Анализ способов повышения надежности и долговечности работы манжетных уплотнений валов автомобилей
Экспериментальные исследования процесса обработки выглаживанием широким самоустанавливающимся инструментом
Далее для упрощения расчета произвести развертку цилиндрической поверхности так, как показано на рис. 4.1.б;
Алгоритм решения систем нелинейных уравнений численным методом
Выбор необходимого решения из решений полученных на этпах. 5.1. и 5.2. путем отыскания из них решения с наименьшим значением y
Анализ результатов математического моделирования
Определение затрат на НИР (предпроизводственных затрат)
Расчет экономического эффекта от реализации проекта
Навигация
Расчет экономического эффекта от реализации проекта
Повышение надежности и долговечности работы манжетных уплотнений валов автомобилей ВАЗ
106261
знак
13
таблиц
35
изображений
8.2.2 Расчет экономического эффекта от реализации проекта
8.2.2.1 Экономический эффект от применения нового инструмента
Расход инструмента на одну деталь в базовом варианте:
![]()
где Ци – цена одного инструмента; Ктр – коэффициент транспортных расходов; Сзам=15 руб – стоимость замены 1 рулона полировальной ленты; Крул=0,0008 – удельный расход полировальной ленты для обработки одной детали (данные с ВАЗа);
Расход инструмента на одну деталь в проектном варианте:
![]()
где Ци – цена одного инструмента; Ктр – коэффициент транспортных расходов; Ври – выручка от реализации изношенного инструмента; Ку – коэффициент случайной убыли инструмента; Нпер – число допустимых переточек; Спер – стоимость одной переточки; Ти – стойкость инструмента между переточками в часах.
Дополнительная прибыль от использования нового инструмента:
Пр.и = (Ри2 – Ри1)×Пг = (0,06-0,02)×250000 = 10000 р.
8.2.2.2 Экономический эффект от применения безсожевой обработки
Станок имеет собственную замкнутую систему подачи СОЖ. В качестве СОЖ прменяется масло РЖ8, ежеквартально оно заливается в бак емкостью 400 литров. Итого в год необходимо 1600 литров СОЖ. Цена одного литра 8,62 руб. Тогда дополнительная прибыль от отказа использования СОЖ составит:
Пр.сож = Цсож×Расход = 8,62×1600 = 13792 руб.
8.2.2.3 Экономический эффект от снижения потерь брака в производстве
![]()
=(1000·0,01-1000·0,006)·250000 = 1002151,6 руб.
где Бр – процент брака продукции (Бр.баз.=0,01%, Бр.пр =0,006% - данные ВАЗ); Сполн. – себестоимость детали.
8.2.2.4 Суммарная ожидаемая прибыль
Пр.ож=Э = Пр.и+Пр.сож+Пр.брак=10000+13792 +1002151,6 =1 025 943,6 руб
8.2.2.5 Налог на прибыль:
![]() 1025943,6 ·0,32=328 301,95 руб.,
1025943,6 ·0,32=328 301,95 руб.,
где Кнал – коэффициент налогообложения прибыли (принимаем равным 0,32)
8.2.2.6 Чистая ожидаемая прибыль:
![]() 1025943,6 - 328301,95 = 697 641,65руб.
1025943,6 - 328301,95 = 697 641,65руб.
8.2.2.7 Расчетный срок окупаемости капитальных вложений:
![]() 0,12 года или примерно 1,5 месяца
0,12 года или примерно 1,5 месяца
где ![]() - капитальные вложения (инвестиции), необходимые для приобретения вновь вводимого оборудования, дорогостоящей оснастки, инструмента, а также затраты на эксплуатацию дополнительной площади.
- капитальные вложения (инвестиции), необходимые для приобретения вновь вводимого оборудования, дорогостоящей оснастки, инструмента, а также затраты на эксплуатацию дополнительной площади.
![]() =Змод+Знир=8574,5+76872,3=85 446,8 руб. (в нашем варианте идет модернизация станка, т.е. первоначальный станок уже имеется на ВАЗе, поэтому необходимы следующие капиталовложения: затраты на модернизацию станка и затраты на проектирование и НИР.
