Анализ способов повышения надежности и долговечности работы манжетных уплотнений валов автомобилей
Экспериментальные исследования процесса обработки выглаживанием широким самоустанавливающимся инструментом
Далее для упрощения расчета произвести развертку цилиндрической поверхности так, как показано на рис. 4.1.б;
Алгоритм решения систем нелинейных уравнений численным методом
Выбор необходимого решения из решений полученных на этпах. 5.1. и 5.2. путем отыскания из них решения с наименьшим значением y
Анализ результатов математического моделирования
Определение затрат на НИР (предпроизводственных затрат)
Расчет экономического эффекта от реализации проекта
Навигация
Экспериментальные исследования процесса обработки выглаживанием широким самоустанавливающимся инструментом
Повышение надежности и долговечности работы манжетных уплотнений валов автомобилей ВАЗ
106261
знак
13
таблиц
35
изображений
3. Экспериментальные исследования процесса обработки выглаживанием широким самоустанавливающимся инструментом
3.1 Выявление зависимости между основными параметрами обработки и качеством обработанной поверхности по критерию шероховатости
Для оценки эффективности способа обработки выглыжаванием шиорким самоустанавливающимся инструментом (см. рис. 1.20-1.23) была отобрана партия коленчатых валов 2112-1005020 в количестве 5 шт. из высокопрочного чугуна ВЧ75-50-03 с твердостью обрабатываемых поверхностей 45HRC, взятых после окончательного шлифования, и обработана данным способом на модернизированном станке механосборочного производства ОАО «АвтоВАЗ» фирмы «Нагель» 30.012.724.32. Обработке подверглись шейки коленчатого вала под манжетное уплотнение (Æ28 мм и Æ80 мм) при частоте вращения заготовки 100 об/мин. Обработанные поверхности подверглись замерам на шероховатость и некруглость в метрологическом зале корпуса 15/2 МСП (замер шероховатости осуществлялся на профилометре-профилографе Perthen SI0 D (зав. № 6564), замер на некруглость – Талиценте Taylor-Hobson (зав. № 112/1322-217А)) результаты измерений представлены в таблице 3.1 и приложении 1. В результате обработки была достигнута шероховатость, находящаяся в пределах поля допуска технических требований на данные поверхности по чертежу детали: Ra 0.2…0.4 мкм. Остальные технические требования к обрабатываемым поверхностям также находятся в рамках, заданных конструктором на чертеже.
Для нахождения оптимальных параметров предложенный метод обработки был проведен в производственных условиях двухфакторный многоуровневый эксперимент (52). При обработке полученных данных при проведении эксперимента были найдены оптимальные параметры обработки процесса (при выглаживании шейки Æ 28 мм оптимальной силой прижатия инструментов является F=6350 Н, число совершаемых оборотов детали в процессе обработки N=8; при обработки шейки Æ 80 мм – F=9000 Н, N=6). Также была получена полиномиальная зависимость влияния основных параметров обработки (F, N) на шероховатость обработанной поверхности:
при обработке шейки Æ28 мм:
![]() ,
,
а при обработке шейки Æ80 мм:
![]() ,
,
где F – нагрузка, прикладываемая к каждому инструменту, Н (X1); N – число совершаемых оборотов детали в процессе обработки, об (X2).
Более подробные результаты эксперимента представлены в [4, 34].
