Обработка деталей на станках токарной группы
Погрешности, связанные с установкой на размер. При установке заготовки на станке возникают погрешности базирования и закрепления
Обработка деталей РЭС на станках фрезерной группы
Обработка деталей на шлифовальных станках
Шлифование и полирование подложек микроэлектронных устройств
Навигация
Обработка деталей РЭС на станках фрезерной группы
Обработка деталей РЭС резаньем
46302
знака
1
таблица
2
изображения
4. Обработка деталей РЭС на станках фрезерной группы
На фрезерных станках обрабатывают плоскости и криволинейные поверхности деталей, не являющихся телами вращения, пазы, шпоночные канавки; изготавливают зубчатые колеса и т.д. Обработка ведется многолезвийным режущим инструментом – фрезой, выполняющей вращательное движение, а деталь – прямолинейное движение (иногда фреза выполняет прямолинейное движение).
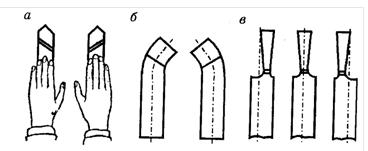
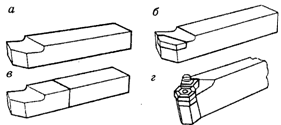
Фреза представляет собой тело вращения, несущее режущие зубья. Представлены две основные формы зубьев фрез: а – остроконечная, имеющая форму резца с углами α и γ (задний и передний углы соответственно); б – затылованная по спирали, в которой задние поверхности являются криволинейными и выполняются по спирали Архимеда, что обеспечивает постоянство угла α при заточке на протяжении всего срока службы.
В зависимости от назначения вида обрабатываемых поверхностей и типа станка различают следующие типы фрез: цилиндрические для обработки плоских поверхностей; торцевые; дисковые для обработки пазов, канавок, для отрезки; концевые; угловые; фасонные.
Конструкции фрезерных станков многообразны. Выпускают станки универсальные и специальные. К универсальному виду оборудования относят горизонтально-фрезерные и вертикально-фрезерные станки. К фрезерным станкам специального назначения относят зубофрезерные, резьбофрезерные станки.
Оба cтанка имеют много общих узлов.
В станине 1 этих станков размещена коробка скоростей 2. По вертикальным направляющим станин перемещается консоль 7, коробка передач 8 размещена на консоле.
В горизонтально-фрезерных станках заготовка, устанавливаемая на столе 4 в тисках или в специальном приспособлении, получает подачу в 3-х направлениях: продольном, поперечном и вертикальном.
Горизонтально-фрезерные станки, имеющие поворотную плиту, которая позволяет поворачивать рабочий стол в горизонтальной плоскости и устанавливать его на любой требуемый угол, называют универсальными. Главным движением резания является вращение горизонтально расположенного шпинделя, на котором с помощью подвески 5 крепится фреза.
На вертикально-фрезерных станках главным движением резания является вращение вертикально расположенного шпинделя 4, на котором крепится фреза. С помощью поворотной шпиндельной головки 3 шпиндель с фрезой может поворачиваться в вертикальной плоскости.
Как правило, при изготовлении деталей РЭС (корпусов, механизмов, СВЧ-устройств) фрезерование применяется как доработка до нужной точности и шероховатости различных плоскостей деталей, изготавливаемых другими методами (например, литьем). Применение типа фрезерного станка и типа фрез зависит от вида обрабатываемых плоскостей детали.
Горизонтальные плоскости обрабатывают на горизонтально-фрезерных станках цилиндрическими фрезами и на вертикально-фрезерных станках торцевыми фрезами.
Вертикальные плоскости фрезеруют на горизонтальных фрезерных станках торцевыми фрезами, а на вертикально-фрезерных станках концевыми фрезами.
Уступы и прямоугольные пазы фрезеруют концевыми и дисковыми фрезами на вертикально- и горизонтально-фрезерных станках.
Фасонные пазы получают фасонной дисковой фрезой на горизонтально-фрезерных станках.
