Обработка деталей на станках токарной группы
Погрешности, связанные с установкой на размер. При установке заготовки на станке возникают погрешности базирования и закрепления
Обработка деталей РЭС на станках фрезерной группы
Обработка деталей на шлифовальных станках
Шлифование и полирование подложек микроэлектронных устройств
Навигация
Обработка деталей на шлифовальных станках
Обработка деталей РЭС резаньем
46302
знака
1
таблица
2
изображения
5. Обработка деталей на шлифовальных станках
Шлифование – это процесс обработки металлов и неметаллических материалов (керамики, кварца, ситаллов и др.) абразивным инструментом, режущими элементами которого являются абразивные зерна, связанные друг с другом связующим веществом. Шлифование обеспечивает точность до 5 квалитета и шероховатость поверхности Ra = 0,16 - 0,63 мкм.
Зерна абразивных инструментов представляют собой естественные минералы (алмаз, корунд, наждак, кварц) и синтетические материалы (искусственный алмаз, электрокорунд, карбид кремния, карбид бора). Главной особенностью абразивных материалов является их высокая твердость. При изготовлении инструментов зерна скрепляют друг с другом с помощью цементирующего вещества – связки. Наиболее широко применяют шлифовальные инструменты, изготовленные на основе керамической, бакелитовой и вулканитовой связки.
Керамическую связку приготовляют из глины, полевого шпата, кварца и других веществ путем тонкого измельчения и смешения в определенных пропорциях. Бакелитовая связка представляет собой термореактивное вещество на основе фенолоформальдегидной смолы. Вулканитовая связка представляет собой искусственный каучук, подвергнутый вулканизации для превращения его в прочный твердый эбонит.
Важными эксплуатационными качествами шлифовальных инструментов являются: зернистость абразивных зерен, материал связки и твердость. Под твердостью абразивных инструментов понимают способность связки сопротивляться вырыванию зерен с рабочей поверхности инструмента под действием внешних сил.
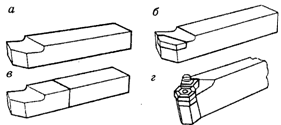
При шлифовании заготовок из твердых и высокопрочных сплавов применяют алмазные круги, которые состоят из корпуса и алмазного слоя, нанесенного на внешнюю поверхность. Корпус изготавливают из алюминия, пластмасс или стали. Толщина алмазного слоя у большинства кругов составляет 1,5 – 3 мм. Область применения связок абразивных инструментов, твердость абразивного инструмента, рекомендации по выбору номера абразивного инструмента приведены в справочной литературе.
Процесс резания при шлифовании выполняется острыми кромками многочисленных абразивных зерен, находящихся в поверхностном слое шлифовального круга. По мере затупления режущих кромок абразивные зерна выкрашиваются из шлифовального инструмента и выносятся из зоны резания силами инерции или принудительной охлаждающей средой, а в работу вступают новые абразивные зерна. Происходит как бы самозатачивание абразивного круга.
Основными элементами резания являются скорость резания, подача и глубина резания. Скорость резания Vk (м/с) равна окружной скорости точки на периферии шлифовального круга
Vk = πDk nk /1000 60, (22)
где Dk – наружный диаметр шлифовального круга, мм; nk – частота вращений круга, об/мин.
Подача – величина перемещения заготовки или инструмента вдоль или вокруг координатных осей. Выражение и размерность подач определяются схемами шлифования.
Глубина резания t (мм) определяется толщиной слоя материала, срезанного за один проход. Оптимальные режимы резания при шлифовании зависят от точности обработки, шероховатости поверхности от вида обрабатываемых материалов и выбирают по справочной литературе.
По характеру обрабатываемых поверхностей шлифовальные станки делят на следующие разновидности: плоскошлифовальные для обработки плоскостей, круглошлифовальные и бесцентрошлифовальные, применяемые для обработки наружных поверхностей тел вращения и прилегающих к ним торцов; внутришлифовальные – для обработки внутренних цилиндрических поверхностей и прилегающих к ним торцов; специальные профилешлифовальные (для шлифования резьб, зубчатых колес и др.).
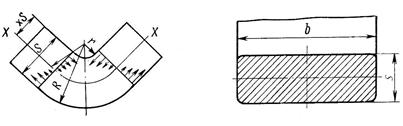
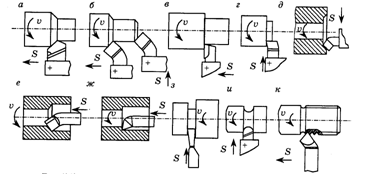
Для всех технологических способов шлифовальной обработки главным движением резания является вращение абразивного круга, которое ограничивается прочностью его на разрыв. Современные шлифовальные круги допускают скорость резания до 50 м/с. При плоском шлифовании возвратно-поступательное перемещение заготовки является продольной подачей Sпр. Для обработки поверхности на всю ширину заготовка или круг должны перемещаться с поперечной подачей Sn (мм/дв.ход). Это движение происходит прерывисто (периодически) при крайних положениях заготовки в конце продольного хода. После обработки всей ширины поверхности детали происходит подача круга Sb на глубину резания t.
При круглом шлифовании продольная подача происходит за счет возвратно-поступательного перемещения заготовки. Подача Sпр (мм/об.заг) соответствует осевому перемещению заготовки за один ее оборот. Вращение заготовки является круговой подачей Sкр (м/мин). Подача Sn (мм/дв.ход или мм/ход) на глубину резания для приведенной схемы обработки происходит при крайних положениях заготовки. Движения, осуществляемые при внутреннем шлифовании.