Таблица 3.1Результаты замеров обработанных поверхностей
| № детали | Диаметр Шейки, мм | Ra, мкм (исходная) | Режимы обработки | Результаты | |||
| Q кгс/см2 | F, Н | N | Ra, мкм | , мм | |||
| 1 | Æ28 | 0.93 | 20 | 6800 | 10 | 0.26 | 0.0024 |
| Æ80 | 0.5 | 15 | 4500 | 10 | 0.26 | 0.0018 | |
| 2 | Æ28 | 0.9 | 35 | 12000 | 2.5 | 0.28 | 0.0022 |
| Æ80 | 0.55 | 25 | 7500 | 2.5 | 0.27 | 0.0019 | |
| 3 | Æ28 | 0.87 | 25 | 8500 | 5 | 0.24 | 0.0027 |
| Æ80 | 0.52 | 20 | 6000 | 5 | 0.27 | 0.002 | |
| 4 | Æ28 | 0.94 | 25 | 8500 | 9 | 0.23 | 0.002 |
| Æ80 | 0.55 | 20 | 6000 | 9 | 0.24 | 0.0016 | |
| 5 | Æ28 | 0.91 | 35 | 12000 | 3 | 0.25 | 0.0014 |
| Æ80 | 0.58 | 30 | 8900 | 3 | 0.28 | 0.0019 | |
| где F – сила прикладываемая к инструментам; N – число совершаемых оборотов за время обработки (для широкого выглаживания); Ra – шероховатость обработанной поверхности; Q – давление в гидросистеме. | |||||||
Для исследования изменения микротвердости приповерхностном слое шеек коленчатого вала обработанных широким выглаживанием были отобраны валы, сальниковые шейки которых обработанны при следующих режимах: Æ80 мм – сила прижатия инструмента к обрабатываемой поверхности 12000 Н, за время обработки было совершено 3 оборота детали; Æ28 мм – сила прижатия инструмента к обрабатываемой поверхности 8900 Н, за время обработки было совершено 3 оборота детали. Замеры микротвердости осуществлялись на микротвердомере ПМТ-3. Результаты измерений представлены на рис. 3.2.
Таблица 3.2
Распределение микротвердости в приповерхностном слое детали, обработанной широким выглаживанием
| Глубина измерения, мкм | Значение микротвердости шейки Æ28 мм | Глубина измерения, мкм | Значение микротвердости шейки Æ80 мм |
| 30 | 1005 | 30 | 752 |
| 60 | 891 | 60 | 677 |
| 90 | 752 | 90 | 612 |
| 120 | 713 | 120 | 412 |
| 150 | 643 | 150 | 396 |
| 180 | 328 | 180 | 353 |
| 210 | 317 | 210 | 353 |
| 240 | 317 | 240 | 317 |
| 270 | 317 | 270 | 317 |
| 300 | 317 | 300 | 317 |
Из таблицы 3.2. видно что обработка выглаживанием дает прирост твердости на поверхности в 2…3 раза, при том, упрочнение шейки Æ28 мм происходит более эффективно, это связано с тем, что скорость обработки данной шейки меньше, чем при обработке шейки Æ80 мм (вопрос о влиянии скорости выглаживания на прирост твердости обработанной поверхности рассмотрен в п. 2.3).
3.3 Испытания инструментов на стойкость при широком выглаживании
Для широкого внедрения процесса выглаживания массовое в производство важно изыскать более дешевые и легко обрабатываемые инструментальные материалы. Инструментом для классического (с продольной подачей) выглаживания является алмаз (около ¾ карата) с тщательно доведенной рабочей сферической частью (радиус сферы 1,2 – 1,3 мм). Он вдавливается в обрабатываемую поверхность и при перемещении вдоль нее улучшает чистоту поверхности за счет пластического течения металла, а также упрочняет поверхностный слой детали. Алмаз отличается высокой стойкостью, однако, его экономически нецелесообразно использовать при изготовлении широких выглаживатель, так как он очень дорог, а затраты на инструментальный материал при изготовлении широких выглаживателей гораздо больше, чем при изготовлении классических.
Для этого был проанализирован ряд инструментальных материалов: титанокобальтовые – Т30К4, Т15К6, Т14К8, Т5К10, вольфрамокобальтовые – ВК2, ВК3М, ВК4, ВК6М, ВК8 и титанотанталокобальтовые свердые сплавы – ТТ10К8А, ТТ10К8Б, минералокерамика ЦМ-332 [23]. С точки зрения доступности и распространенности особый интерес представляют такие сплавы как: Т14К8, Т30К4, ВК8, ВК6. Был проведен ряд экспериментов на стойкость данных материалов, который выявил, что наиболее экономически эффективно применять в качества инструментального материала при изготовлении широких выглаживателей вольфрамокобальтовые твердые сплавы ВК8, ВК6. Титанокобальтовые сплавы обладает несколько большей износостойкостью, чем вольфрамокобальтовые, однако они и более хрупкие в результате чего чаще подвергались разрушению («подвергались выкрашиванию»), в то время как вольфрамокобальтовые сплавы стояли до полного износа и после доводки алмазной пастой могли использоваться повторно.