Шпоночные пазы фрезеруют концевыми или шпоночными фрезами на вертикально-фрезерных станках. Точность получения шпоночного паза – важное условие при фрезеровании, так как от нее зависит характер посадки на шпонку сопрягаемых с валом деталей.
Фасонные поверхности незамкнутого контура с криволинейной образующей и прямолинейной направляющей фрезеруют на горизонтально- и вертикально-фрезерных станках фасонными фрезами соответствующего профиля. На фрезерных станках с числовым программным управлением (ЧПУ) программированное перемещение заготовки относительно инструмента по нескольким координатам позволяет получить сложную фасонную поверхность обрабатываемых деталей.
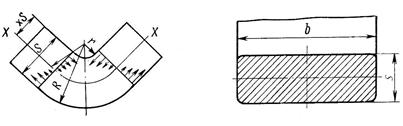
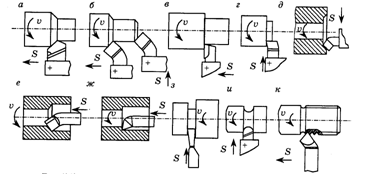
Фреза вращается со скоростью резания V, обрабатываемая деталь поступательно перемещается навстречу фрезе при встречном фрезеровании, когда направление подачи противоположно направлению вращения фрезы. Возможно и попутное фрезерование, когда направление подачи и вращение фрезы совпадают.
При встречном фрезеровании процесс резания выполняют одновременно I, II, III зубья фрезы. Заштрихованные участки представляют собой поперечные сечения стружки, снимаемой каждым зубом фрезы; здесь а1, а2, а3 - толщина слоев, срезаемых каждым работающим зубом фрезы.
К технологическим режимам резания относят: скорость главного движения резания V, подачу S, глубину резания t, ширину фрезерования В.
Скорость резания (м/мин), т.е. окружная скорость вращения фрезы
V = πDn/1000, (19)
где D – диаметр фрезы, мм, n – частота вращения фрезы, об/мин.
Подача – скорость поступательного перемещения обрабатываемой заготовки в минуту Sм (мм/мин) за время углового поворота фрезы на один зуб Sz (мм/зуб) или за время одного оборота фрезы Sо (мм/об). Эти подачи связаны между собой зависимостями:
Sм = Son = Sz. z . n, (20)
где z – число зубьев.
Глубина резания t – расстояние между обрабатываемой и обработанной поверхностями. Ширина фрезерования В (мм) измеряется в направлении, параллельном оси фрезы при цилиндрическом фрезеровании и перпендикулярном к направлению движения подачи при торцевом фрезеровании.
Основное технологическое (машинное) время определяют по формуле
To = L/(Sz . z . n), (21)
где – L полная длина прохода фрезы, Sz – подача на один зуб, z – число зубьев, n – частота вращения фрезы.
Точность размеров и шероховатость поверхности при обработке на фрезерных станках зависят от класса точности станка, физико-механических свойств обрабатываемых материалов. При обычных фрезерных операциях на станках нормальной точности достигаемая точность обработки соответствует 8 - 11 квалитетам, шероховатость поверхности Ra = 1,25 – 5 мкм.
Для изготовления зубчатых колес, которые широко используются в механизмах радиоэлектронных средств, используются зубофрезерные станки. По способу нарезания зубчатого венца зубофрезерные станки делятся на два вида: работающие по методу копирования и работающие по методу обката.
Нарезание зубьев по методу копирования выполняется дисковой профильной фрезой, профиль режущих зубьев которой соответствует профилю впадины зуба нарезаемого колеса, на горизонтально- или универсально-фрезерных станках.
В процессе фрезерования впадины между зубьями колеса фрезе сообщают главное вращательное движение, а заготовке – движение продольной подачи. По окончании фрезерования одной впадины рабочий стол отводят в исходное положение, а заготовку поворачивают на 1/z часть оборота (z – число зубьев зубчатого колеса). Метод копирования не обеспечивает высокой точности за счет погрешности профиля зуба и погрешности делительной головки и имеет сравнительно низкую производительность.
