Навигация
Построение дерева иерархии
20091
знак
4
таблицы
6
изображений
4.1 Построение дерева иерархии
Построение дерева иерархии производим по следующему алгоритму: на верхнем уровне этого дерева находится автоматизированный комплекс, который обозначается Р0. На более низком уровне находятся устройства, составляющие АК, которые оберегаются Р1 … Р4. Ниже показывают операции, которые эти устройства производят и обозначают Р5 … Р12.
В схеме дерева иерархии приняты следующие обозначения:
Р0 – автоматизированный комплекс,
Р1 – станок,
Р2 – робот,
Р3 – транспортер,
Р4 – бункер,
Р5 – загрузка – выгрузка станка станочными механизмами,
Р6 – обработка детали,
Р7 – загрузка станка роботом,
Р8 – выгрузка станка роботом,
Р9 – подача детали к роботу,
Р10 – отвод детали,
Р11 – загрузка станка станочными механизмами,
Р12 – выгрузка станка станочными механизмами,
4.2 Построение сложной сети Петри и расчет дублеров
Из операций, описанных выше можно построить сложную сеть Петри в виде последовательно соединенных дублеров. Сложная сеть Петри состоит из дублеров di, номер которого соответствует позиции Pi дерева иерархии. Дублеры обозначаются двойным кружком. Сложная сеть Петри соответствует следующему алгоритму:
По кнопке "Пуск" (переход t0) происходит загрузка станка роботом (дублер d7); затем происходит загрузка станка станочными механизмами (дублер d11); После этого по переходу t2 происходит обработка детали (дублер d6); далее происходит выгрузка детали станочными механизмами (дублер d12); потом происходит выгрузка станка роботом (дублер d8); после чего происходит отвод детали (дублер d10); и далее цикл повторяется.
5. Построение расчетно-контактной схемы
По описанию алгоритма запишем формулы для механизмов РК.
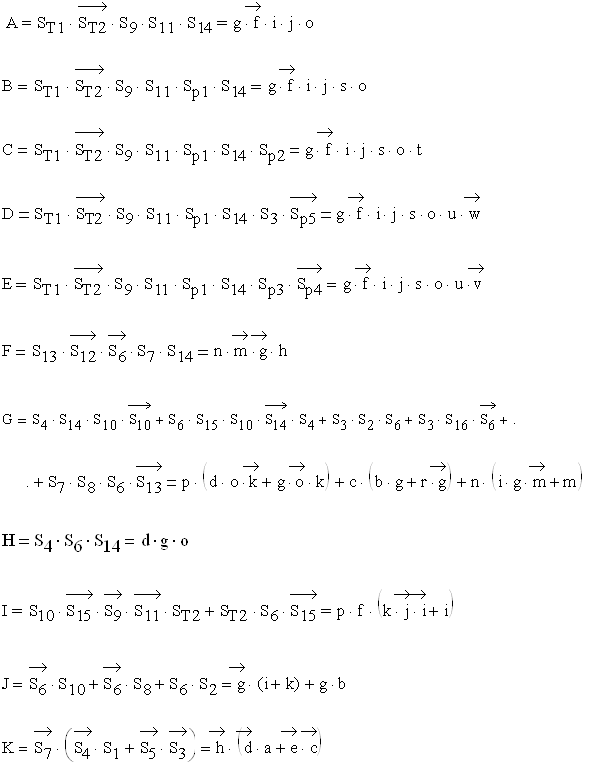
На основе формул строим РКС. Умножение записываем в виде последовательной цепи, а сложение в виде параллельного соединения. Нормально разомкнутые контакты показаны на рисунке 2.1, что соответствует прямому сигналу, нормально замкнутые контакты показаны на рисунке 2.2, что соответствует инверсному состоянию датчиков. Механизм обозначаем релейным объектом 2.3.
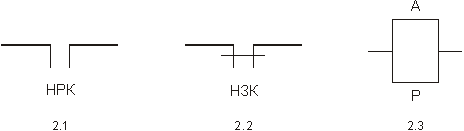
Рисунок 2 – Условные обозначения в РКС
6. Построение циклограммы
На основе сети Петри, а также алгоритма работы комплекса составляем циклограмму, которая представляет собой графическое изображение последовательности работы отдельных механизмов схемы во времени.
Работа элемента и наличие соответствующего этому элементу сигнала изображается на циклограмме отрезком горизонтальной прямой. Толстой линией обозначаются сигналы командных и исполнительных элементов. Слева от отрезка, на границе циклограммы проставляются его обозначения. Большими буквами латинского алфавита обозначаются исполнительные механизмы. Маленькими буквами латинского алфавита – сигналы датчика.
Последовательность работы элементов определяется положением концов отрезков, изображающих их работу, относительно левой границы циклограммы.
Воздействие одного элемента на другой изображается на циклограмме стрелкой указывающей направление воздействия.
Возможны четыре случая:
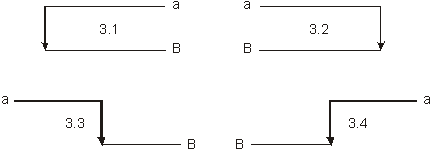
Рисунок 3 – Варианты воздействия датчиков на исполнительные элементы. (3.1 – Случай, когда появление сигнала датчика а приводит к появлению сигнала с исполнительного устройства В
3.2 – Исчезновение сигнала с датчика а приводит к прекращению работы с исполнительного органа В;
3.3 – Исчезновение сигнала с датчика а приводит к началу работы исполнительного органа В;
3.4 – Появление сигнала с датчика а приводит к прекращению работы исполнительного органа В).
