снижает эксплуатационные расходы, сокращает простой, а в конечном итоге ведёт к уменьшению необходимого количества станков. Технический процесс сегодня неразрывно связан с широким внедрением в производство средств вычислительной техники. На машиностроительных заводах работают десятки тысяч станков с ЧПУ. На их основе создаются производственные системы и участки, управляемые от ЭВМ.
Повышение эффективности производства и качества продукции в значительной степени определяется созданием машин, позволяющих осуществить комплексную автоматизацию технологических процессов в машиностроении. Комплексная автоматизация предполагает применение самоуправляемых машин для основных и вспомогательных операций, а также использование средств вычислительной техники для планирования, организации и управления производственными процессами. Комплексно-автоматизированные производства характеризуются применением систем машин.
Осуществление комплексной механизации и автоматизации производства позволяет существенно улучшить условия труда в производственной сфере. Повышение эффективности общественного производства возможно только путём его автоматизации и механизации, оснащения высокопроизводительными станками с числовым программным управлением и промышленными работами.
Стремление увеличить количество продукции, выпускаемой с помощью станков с ЧПУ, ускорить сменяемость изделий в машиностроении и избежать дефицита операторов станков привело к появлению гибких производственных модулей и гибких производственных систем, представляющих собой сочетание многооперационных станков с ЧПУ, роботизированных транспортных средств и микроэлектрических систем управления, областей разветвления гибкой структурой. Благодаря применению гибких производственных моделей и систем решается проблема круглосуточного использования оборудования, открываются возможности практической реализации «безлюдной технологии»
Таблица 1 – Исходные данные
| Тип и модель станка | Тип управляющей системы | Время ввода в эксплуатацию | Число смен работы | Масса оборудования, кг | Мощность мотора электропривода, кВт | Класс (квалитет) точности | Основные характеристики | Категория ремонтной сложности | |||
| Наибольший диаметр обрабатываемого изделия, мм | Длина стола станка в мм или другие данные | Рмех | Рэлек-тротехн | Рэлектрон | |||||||