=Змод+Знир=8574,5+76872,3=85 446,8 руб. (в нашем варианте идет модернизация станка, т.е. первоначальный станок уже имеется на ВАЗе, поэтому необходимы следующие капиталовложения: затраты на модернизацию станка и затраты на проектирование и НИР.
8.2.2.8 Экономический эффект от уменьшения затрат на гарантийное обслуживание
![]() (621-250)·157,4= 58 395,4 руб.
(621-250)·157,4= 58 395,4 руб.
где Нбаз, Нпр – количество отказов по данному дефекту в гарантийный период из расчета на год (данные ОАРиЗЧ ВАЗа);
Зд – затраты на ликвидацию дефекта (данные ОАРиЗЧ ВАЗа);
8.2.2.9 Общий народный эффект
Пр.и+Пр.сож+Пр.брак+Эгар=10000+13792 +1002151,6 +58 395,4 = 1 084 339 р.
Вывод: С помощью расчетов была доказана эффективность применения данного проекта, так как все затраты на его реализацию окупятся примерно через 1,5 месяца. Ежегодная дополнительная производственная прибыль от модернизации одного станка составит 1 025 943,6 руб. За счет повышения качества выпускаемой продукции (при изготовлении продукции по старому техпроцессу имел место 621 дефект в год на гарантийно-обслуживаемых автомобилях ВАЗ 2110, их количество было сокращено до 250, без учета автомобилей не зарегистрированных с данным дефектом в ОАРиЗЧ ВАЗа по некоторым причинам, а также автомобилей с данным дефектом после гарантийного срока обслуживания). В результате потребительская прибыль от модернизации одного станка составит 58395,4 руб, а общий народный экономический эффект – 1084 339 руб.
Заключение
Представленные в дипломной работе материал являются итогом длительной научно-исследовательской работой автора и группы сотрудников Тольяттинского государственного университета. Работы, связанные с проблемами повышения эксплутационных характеристик рабочих поверхностей деталей (в частности подманжетных шеек валов) методами ППД, выполнялись, начиная с 1955 года, при неизменной поддержке следующих специалистов: Бабичева А.П., Барац Я.И., Браславский В.М., Одинцов Л.Г., Папшев Д.Д., Смелянский В.М., Хворостухин Л.А., Чепа П.А., Шнейдер Ю.Г. и др.
Основные положения данной работы были представлены на Международных, Всероссийских и Областных научно-технических конференциях (всего 14 публикаций). За время проведения научно-исследовательской работы была получена регистрация на разработанный программный продукт «Алгоритм расчета системы нелинейных уравнений численным методом» в отраслевом фонде алгоритмов и программ (ОФАП) под номером 1906 и во ВНИИЦ с присвоением номера государственной регистрации – 50200200165.
Практическая реализация результатов работы осуществлена в цехе Мотор-8 Механосборочного производства АО «АвтоВАЗ» при механической обработке коленвалов 2112-1005020 на операции 240 на станке ф. Нагель 012.724.32.00 (см. приложение).
Материал представленный в данной работе вошел в отчет научно-исследовательской работы Мельникова П.А. и Хамидулловой Л.Р. и представлен на конкурс НИР студентов в 2002 г.
Лимитирующая часть научных результатов входит в создаваемую автором диссертацию на соискание ученой степени кандидата технических наук.Список литературы
1. Бабешко В.А., Воронович И.И., Селезнев М.Г. Вибрация штампа на двуслойном основании // Прикладная математика и механика. 1977. Т. 41. И. 1. С. 166–173. N26
2. Барац Я.И. Оптимальное сочетание методов ППД при финишной обработке сопрягаемых поверхностей, работающих в условиях трения скольжения. – Научн. конференция: Надежность механических систем, 1995, с.19-20.
