Навигация
Составление управляющей программы
20091
знак
4
таблицы
6
изображений
9. Составление управляющей программы
Перед написанием программы проведем детализацию дублеров и напишем соответствие позиций сети Петри адресом ОЗУ контроллера NS-915. Представим данную операцию в виде таблицы:
Таблица 3 – Описание и адресация позиций сети Петри.
| № п/п | Обозн. | Функциональное описание | Адрес |
| d0 | Начальное состояние | ||
| 1 | P0 | Начальное состояние | 2000 |
| d7 | Загрузка станка роботом | ||
| 2 | P1 | Подвод транспортером детали | 2001 |
| 3 | P2 | Опускание робота | 2002 |
| 4 | P3 | Схват детали | 2003 |
| 5 | P4 | Подъем робота | 2004 |
| 6 | P5 | Перемещение робота | 2005 |
| 7 | P6 | Опускание робота | 2004 |
| 8 | P7 | Поворот робота и зажим детали на станке | 2006 |
| d11 | Загрузка станка станочным материалом | ||
| 9 | P8 | Отпускание детали | 2003 |
| 10 | P9 | Подъем робота | 2004 |
| d6 | Обработка детали | ||
| 11 | P10 | Включение подач | 2007 |
| 12 | P11 | Включение главного привода | 2008 |
| d12 | Разгрузка станка станочными механизмами | ||
| 13 | P12 | Опускание робота | 2004 |
| 14 | P13 | Схват детали | 2003 |
| 15 | P14 | Отвод пиноли | 2006 |
| d8 | Разгрузка станка роботом | ||
| 16 | P15 | Подъем робота | 2004 |
| 17 | P16 | Поворот робота и передвижение | 2009 |
| d10 | Отвод робота | ||
| 18 | P17 | Опускание робота | 2004 |
| 19 | P18 | Отпускание детали | 2003 |
| 20 | P19 | Подъем робота | 2004 |
| 21 | P20 | Передвижение робота | 2010 |
На основе таблицы запишем управляющую программу:
| 0000 | LD | 1007 | Описание начального состояния |
| 0001 | *C | 1012 | |
| 0002 | *C | 1021 | |
| 0003 | *C | 1011 | |
| 0004 | *C | 1014 | |
| 0005 | *C | 1025 | |
| 0006 | *C | 1026 | |
| 0007 | WR | 2000 | |
| 0008 | BR | 1130 | |
| 0009 | JM | 0000 | |
| 0010 | LD | 1025 | Задание функции А |
| 0011 | *C | 1026 | |
| 0012 | *C | 1009 | |
| 0013 | *C | 1010 | |
| 0014 | *C | 1013 | |
| 0015 | WR | 2008 | |
| 0016 | BR | 0010 | |
| 0017 | JM | 0018 | |
| 0018 | LD | 1025 | Задание функции В |
| 0019 | *C | 1026 | |
| 0020 | *C | 1009 | |
| 0021 | *C | 1010 | |
| 0022 | *C | 1013 | |
| 0023 | *C | 1016 | |
| 0024 | WR | 1007 | |
| 0025 | BR | 0018 | |
| 0026 | JM | 0027 | |
| 0027 | LD | 1025 | |
| 0028 | *C | 1026 | Описание функции С |
| 0029 | *C | 1009 | |
| 0030 | *C | 1010 | |
| 0031 | *C | 1016 | |
| 0032 | *C | 1013 | |
| 0033 | *C | 1017 | |
| 0034 | WR | 2007 | |
| 0035 | BR | 0027 | |
| 0036 | JM | 0037 | |
| 0037 | LD | 1025 | Описание функции D |
| 0038 | *C | 1026 | |
| 0039 | *C | 1009 | |
| 0040 | *C | 1010 | |
| 0041 | *C | 1016 | |
| 0042 | *C | 1013 | |
| 0043 | *C | 1003 | |
| 0044 | *C | 1021 | |
| 0045 | WR | 1007 | |
| 0046 | BR | 0037 | |
| 0047 | JM | 0048 | |
| 0048 | LD | 1025 | Описание функции Е |
| 0049 | *C | 1026 | |
| 0050 | *C | 1009 | |
| 0051 | *C | 1010 | |
| 0052 | *C | 1016 | |
| 0053 | *C | 1013 | |
| 0054 | *C | 1019 | |
| 0055 | *C | 1018 | |
| 0056 | WR | 2007 | |
| 0057 | BR | 0048 | |
| 0058 | JM | 0059 | |
| 0059 | LD | 1012 | Описание функции F |
| 0060 | *C | 1011 | |