В современных автоматизированных шлифовальных станках цикл работы станка включает в себя периодический вывод шлифовального круга из зоны шлифования, его автоматическую правку и перемещение круга к изделию на величину снятого при правке слоя абразива, а также предусматривает автоматическую установку и удаление обрабатываемой детали.
Шлифование зубчатых колес применяют для обработки высокоточных зубчатых колес из твердых материалов и выполняют на специальных зубошлифовальных станках. Шлифование зубьев цилиндрических колес возможно копированием и обкаткой. Метод копирования по своей сущности соответствует зубонарезанию дисковой модульной фрезой. Эвольвентный профиль зуба воспроизводится абразивными кругами, имеющими профиль впадин обрабатываемого колеса.
Шлифование зубьев методом обкатки основано на принципе зацепления обрабатываемой заготовки с зубчатой рейкой. При этом элементы воображаемой зубчатой рейки образованы абразивными инструментами.
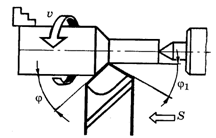
В точных передаточных механизмах радиоэлектронных средств в основном применяют мелкомодульные зубчатые колеса, точную обработку которых производят на зубошлифовальных станках методом обкатки. В качестве шлифовального инструмента применяют абразивный червячный шлифовальный круг – абразивный червяк. Абразивный червяк представляет собой шлифовальный круг прямого профиля, на периферийной поверхности которого нарезана модульная резьба. В нормальном сечении резьба имеет профиль прямолинейной модульной рейки, т.е. зубчатого колеса заданного модуля зацепления, имеющего бесконечно большой диаметр. Применение абразивных червяков позволяет изготавливать мелкомодульные зубчатые колеса без предварительного их нарезания на фрезерных станках с высокой производительностью и точностью. Так, например, на специальном зубошлифовальном станке цилиндрическое колесо Z = 90 модулем m = 1 мм с длиной зуба 10 мм из закаленной стали 45 нарезается абразивным червяком в течение 1 мин, при этом точность изготовления соответствует 5 - 6 квалитету.
Заготовка зубчатого колеса 3 установлена в каретке станка на оправе 1 и закреплена центром 2. Заготовке сообщается вращательное движение вокруг оси со скоростью Vз – движение обката и поступательное перемещение со скоростью продольной подачи Sn в мм на 1 оборот заготовки. Абразивный червяк вращается со скоростью резания Vk = 25 – 35 м/с и находится в зацеплении с заготовкой как рейка с зубчатым колесом. При этом движение обката не свободное, а вращение абразивного червяка и заготовки устанавливают с помощью настройки станка синхронным, равным определенному передаточному отношению в зависимости от требуемого числа зубьев в заготовке.
На зубошлифовальных станках с абразивным червяком можно шлифовать цилиндрические зубчатые колеса с прямыми и спиральными зубьями. При шлифовании спиральных зубьев каретка с оправкой, несущей заготовку, устанавливается к абразивному червяку под углом, равным углу наклона зуба колеса.
Основное технологическое время изготовления зубчатого колеса методом обкатки абразивным червяком определяют из выражения
![]() , (23)
, (23)
где L – длина рабочего хода, приближенно равная длине зуба b; nкр – частота вращения шлифовального круга, об/мин; Sn – продольная подача в мм на один оборот заготовки; z – число зубьев колеса; i – число проходов.
Похожие работы
... и конструкции штампов, которые определяются типом штампуемой заготовки, холодную обработку давлением подразделяют на объемную штамповку и листовую, называемую холодной листовой штамповкой. Метод холодной листовой штамповки получил наибольшее распространение при изготовлении различных деталей РЭС. 2.2.Холодная листовая штамповка В качестве исходного материала при изготовлении деталей ...
... при подрезке торца; обратный центр (рис13, б) при обтачивании заготовок небольшого диаметра (до 5 мм). Рис.14. Токарные центры: а — простой центр (1 — конус, 2 — шейка, 3 — конус, 4 — хвостовик); б — обратный центр 2. Обработка конструкционных материалов на малогабаритном широкоуниверсальном станке Назначение и область применения станка Малогабаритный широкоуниверсальный станок мод ...
... 1.3. Литье под давлением Литьем под давлением называется такой метод литья, когда жидкий металл заполняет полость металлической формы (пресс-формы) под принудительно большим давлением (40 – 100 МПа). Литье под давлением является самым производительным способом изготовления тонкостенных деталей сложной конструкции и применяется в РЭС для изготовления корпусов приемников, передатчиков и других ...
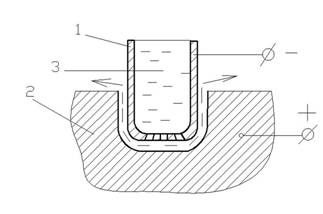
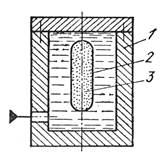
... трещина в материале, после чего она расширяется и выкрашивается. Инструмент при УЗО изнашивается за счет вдавливания зерен абразива в его поверхность и выкрашивания его торцов. Рис.4. Ультразвуковая обработка: 1 – инструмент; 2 – деталь; 3 – абразивная суспензия. В качестве абразива используется карбид бора (бороуглерод), электрокорунд. Концентрация в суспензии 20–100 тысяч зерен/см3. размер ...
0 комментариев