3. Бескопыльный А.Н., Селезнев М.Г., Углич К.С. Осесимметричное вдавливание усеченного конуса в однородное полупространство при упругопластическом деформировании //Изв. Вузов. Северо-Кавказский регион. Технические науки. 1998. №2. С 20–24. N25
4. Бобровский Н.М. и др. Экспериментальные исследования процесса обработки выглаживанием широким самоустанавливающимся инструментом в производственных условиях // Прогрессивные техпроцессы в машиностроении. Тр. Всероссийской конференции с международным участием. – Тольятти: ТГУ, 2002. – с. 30-33. N21
5. Боуден Ф.П. и Тейбор Д. Трение и смазка твердых тел. Пер. с англ. Под. ред. д.т.н. И.В. Крагельского. М., «Машиностроение», 1968.- с. 543 .
6. Буренин В.В. Манжетные уплотнения для вращающихся валов. Станки и инструмент, № 3, 1985, с. 24-26. N10
7. Воронцов Ю.Е. ППД повышает усталостную прочность. – Машиностроитель, 1966, №6.
8. Голубев Г.А. Контактные уплотнения вращающихся валов. – М.: «Машиностроение», 1976. – 264 с., ил. N2
9. Гультяев A. MATLAB 5.2. Имитационное моделирование в среде Windows. – СПб.: КОРОНА-принт, 1999. N28
10. Дьяконов В. П. MATLAB: учебный курс. – СПб: Питер, 2001.– 560с.: ил. N27
11. Евсин Е.А. Исследование возможности оптимизации инструмента для алмазного выглаживания. – Межвуз. сб. научн. трдов: Совершенствование процессов абразивно-алмазной и упрочняющей обработки в машиностроении., 1986, с.63-70.
12. Зиновьев Е.В. Полимеры в узлах трения машин и приборов: Справочник. – М.: Машиностроение, 1980. – 208 с., ил. N14
13. Кадомцев И.Г. Осесимметричное упругопластическое соударение двух тел, одно из которых коническое //Изв. СКНЦ ВШ. 1990. №4. С. 50-54. N24
14. Комиссар А.Г. Уплотнительные устройства опор качения. – М.: Машиностроение, 1980. – 192 c., ил. N1
15. Кондаков Л.А. Рабочие жидкости и уплотнения гидравлических систем, – М.: Машиностроение, 1982, - 216 с, ил. N4
16. Коршунов В.Я. Расчет глубины упрочнения и остаточных напряжений при поверхностном пластическом деформировании – СТИН, 1998, №12. N18
17. Косов М.Г., Степанов А.В. Моделирование рельефа шероховатости в стыках деталей станков //Станки и инструмент. – 1998. –№9. – С. 7–10.
18. Кохан Ю.Д. Упрочнение и разупрочнение при пластическом выглаживании поверхностей. – В сб.: Технология производства, научная организация труда, управление, 1975, №3. N19
19. Крагельский И.В. Трение, изнашивание и смазка. Справочник. В 2-х кн. Кн.2. – М.: Машиностроение, 1979 – 358 с. ИЛ. N12
20. Лавров Г.Г. Повышение герметичности уплотнений путем специальной обработки поверхностей вала. М., ВИНИТИ, 1959. N15
21. Лашнев С.И., Борисов А.Н. Геометрическая модель формирования поверхностей режущими инструментами //Станки и инструмент. – 1995. – №4. – С. 22 – 26.
22. Мальсагов А.А. Моделирование технологических процессов выглаживания с учетом упругопластических свойств материала // Вестник машиностроения. – 1999. – №9. – С. 35 – 38. N23
23. Мосталыгин А.П., Кудрявцев И.В. и др. Отделочно-упрочняющая обработка наружных цилиндрических поверхностей выглаживанием минералокерамическими инструментами. – Сб. научн. трудов: Повышение эффективности протягивания, 1986, с.79-84. N29
24. Мухин В.С. и др. Модифицирование поверхности деталей ГТД по условиям эксплуатации. – М.: Машиностроение, 1995. –256с.: ил. N20
25. Орлов П.И. Основы конструирования. Справочно-методическое пособие. М., Машиностроение, 1988, кн. 1, стр 480. N5
26. Патент 1352128 (Россия). N9
27. Патент 2052698 (Россия). N6
28. Патент 2107206 (Россия). N13
29. Патент 2109999 (Россия). N7
30. Патент 2124663 (Россия). N8
31. Патент 3234430 (Германия). N11
32. Проскуряков Ю.Г., Осколков А.И. и др. Чистовая обработка деталей пластическим деформированием.
