Навигация
4. Разработка сети Петри
Таблица 1 – Соответствие датчиков обозначениям в сети Петри.
| Обозн. | Расположение | Обозн. РКС | Обозн. Петри | Адрес ЧПУ | Значение |
| S1 | На выход с бункера | а | S1 | 1001 | Готовая деталь вышла |
| S2 | Над бункером | в | S2 | 1002 | Робот над бункером |
| S3 | В крайнем левом положении | c | S3 | 1003 | Робот в крайнем левом положении |
| S4 | Над станком | d | S4 | 1004 | Робот над станком |
| S5 | На роботе | e | S5 | 1005 | Робот повернут на 90 град |
| S6 | На захвате робота | g | S7 | 1006 | Робот захватил деталь |
| S7 | В крайнем правом положении | h | S8 | 1007 | Робот в правом положении |
| S8 | Над зоной захвата детали | i | S9 | 1008 | Робот в зоне захвата детали |
| S9 | На передней бабке станка | j | S10 | 1009 | Деталь зажата на станке |
| S11 | На пиноли | l | S12 | 1010 | _ |
| S12 | На транспортере | m | S13 | 1011 | Деталь в зоне захвата |
| S13 | Над транспортером | n | S14 | 1012 | Робот над транспортером |
| S14 | Над станком | o | S15 | 1013 | Робот над станком |
| S15 | На станке | p | S16 | 1014 | Пиноль отведена |
| S16 | Над бункером | r | S17 | 1015 | Робот над бункером |
| SpM1 | На двигателе главного привода | s | S18 | 1016 | Двигатель гл. привода вкл. |
| SpM2 | На приводе подач | t | S19 | 1017 | Подача включена |
| S10 | В зоне зажима детали на станке | k | S11 | 1018 | Деталь в зоне станка |
| SpM3 | На приводе поперечных подач | u | S21 | 1019 | Вкл. поперечная подача |
| SpM4.1 | На приводе продольных подач | v | S22 | 1020 | Вкл. продольная подача |
| SpM4.2 | На приводе продольных подач | v | S22 | 1020 | _ |
| SpM5 | На приводе транспортера | w | S23 | 1021 | Транспортер включен |
| SpM6 | На механизме подъема робота | x | S24 | 1022 | Робот подн. / /опускается |
| SpM7 | На механизме поворота робота | y | S25 | 1023 | Робот поворачивается |
| SpM8 | На механизме передвижения пиноли | z | S26 | 1024 | Пиноль отвод./ подводится |
| SтM1 | В ЧПУ | q | S20 | 1025 | ЧПУ включена |
| SтM2 | В ЧПУ | f | S6 | 1026 | ЧПУ отключена |
| М1 | Главный привод | A | Y1 | 1027 | |
| М2 | Привод подач | B | Y2 | 1028 | |
| М3 | Привод поперечных подач | C | Y3 | 1029 | |
| М4.1 | Привод продольных подач | D | Y4 | 1030 | |
| M4.2 | Привод продольных подач | E | Y5 | 1031 | |
| М5 | Привод транспортера | F | Y6 | 1032 | |
| М6 | Привод подъема робота | G | Y7 | 1033 | |
| М7 | Привод поворота робота | H | Y8 | 1034 | |
| М8 | Привод пиноли | I | Y9 | 1035 | |
| М9 | Привод зажима | J | Y10 | 1036 | |
| М10 | Привод перемещения | K | Y11 | 1037 |
На основе описания алгоритма строим сеть Петри.
Способ ее построения опишем на примере:

Рисунок 1 – Участок сети Петри.
На рисунке показан участок сети Петри а именно захват роботом детали.