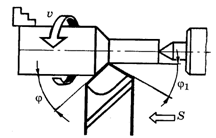
Нарезание зубчатых колес по методу обката производят на специальных зубофрезерных станках червячными модульными фрезами. Метод обката основан на зацеплении зубчатой пары: режущего инструмента и заготовки. Червячная фреза представляет собой винт с прорезанными перпендикулярно к виткам канавками. В результате этого на червяке образуются режущие зубья, расположенные по винтовой линии. Профиль зуба фрезы в нормальном сечении имеет трапецеидальную форму и представляет собой зуб рейки, модуль которой соответствует модулю нарезаемых зубчатых колес.
Кинематика процесса нарезания зубов состоит из сочетания движения инструмента и заготовки. Фреза вращается со скоростью резания V и совершает поступательное перемещение со скоростью подачи S, а заготовка совершает вращательное движение вокруг своей оси с окружной скоростью, строго синхронизированной со скоростью вращения фрезы. Это движение заготовки называется делительным движением, так как скорость его определяется количеством зубьев колеса.
В процессе резания зубья фрезы находятся в закреплении с заготовкой, как рейка с зубчатым колесом, в результате чего эвольвентный профиль получается как огибающая поверхность многочисленных следов режущих кромок фрезы на поверхности зуба заготовки.
Червячными модульными фрезами нарезают цилиндрические колеса с прямыми и косыми зубами и червячные колеса. Метод обката изготовления зубчатых колес является более точным и высокопроизводительным по сравнению с методом копирования.
Для обработки мелкомодульных зубчатых колес выпускают станки, работающие по методу обката, на которых достигается точность нарезания зубьев, соответствующая 7-9 квалитету.
Похожие работы
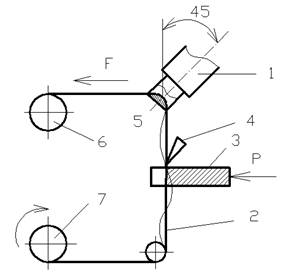
... и конструкции штампов, которые определяются типом штампуемой заготовки, холодную обработку давлением подразделяют на объемную штамповку и листовую, называемую холодной листовой штамповкой. Метод холодной листовой штамповки получил наибольшее распространение при изготовлении различных деталей РЭС. 2.2.Холодная листовая штамповка В качестве исходного материала при изготовлении деталей ...
... при подрезке торца; обратный центр (рис13, б) при обтачивании заготовок небольшого диаметра (до 5 мм). Рис.14. Токарные центры: а — простой центр (1 — конус, 2 — шейка, 3 — конус, 4 — хвостовик); б — обратный центр 2. Обработка конструкционных материалов на малогабаритном широкоуниверсальном станке Назначение и область применения станка Малогабаритный широкоуниверсальный станок мод ...
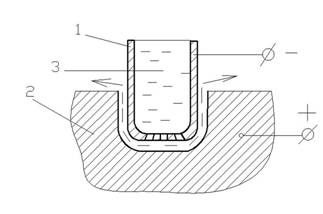
... 1.3. Литье под давлением Литьем под давлением называется такой метод литья, когда жидкий металл заполняет полость металлической формы (пресс-формы) под принудительно большим давлением (40 – 100 МПа). Литье под давлением является самым производительным способом изготовления тонкостенных деталей сложной конструкции и применяется в РЭС для изготовления корпусов приемников, передатчиков и других ...
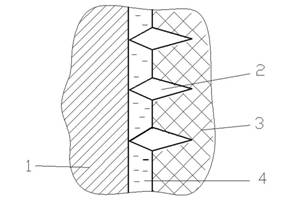
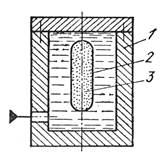
... трещина в материале, после чего она расширяется и выкрашивается. Инструмент при УЗО изнашивается за счет вдавливания зерен абразива в его поверхность и выкрашивания его торцов. Рис.4. Ультразвуковая обработка: 1 – инструмент; 2 – деталь; 3 – абразивная суспензия. В качестве абразива используется карбид бора (бороуглерод), электрокорунд. Концентрация в суспензии 20–100 тысяч зерен/см3. размер ...
0 комментариев