Сплав ВК8 на данный момент времени используется в качестве основного материала при изготовлении широких выглаживателей и был использован для проведения стойкостных испытаний в производственных условиях. Испытания на стойкость проводились при следующих условиях:
- обработке подвергались сальниковые шейки коленчатого вала 2112-1005020 (см. п. 3.1.);
- параметры обработки – сила прижатия каждого инструмента к обрабатываемой поверхности 8000 Н, за время обработки совершалось 3 оборота детали;
- исходная шероховатость на шейки Æ28 мм – Ra=1,2…1,5 мкм, на шейки Æ80 мм – Ra=0,8…0,9 мкм;
- износостойкость оценивалась в метрах пройденного пути инструментами за общее время обработки, критерием износа инструмента считался выход шероховатости обработанной детали за рамки допуска.
Результаты испытаний представлены на рис. 3.1-3.2. График 1 на обоих рисунках обозначает сплав ВК8 без покрытий. Обработка велась с подачей СОЖ РЖ8. График 2 обозначает сплав ВК8 с напылением нитрида титана. График 3 обозначает сплав ВК8 с напылением нитрида титана в условиях ассистирования газовой плазмой.
Из графиков видно, что инструменты простояли достаточно долгое время (около 1200 деталей, что соответствует 3 сменам работы и весьма приемлемо для массового производства). Однако инструментам требуется некоторое время для приработки, что явно выражено на всех графиках.
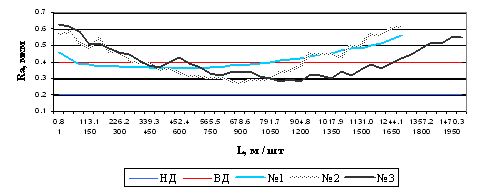
Рис. 3.1. Результаты стойкостных испытаний при обработке шейки Æ80 мм:
1 – ВК8; 2 – ВК8 с напылением TiN, 3 – ВК8 с напылением TiN в условиях ассистирования газовой плазмой;
НД – нижний допуск по шероховатости; ВД – нижний допуск по шероховатости

Рис. 3.2. Результаты стойкостных испытаний при обработке шейки Æ80 мм:
1 – ВК8; 2 – ВК8 с напылением TiN, 3 – ВК8 с напылением TiN в условиях ассистирования газовой плазмой;
НД – нижний допуск по шероховатости; ВД – нижний допуск по шероховатости
В целом эксперимент проходил в 3 этапа.
На первом этапе использовались инструменты, рабочая часть которых изготовлена из твердого сплава ВК8 (радиус рабочей части инструмента R»1,5 мм, шероховатость Ra=0,06…0,07 мкм). На данном этапе были получены весьма приемлимые результаты. Стойкость инструментов, как уже было сказано, составила около 1200 деталей.
На втором этапе была поставлена задача – повысить стойкость инструментов и попытаться провести процесс обработки без СОЖ путем нанесения на поверхность инструмента износостойкого покрытия нитрида титана TiN. Покрытие наносилось при следующих условиях: предварительная очистка поверхностей осуществлялась аргоном, температура окружающий среды при нанесении покрытий составляла 450°С, конденсация титана происходила с двух катодов в течении 40 минут. Азот подавался в камеру в виде газа N2 и ионизировался на поверхности титана. Глубина покрытия при этом достигала до 6 мкм. Результаты испытаний оказались неудовлетворительными. Это можно объяснить наличием так называемой «капельной фазы» при нанесении покрытий на инструмент, в результате которой поверхность инструмента приобрела матовость и шероховатость повысилась до 0,1…0,12 мкм, что привело к необходимости очень длительного времени на приработку инструмента в процессе обработки (см. рис. 3.2-3.1 графики № 2).
Задачей 3 этапа было получение более гладкой поверхности рабочей части инструмента после нанесения покрытия. Это было достигнуто путем подачи в камеру, где происходил процесс нанесения покрытия TiN, азота не в виде газа N2, а в виде ионов N+2. В результате чего покрытие получалось более мелкозернистое, а «капельная фаза» протекала быстрее. Но это также не дало ожидаемого эффекта, хотя из графиков видно некоторое улучшение протекания процесса обработки. На всех графиках видно, что обработка шейки Æ28 мм протекает хуже, чем обработка шейки Æ80 мм. Это объясняется тем, что исходная шероховатость первой шейки хуже, чем у второй (см. усл. провед. эксперимента).