| 0061 | *C | 1006 | |
| 0062 | *C | 1007 | |
| 0063 | WR | 2001 | |
| 0064 | BR | 0059 | |
| 0065 | JM | 0066 | |
| 0066 | LD | 1004 | Описание функции G |
| 0067 | *C | 1013 | |
| 0068 | *C | 1014 | |
| 0069 | *C | 1018 | |
| 0069 | LD | 1006 | |
| 0070 | *C | 1014 | |
| 0071 | *C | 1018 | |
| 0072 | *C | 1004 | |
| 0072 | + | ||
| 0073 | LD | 1003 | |
| 0074 | *C | 1002 | |
| 0075 | *C | 1006 | |
| 0076 | + | ||
| 0077 | LD | 1007 | |
| 0078 | *C | 1012 | |
| 0079 | + | ||
| 0080 | LD | 1007 | |
| 0081 | *C | 1008 | |
| 0082 | *C | 1006 | |
| 0083 | *C | 1013 | |
| 0084 | + | ||
| 0085 | WR | 2004 | |
| 0086 | BR | 0066 | |
| 0087 | JM | 0088 | |
| 0088 | LD | 1004 | |
| 0089 | *C | 1006 | |
| 0090 | *C | 1013 | |
| 0091 | WR | 1006 | |
| 0092 | BR | 0088 | |
| 0093 | JM | 0094 | |
| 0094 | LD | 1018 | Описание функции I |
| 0095 | *C | 1014 | |
| 0096 | *C | 1009 | |
| 0097 | *C | 1010 | |
| 0098 | *C | 1026 | |
| 0099 | LD | 1026 | |
| 0100 | *C | 1006 | |
| 0101 | *C | 1014 | |
| 0102 | + | ||
| 0103 | WR | 2006 | |
| 0104 | BR | 0094 | |
| 0105 | JM | 0106 | |
| 0106 | LD | 1006 | Описание функции J |
| 0107 | *C | 1018 | |
| 0108 | LD | 1006 | |
| 0109 | *C | 1008 | |
| 0110 | + | ||
| 0111 | LD | 1006 | |
| 0112 | *C | 1002 | |
| 0113 | + | ||
| 0114 | WR | 2003 | |
| 0115 | BR | 0106 | |
| 0116 | JM | 0117 | |
| 0117 | LD | 1007 | Описание функции К |
| 0118 | *C | 1004 | |
| 0119 | *C | 1001 | |
| 0120 | LD | 1007 | |
| 0121 | *C | 1005 | |
| 0122 | *C | 1003 | |
| 0123 | + | ||
| 0124 | WR | 2005 | |
| 0125 | BR | 0117 | |
| 0126 | JM | 0127 | |
| 0127 | LD | 2000 | Начальное состояние и переход на состояние 1 |
| 0128 | BR | 0130 | |
| 0129 | JM | 0000 | |
| 0130 | LD | 2001 | |
| 0131 | BR | 0130 | Переход из состояния 1 в состояние 2 |
| 0132 | LD | 2002 | |
| 0133 | BR | 0132 | Переход из состояния 2 в состояние 3 |
| 0134 | LD | 2003 | |
| 0135 | BR | 0134 | Переход из состояния 3 в состояние 4 |
| 0136 | LD | 2004 | |
| 0137 | BR | 0136 | Переход из состояния 4 в состояние 5 |
| 0138 | LD | 2005 | |
| 0139 | BR | 0138 | Переход из состояния 5 в состояние 6 |
| 0140 | LD | 2004 | |
| 0141 | WR | 1033 | Переход из состояния 6 в состояние 7 |
| 0142 | BR | 0140 | |
| 0143 | LD | 2006 | |
| 0144 | WR | 1035 | Переход из состояния 7 в состояние 8 |
| 0145 | BR | 0143 | |
| 0146 | LD | 2003 | |
| 0147 | WR | 1036 | Переход из состояния 8 в состояние 9 |
| 0148 | BR | 0146 | |
| 0149 | LD | 2004 | |
| 0150 | WR | 1033 | Переход из состояния 9 в состояние 10 |
| 0151 | BR | 0149 | |
| 0152 | LD | 2007 | |
| 0153 | WR | 1027 | Переход из состояния 10 в состояние 11 |
| 0154 | BR | 0152 | |
| 0155 | LD | 2008 | |
| 0156 | WR | 1028 | Переход из состояния 11 в состояние 12 |
| 0157 | WR | 1029 | |
| 0158 | WR | 1030 | |
| 0159 | WR | 1031 | |
| 0160 | BR | 0155 | |
| 0161 | LD | 2004 | Переход из состояния 12 в состояние 13 |
| 0162 | WR | 1033 | |
| 0163 | BR | 0161 | |
| 0164 | LD | 2003 | |
| 0165 | WR | 1036 | Переход из состояния 13 в состояние 14 |
| 0166 | BR | 0164 | |
| 0167 | LD | 2006 | |