Вершины графа в виде черточек и обозначенных "t" с последующим номером, называются переходами. Рi – позиция, в обозначении которых указывается от какого и до какого состояния происходит последующий переход. На переходах указывают состояния датчиков, которые позволяют произвести переход. В данном примере переход из позиции Р3 в позицию Р4 переходит по появлению сигнала с датчика S6, после чего привод Y10 отключается, т.е. происходит зажим детали. После построения сети Петри проверяем нет ли в ней "тупиковых" ситуаций. Сеть составлена так, что переход из одного состояния в другое имеет однозначные условия перехода, поэтому "тупиковых" ситуаций нет. В данной сети Петри в каждой ее позиции в любой момент времени может находиться не более одной точки. Следовательно сеть Петри является правильной.
Похожие работы
... . Различные этапы производственного процесса на машиностроительном заводе могут выполняться в отделочных цехах или в одном цехе. В соответствии с ГОСТ 26229 гибкая производственная система (ГПС) (гибкое автоматизированное производство - ГАП) - совокупность в разных сочетаниях оборудования с ЧПУ, роботизированных технологических комплексов, гибких производственных модулей, отдельных единиц ...
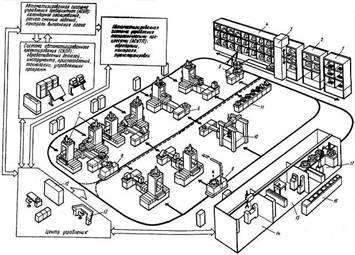
... элемент, который может быть самостоятельно разработан, изготовлен и внедрен, однако присущие ему функции он может выполнять только в составе модуля. Агрегатно-модульный принцип построения гибких производственных систем обеспечивает построение станочного модуля, в наибольшей степени приспособленного для изготовления деталей заданных конфигураций и размера (по числу и виду координат, их взаимному ...
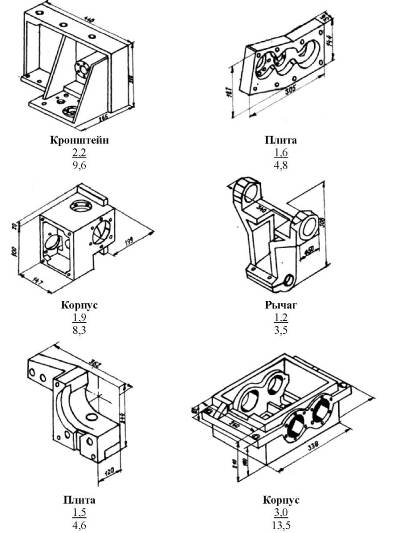
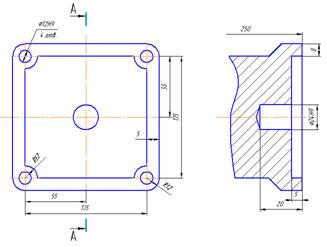
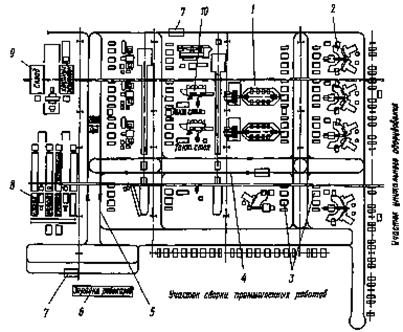
... (АСК), автоматизированная система удаления отходов производства (АСУОП), автоматизированная система технологической подготовки производства (АСТПП) и автоматизированная система управления производством (АСУП). 1. Исходные данные для проектирования Сведения о продукции: корпусные детали 75-ти наименований (рис. 1.1) с габаритными размерами от 100 до 400 мм из алюминиевых сплавов типа АЛ-9, ...

... процессов; средняя гибкость развития модулей системы; показатель уровня интеграции самостоятельных модулей; 2. Рычаги управления трудом в гибких производственных системах Специальных простых рычагов управления гибкой производственной системой не существует. Есть определенные последовательности, алгоритмы стандартных управляющих воздействий, ориентированные на выполнение критериальных ...
0 комментариев