Обработка деталей на станках токарной группы
Погрешности, связанные с установкой на размер. При установке заготовки на станке возникают погрешности базирования и закрепления
Обработка деталей РЭС на станках фрезерной группы
Обработка деталей на шлифовальных станках
Шлифование и полирование подложек микроэлектронных устройств
Навигация
Погрешности, связанные с установкой на размер. При установке заготовки на станке возникают погрешности базирования и закрепления
Обработка деталей РЭС резаньем
46302
знака
1
таблица
2
изображения
4. Погрешности, связанные с установкой на размер. При установке заготовки на станке возникают погрешности базирования и закрепления.
5. Погрешности обработки, вносимые размерным взносом инструмента. Износ резца вызывает постепенное изменение размера детали. Величина износа резца определяется величиной удельного износа.
![]() , (14)
, (14)
где U – размерный износ резца за некоторый промежуток времени; L – путь резца по обрабатываемой детали
L = π . d . l, (15)
где d – диаметр детали; l – длина обрабатываемой детали.
6. Погрешности, вызываемые температурными деформациями. Под действием выделяемого тепла в процессе резания происходят температурные деформации станка и заготовки. Температурную деформацию станка и заготовки в направлении интересующего размера l подсчитывают по формуле
∆l =α . l . ∆t, (16)
где α – коэффициент термического расширения (КТР); ∆t – перепад температуры.
Если обработка ведется методом пробных проходов и соответствующих пробных измерений, то температурные деформации не влияют на точность выполняемых размеров, так как все время вводятся температурные поправки. Влияние температурного фактора устраняется при введении прямого температурного контроля.
7. Погрешности, связанные с неточностью установки резца на размер. Неточность установки резца на размер влияет на точность обработки, но не вызывает искажения геометрической формы.
Величина неточности установки резца на размер проверяется экспериментально путем многократной установки суппорта на заданную глубину по лимбу и одновременным фиксированием действительного перемещения при помощи измерительного инструмента.
3. Обработка на сверлильных станках
На сверлильных станках обрабатывают отверстия режущими инструментами: сверлами, зенкерами, развертками, вращающимися со скоростью резания V и имеющими поступательное перемещение со скоростью подачи Vs.
Сверление обеспечивает обработку отверстий по 12 квалитету точности и шероховатости поверхности Rа 5 - 20 мкм.
Зенкование применяют или после сверления или для обработки литых отверстий в чертежах заготовок. Точность обработки соответствует Н11, а шероховатость Rа 5 - 10 мкм.
Развертывание применяют для окончательной обработки отверстий по Н5 – Н10 квалитетам точности и шероховатости Rа 0,63 -1,25 мкм.
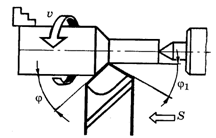
В рабочей части 6 различают режущую часть 1 и направляющую часть 5 с винтовыми канавками. Сверло имеет две главные режущие кромки 11, образованные пересечением передней 10 и задней 7 поверхностями, поперечную режущую кромку 12 и две вспомогательные режущие кромки 9. На цилиндрической части сверла вдоль винтовой канавки расположены две узкие ленточки 8, обеспечивающие направление сверла при сверлении. Передний угол γ измеряют в главной секущей плоскости I I – I I, перпендикулярной к главной режущей кромке. Задний угол αизмеряют в плоскости I – I, параллельный оси сверла. Назначение этих углов такое же, как и соответствующих углов токарного резца. Угол наклона винтовой канавки ω обеспечивает отвод стружки при сверлении. Угол при вершине сверла 2φ образован двумя главными режущими кромками 11. При сверлении твердых материалов угол 2φ = 115 ÷ 140 о, при сверлении мягких (термопластов) материалов - 2φ = 80 ÷ 90 о.
Для изготовления сверл применяют углеродистые стали У10А, У12АЮ, быстрорежущие стали Р9, Р18 и пластины из твердых сплавов.
Зенкер имеет большее количество главных режущих кромок, чем у сверла и не имеет поперечной режущей кромки.
Отличительной особенностью разверток является наличие большого количества (от 4 и более) прямых зубьев.