| 16Б16Т1 | Электроника НЦ-31 | 6.00 | 2 | 2350 | 4.2 | П | 320 | - | 15 | 16 | 27 |
| 2А459АФ4 | Размер-4 | 5.00 | 3 | 19000 | 14 | Н | - | Ширина стола-1000 | 27 | 21 | 10 |
| ИP500-ПМФ4 | «Bosh» (CNC) или «Микро-8» | 7.01 | 2 | 10000 | 14 | П | - | 500 | 28 | 36 | 27 |
| УФС-32П | СЦП-5А | 3.01 | 2 | 86000 | 15 | Н | - | Ф2800 | 43 | 48 | 20 |
| МН600Р | TNC-125 | 2.01 | 2 | 1900 | 5.3 | П | - | Ф720 | 14 | 64 | 21 |
| С500/04 | GNC600-1 | 7.01 | 2 | 18000 | 18.5 | П | - | 2000x630 | 34 | 45 | 27 |
| 16К20Ф3С18 | 2У22-62 | 11.01 | 2 | 4050 | 11 | П | - | 500 | 10 | 27 | 21 |
Похожие работы
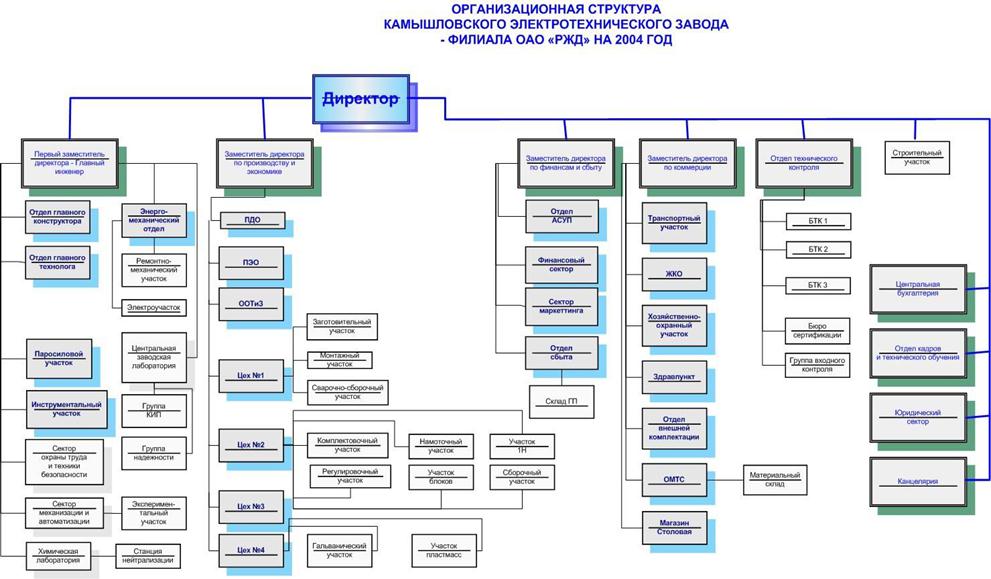
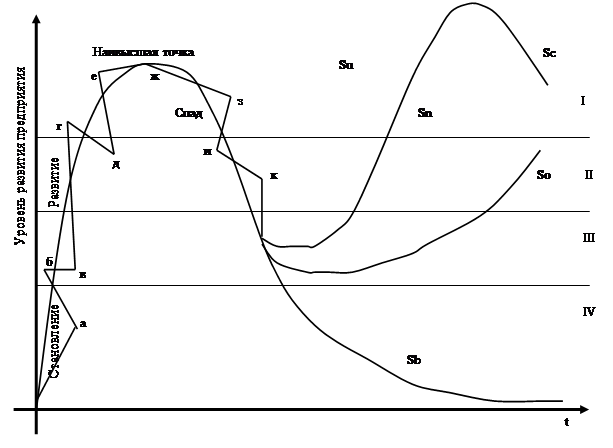
... составила 10,1%. Данные из формы № 2 сводятся в табл.2.10. Система показателей оценки финансово-хозяйственной деятельности КЭТЗ приведена в сводной табл. 2.11. 3.РАСЧЕТ ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ ТЕХНИЧЕСКОГО ПЕРЕВООРУЖЕНИЯ ЭЛЕКТРОТЕХНИЧЕСКОГО ЗАВОДА Рост и развитие завода тесно связаны с ростом и развитием железнодорожного транспорта, строительством новых железных дорог и метрополитенов, ...





... ТП изготовления детали "Корпус ТМ966.2120-57" и статистического приемочного контроля Применение статистического регулирования технологического процесса изготовления детали "Корпус ТМ966.2120-57" представляет собой корректировку параметров процесса по результатам выборочного контроля параметров продукции, осуществляемого для технологического обеспечения заданного уровня качества. Статистическое ...
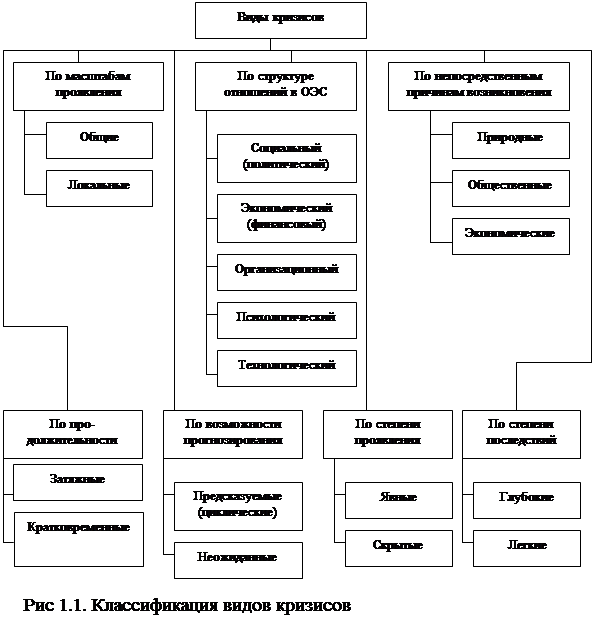
... труда, по страхованию; выросла доля заемного капитала по сравнению с собственным, увеличилась зависимость предприятия от внешних кредиторов. Все это свидетельствует о необходимости разработки антикризисной стратегии предприятия, которая позволила бы восстановить платежеспособность предприятия и улучшать его финансовые результаты в долгосрочной перспективе. 2.5 Диагностика потенциала выживания ...
... активов предприятия. Для этого необходимо постоянно поддерживать платежеспособность и рентабельность. 2. Промышленность и ее роль в социально-экономическом развитии общества. Классификация отраслей. Промышленность – важнейшая отрасль национальной экономики, состоящая из специальных отраслей, объединений и предприятий, производящих средства труда, преобладающую часть предметов труда и ...
0 комментариев