Все временное пространство работы комплекса разбивается на такты. Под тактом подразумевается период, в течении которых в схеме не изменяется состояние ни одного из сигналов. На основе вышесказанного строится циклограмма, которая приведена на листе 2 приложения А.
7. Проверка составления РКС
7.1 Проверка по циклограмме
Данная проверка включает в себя еще три проверки. При первой анализируются, существуют ли записанные ранее условия срабатывания в течении всего включающего периода.
![]()
Проверку проведем по функции, составленной для главного привода.
В течении всего цикла работы комплекса условие включения не изменилось, т.е. данная формула удовлетворяет первой проверке.
При второй проверке анализируется, существуют ли записанные ранее условия несрабатывания в течении всего включающего периода. Для функции главного привода таких ситуаций, когда условие несрабатывания бы не выполнялось, нет. Следовательно, данная функция удовлетворяет и второму условию.
Третья проверка заключается в том, чтобы после отключения исполнительного элемента исключить возможность создания условий для его повторного (неправильного) включения. Т.к. функция главного привода представляет собой произведение всех сигналов и удовлетворяет двум предыдущим проверкам, т.е. никаких дополнительных элементов не вводится, то функция А однозначно определяет условия срабатывания и несрабатывания и исключает случай неправильного включения (т.е. функция А равна 1 только при одной комбинации датчиков), то функция А удовлетворяет и третьей проверке. Следовательно функция А составлена правильно.
Похожие работы
... . Различные этапы производственного процесса на машиностроительном заводе могут выполняться в отделочных цехах или в одном цехе. В соответствии с ГОСТ 26229 гибкая производственная система (ГПС) (гибкое автоматизированное производство - ГАП) - совокупность в разных сочетаниях оборудования с ЧПУ, роботизированных технологических комплексов, гибких производственных модулей, отдельных единиц ...
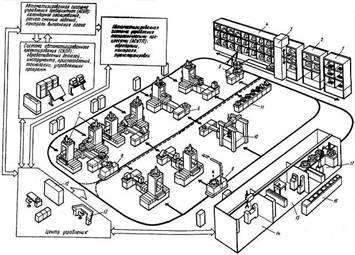
... элемент, который может быть самостоятельно разработан, изготовлен и внедрен, однако присущие ему функции он может выполнять только в составе модуля. Агрегатно-модульный принцип построения гибких производственных систем обеспечивает построение станочного модуля, в наибольшей степени приспособленного для изготовления деталей заданных конфигураций и размера (по числу и виду координат, их взаимному ...
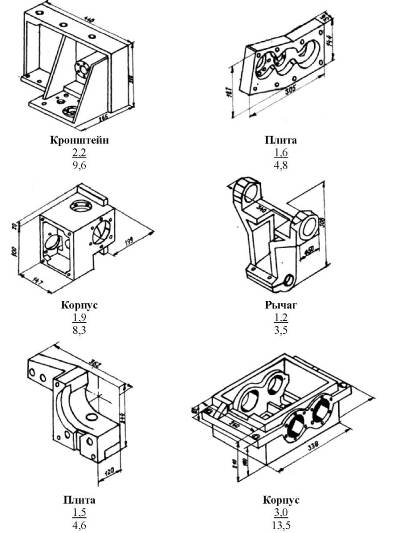
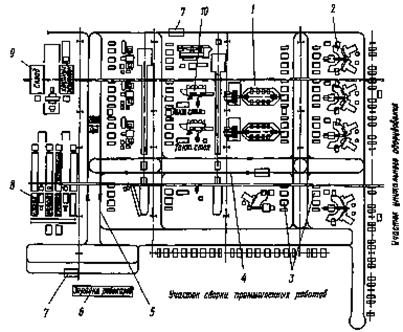
... (АСК), автоматизированная система удаления отходов производства (АСУОП), автоматизированная система технологической подготовки производства (АСТПП) и автоматизированная система управления производством (АСУП). 1. Исходные данные для проектирования Сведения о продукции: корпусные детали 75-ти наименований (рис. 1.1) с габаритными размерами от 100 до 400 мм из алюминиевых сплавов типа АЛ-9, ...
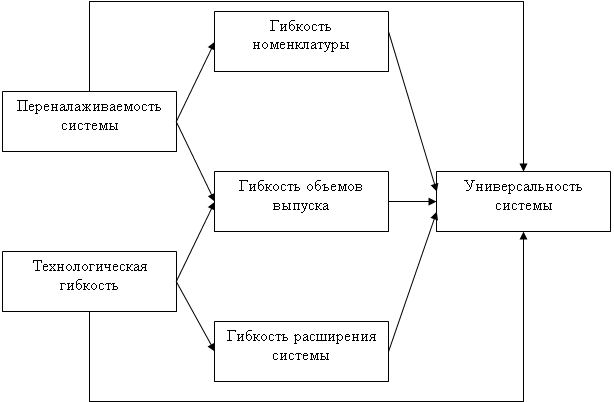

... процессов; средняя гибкость развития модулей системы; показатель уровня интеграции самостоятельных модулей; 2. Рычаги управления трудом в гибких производственных системах Специальных простых рычагов управления гибкой производственной системой не существует. Есть определенные последовательности, алгоритмы стандартных управляющих воздействий, ориентированные на выполнение критериальных ...
0 комментариев