4. Разработка математической модели отделочно-упрочняющей обработки, наносящей микрорельеф на поверхность шеек валов.
4.1 Создание математической модели геометрического построения микрорельефа обработанной поверхности
Для того, чтобы произвести расчет предложенного метода обработки (см. рис. 1.24), предлагается следующий подход к решению данной задачи:
1. обрабатываемую шейку вала, которая является цилиндрической поверхностью разбить на Kx точек по ширине поверхности, и на Kу точек по окружности детали (см. рис. 4.1.а);
Похожие работы

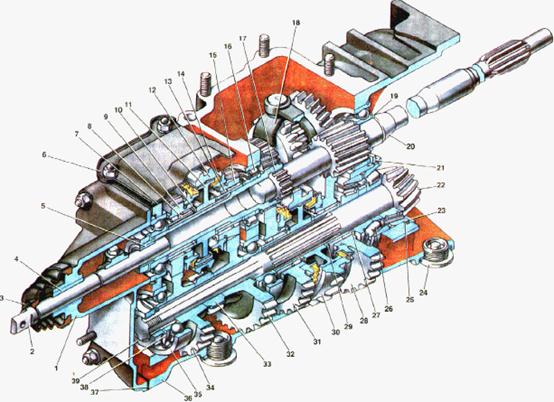
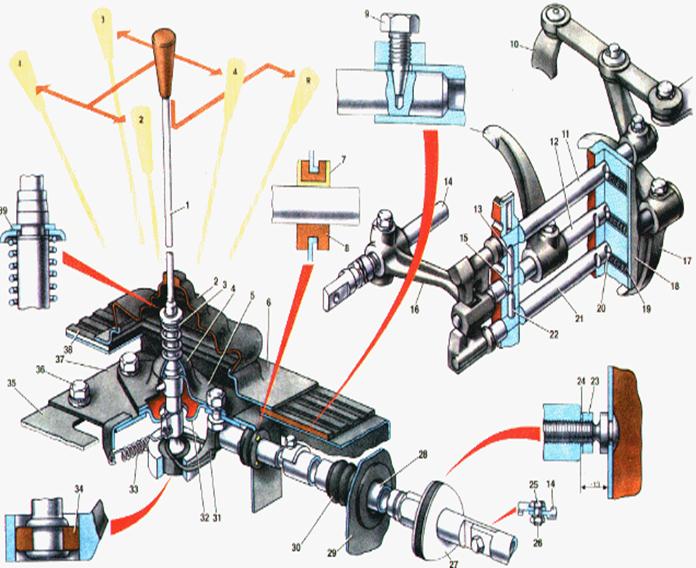
... хода зубчатое колесо 3 передвигают назад, вводя его в зацепление с промежуточным зубчатым колесом 5 передачи заднего хода, свободно вращающимся на своей оси. Общее устройство коробки передач На различных автомобилях устройство коробки передач может отличаться, но принципиальная схема остаётся примерно одинаковой. В этом разделе мы рассмотрим общее её устройство. Коробка передач (рис. 1) ...
... -12рк (ТУ 38.101844-80). ТАД-17И (класс 18) получают смешением остаточного и дистиллятного масел с введением многофункциональной и депрессорной присадок. Масло обладает высокими эксплуатационными свойствами, является универсальным и может применяться в тяжелонагруженных цилиндрических, спирально-конических и гипоидных передачах грузовых и легковых автомобилей в умеренной и жаркой климатических ...
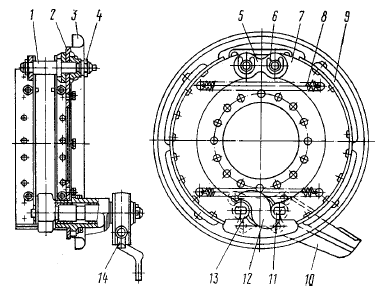
... колодка тормозная; 8 – пружина; 9 – накладка фрикционная; 10-кронштейн разжимного кулака; 11 – ось ролика; 12 – кулак разжимной; 13 – ролик; 14 – рычаг регулировочный 1.2 Устройство тормозной системы с пневматическим приводом Устройство тормозной системы показано на рис. 1.2. Источником сжатого воздуха в приводе является компрессор 9. Компрессор, регулятор давления 11, предохранитель 12 от ...
0 комментариев