Навигация
Проверка по таблице состояний
20091
знак
4
таблицы
6
изображений
7.2 Проверка по таблице состояний
Проверку проводим для привода перемещения робота К.
Таблица 2 – Состояния функции К.
| К | h | d | a | e | c |
| 0 | 1 | * | * | * | * |
| 0 | 1 | 1 | 0 | 1 | 0 |
| 1 | 0 | 0 | 1 | 0 | 0 |
| 1 | 0 | 0 | 1 | 1 | 0 |
| 1 | 0 | 0 | 1 | 0 | 1 |
| 1 | 0 | 0 | 1 | 1 | 1 |
| 0 | 0 | 0 | 0 | 1 | 0 |
| 0 | 0 | 0 | 0 | 0 | 1 |
| 0 | 0 | 0 | 0 | 1 | 1 |
| 1 | 0 | 0 | 0 | 0 | 0 |
| 1 | 0 | 0 | 1 | 0 | 0 |
| 1 | 0 | 1 | 0 | 0 | 0 |
| 1 | 0 | 1 | 1 | 0 | 0 |
| 0 | 0 | 1 | 1 | 1 | 1 |
| 0 | 0 | 1 | 1 | 1 | 0 |
| 0 | 0 | 1 | 1 | 0 | 1 |
| 0 | 0 | 1 | 0 | 1 | 0 |
| 0 | 0 | 1 | 0 | 0 | 1 |
| 0 | 0 | 1 | 0 | 1 | 1 |
Запишем функцию К как сумму функций 1; т.е. функций имеющих значение 1 только при одной комбинации датчиков.

Производим упрощение по законам алгебры логики.
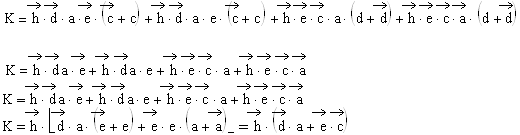
![]()
формула записана правильно.
8. Составление бесконтактно логической схемы
На основании функции, составленных ранее строим бесконтактную логическую схему.
При разработке приняты следующие обозначения:
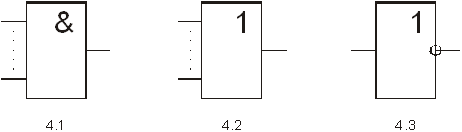
Рисунок 4 – Условные графические обозначения элементов в бесконтактной логической схеме.
На рисунке 4.1 представлен логический элемент "И" (умножение).
На рисунке 4.2 представлен логический элемент "ИЛИ" (сложение).
На рисунке 4.3 представлен логический элемент "НЕ" (инверсия или отрицание).
Построение логической схемы представим на примере – составим бесконтактную логическую схему для управления приводом перемещения роботом К.
Ранее была проведена проверка формулы составленной для привода К.
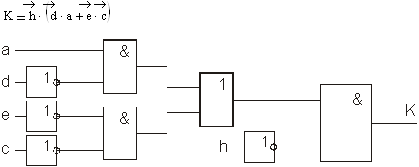
Рисунок 5 - Бесконтактная логическая схема для элемента К.
Похожие работы
... . Различные этапы производственного процесса на машиностроительном заводе могут выполняться в отделочных цехах или в одном цехе. В соответствии с ГОСТ 26229 гибкая производственная система (ГПС) (гибкое автоматизированное производство - ГАП) - совокупность в разных сочетаниях оборудования с ЧПУ, роботизированных технологических комплексов, гибких производственных модулей, отдельных единиц ...
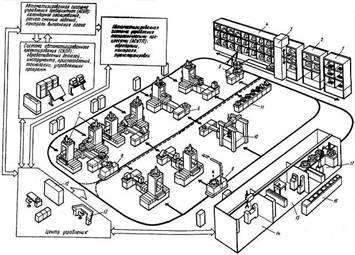
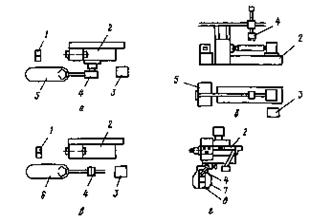
... элемент, который может быть самостоятельно разработан, изготовлен и внедрен, однако присущие ему функции он может выполнять только в составе модуля. Агрегатно-модульный принцип построения гибких производственных систем обеспечивает построение станочного модуля, в наибольшей степени приспособленного для изготовления деталей заданных конфигураций и размера (по числу и виду координат, их взаимному ...
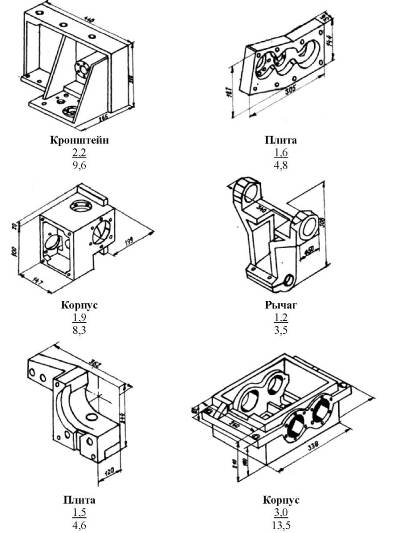
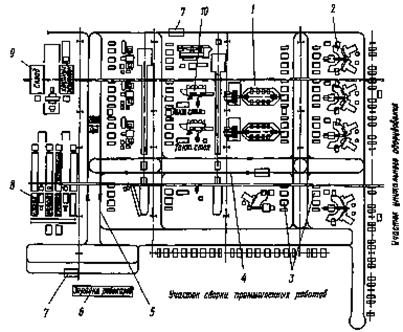
... (АСК), автоматизированная система удаления отходов производства (АСУОП), автоматизированная система технологической подготовки производства (АСТПП) и автоматизированная система управления производством (АСУП). 1. Исходные данные для проектирования Сведения о продукции: корпусные детали 75-ти наименований (рис. 1.1) с габаритными размерами от 100 до 400 мм из алюминиевых сплавов типа АЛ-9, ...

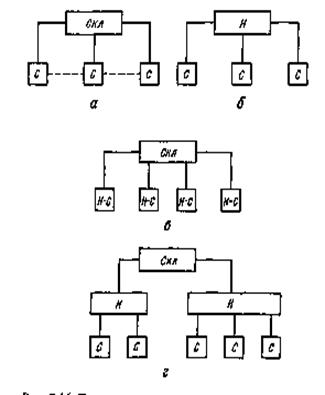
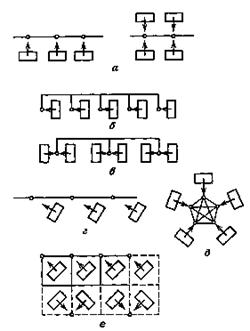
... процессов; средняя гибкость развития модулей системы; показатель уровня интеграции самостоятельных модулей; 2. Рычаги управления трудом в гибких производственных системах Специальных простых рычагов управления гибкой производственной системой не существует. Есть определенные последовательности, алгоритмы стандартных управляющих воздействий, ориентированные на выполнение критериальных ...
0 комментариев