Скорость резания определяется из выражения
V = πDn/1000 м/мин. (17)
Основное технологическое время
![]() , (18)
, (18)
В данных формулах D – диаметр отверстия; L – длина рабочего хода в направлении подачи; с учетом входа у и перебега ∆; S - величина подачи на один оборот, n – число оборотов.
Точность обработки при сверлении определяется: биением шпинделя станка, перпендикулярностью шпинделя к поверхности стола станка, неточностью установки сверла в патроне (биение сверла), несоосностью поверхностей хвостовика и рабочей части сверла, несимметричностью поверхностей хвостовика и рабочей части сверла и др.
При сверлении отверстий необходимо выполнять требуемую точность координат расположения отверстий.
В зависимости от точности координат отверстий и типа производства сверление производят по разметке, с применением кондуктора и на координатно-сверлильных станках.
Кондуктор – приспособление, в которое встроена стальная закаленная направляющая втулка для сверла. Координаты направляющих втулок выдержаны с высокой точностью. Номинальные размеры отверстий во втулках и номинальные размеры сверла равны, а зазор в их сопряжении обеспечивается стандартными допусками. Обрабатываемая деталь закрепляется в кондукторе, который перемещается по столу сверлильного станка.
В тех случаях, когда изготовление кондукторов экономически не целесообразно, сверление отверстий с точными координатами осей производят на координатно-сверлильных станках, которые обеспечивают межцентровое расстояние отверстий с высокой точностью (± 0,1 мм).
В производстве деталей РЭС одной из наиболее трудоемких операций является сверление отверстий в печатных платах однослойных и многослойных. Сверление отверстий в печатных платах производят по определенной координатной сетке. В настоящее время для сверления отверстий применяют специальные координатно-сверлильные станки с программным управлением, в которых рабочий цикл станков автоматизирован. При этом сверление и зенкование отверстий производят одновременно специальным комбинированным сверлом-зенкером.
Похожие работы
... и конструкции штампов, которые определяются типом штампуемой заготовки, холодную обработку давлением подразделяют на объемную штамповку и листовую, называемую холодной листовой штамповкой. Метод холодной листовой штамповки получил наибольшее распространение при изготовлении различных деталей РЭС. 2.2.Холодная листовая штамповка В качестве исходного материала при изготовлении деталей ...
... при подрезке торца; обратный центр (рис13, б) при обтачивании заготовок небольшого диаметра (до 5 мм). Рис.14. Токарные центры: а — простой центр (1 — конус, 2 — шейка, 3 — конус, 4 — хвостовик); б — обратный центр 2. Обработка конструкционных материалов на малогабаритном широкоуниверсальном станке Назначение и область применения станка Малогабаритный широкоуниверсальный станок мод ...
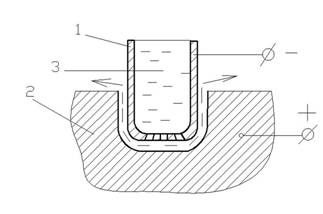
... 1.3. Литье под давлением Литьем под давлением называется такой метод литья, когда жидкий металл заполняет полость металлической формы (пресс-формы) под принудительно большим давлением (40 – 100 МПа). Литье под давлением является самым производительным способом изготовления тонкостенных деталей сложной конструкции и применяется в РЭС для изготовления корпусов приемников, передатчиков и других ...
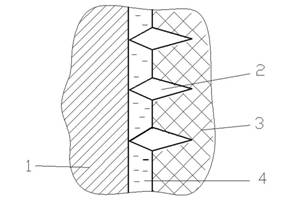
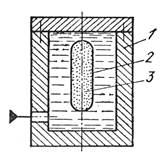
... трещина в материале, после чего она расширяется и выкрашивается. Инструмент при УЗО изнашивается за счет вдавливания зерен абразива в его поверхность и выкрашивания его торцов. Рис.4. Ультразвуковая обработка: 1 – инструмент; 2 – деталь; 3 – абразивная суспензия. В качестве абразива используется карбид бора (бороуглерод), электрокорунд. Концентрация в суспензии 20–100 тысяч зерен/см3. размер ...
0 комментариев