33. Рыжов Э.В. Технологическое обеспечение эксплутационных свойств деталей машин, – М.: Машиностроение, 1979. – 176 с., ил. N17
34. Хамидуллова Л.Р. N22
35. Шнейдер Ю.Г. Образование регулярных микрорельефов на деталях и их эксплутационные свойства. Л., «Машиностроение», 1972, 210 с. N16
36. Юровский В.С., Захарьев Г.Л. и др. Резиновые уплотнения вращающихся валов / Каталог-справочник. – М.: ЦНИИЖЭ нефтехим, 1978. 184 с. N3
37. Яценко В.К, Зайцев Г.З. и др. Повышение несущей способности деталей машин алмазным выглаживанием. – М.: Машиностроение, 1985.-232с.
38. Труды VI Международной научно-технической конференции по динамике технологических систем. – Ростов на Дону, 2001, I том, 310 с.
Похожие работы

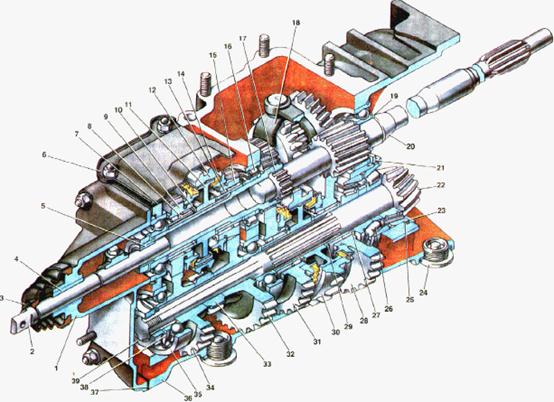
... хода зубчатое колесо 3 передвигают назад, вводя его в зацепление с промежуточным зубчатым колесом 5 передачи заднего хода, свободно вращающимся на своей оси. Общее устройство коробки передач На различных автомобилях устройство коробки передач может отличаться, но принципиальная схема остаётся примерно одинаковой. В этом разделе мы рассмотрим общее её устройство. Коробка передач (рис. 1) ...
... -12рк (ТУ 38.101844-80). ТАД-17И (класс 18) получают смешением остаточного и дистиллятного масел с введением многофункциональной и депрессорной присадок. Масло обладает высокими эксплуатационными свойствами, является универсальным и может применяться в тяжелонагруженных цилиндрических, спирально-конических и гипоидных передачах грузовых и легковых автомобилей в умеренной и жаркой климатических ...
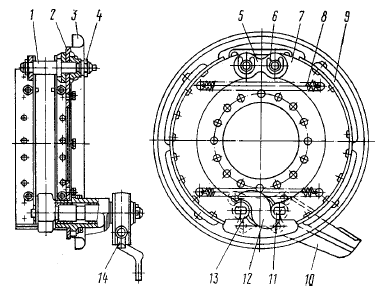
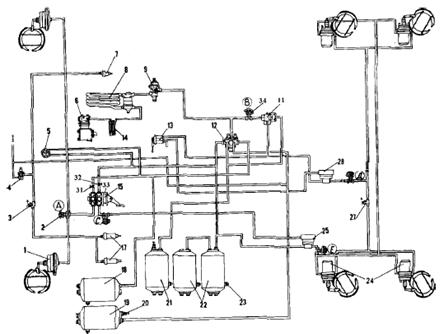
... колодка тормозная; 8 – пружина; 9 – накладка фрикционная; 10-кронштейн разжимного кулака; 11 – ось ролика; 12 – кулак разжимной; 13 – ролик; 14 – рычаг регулировочный 1.2 Устройство тормозной системы с пневматическим приводом Устройство тормозной системы показано на рис. 1.2. Источником сжатого воздуха в приводе является компрессор 9. Компрессор, регулятор давления 11, предохранитель 12 от ...
0 комментариев