| 0168 | WR | 1035 | Переход из состояния 14 в состояние 15 |
| 0169 | BR | 0167 | |
| 0170 | LD | 2004 | |
| 0171 | WR | 1033 | Переход из состояния 15 в состояние 16 |
| 0172 | BR | 0170 | |
| 0173 | LD | 2009 | |
| 0174 | WR | 1037 | Переход из состояния 16 в состояние 17 |
| 0175 | BR | 0173 | |
| 0176 | LD | 2004 | |
| 0177 | WR | 1037 | Переход из состояния 17 в состояние 18 |
| 0178 | BR | 0176 | |
| 0179 | LD | 2003 | |
| 0180 | WR | 1036 | Переход из состояния 18 в состояние 19 |
| 0181 | BR | 0179 | |
| 0182 | LD | 2004 | |
| 0183 | WR | 1033 | Переход из состояния 19 в состояние 20 |
| 0184 | BR | 0182 | |
| 0185 | LD | 2010 | |
| 0186 | WR | 1037 | Переход из состояния 20 в состояние 30 |
| 0187 | BR | 0185 | |
| 0188 | JM | 0127 | Повторение цикла |
Список литературы
1. "Системы управления автоматических машин" Рабинович А. Н. "Техника", 1973, 440 с.
2. "Логическое управление дискретными процессами" Юцицкий С. А. М.: "Машиностроение", 1987, 176 с.
3. "Металлорежущие станки" учебник для машиностроительных вузов" Пуша В. Э., М.: "Машиностроение", 1985, 256 с.
4. "Синтез микропрограммных автоматов" Баранов С. И., Л.: "Энергия", 1979, 232 с.
5. "Математическое обеспечение процессорных устройств ЧПУ" Сосонкин В. Л., М.: "НИИМАШ", 1981, 80 с.
6. "Автоматизированные технологические комплексы", М.: "НИИМАШ", 1981, 103 с.
7. "Автоматические станочные системы", М.: "Машиностроение", 1982, 319 с.
Похожие работы
... . Различные этапы производственного процесса на машиностроительном заводе могут выполняться в отделочных цехах или в одном цехе. В соответствии с ГОСТ 26229 гибкая производственная система (ГПС) (гибкое автоматизированное производство - ГАП) - совокупность в разных сочетаниях оборудования с ЧПУ, роботизированных технологических комплексов, гибких производственных модулей, отдельных единиц ...
... элемент, который может быть самостоятельно разработан, изготовлен и внедрен, однако присущие ему функции он может выполнять только в составе модуля. Агрегатно-модульный принцип построения гибких производственных систем обеспечивает построение станочного модуля, в наибольшей степени приспособленного для изготовления деталей заданных конфигураций и размера (по числу и виду координат, их взаимному ...
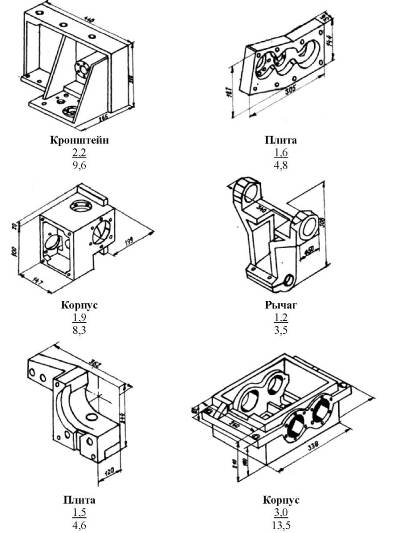
... (АСК), автоматизированная система удаления отходов производства (АСУОП), автоматизированная система технологической подготовки производства (АСТПП) и автоматизированная система управления производством (АСУП). 1. Исходные данные для проектирования Сведения о продукции: корпусные детали 75-ти наименований (рис. 1.1) с габаритными размерами от 100 до 400 мм из алюминиевых сплавов типа АЛ-9, ...

... процессов; средняя гибкость развития модулей системы; показатель уровня интеграции самостоятельных модулей; 2. Рычаги управления трудом в гибких производственных системах Специальных простых рычагов управления гибкой производственной системой не существует. Есть определенные последовательности, алгоритмы стандартных управляющих воздействий, ориентированные на выполнение критериальных ...
0 комментариев