Проект реконструкции СПАТП-4 в г. Саратова
Корректирование нормативных значений исходных данных
Определение трудоемкости ТО и ЕО
Расчет трудоемкости ТО и ТР подвижного состава
Технологическое проектирование зон ТО и ТР автомобилей
Расчет площадей складских помещений
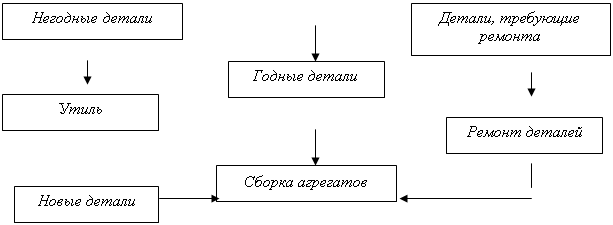
Конструкции прессов для правки коленчатых валов
Расчет клинового механизма
Расчет силового цилиндра
Выбор масла
Рекомендации по снижению воздействия опасных и вредных факторов на производстве
Всего необходимо 16 светильников
Определяем ток короткого замыкания
Переменные затраты на изготовление 1 ед. продукции
Отчисления на капитальный ремонт оборудования
Расчет объема инвестиций в проект
Навигация
Расчет силового цилиндра
Пресс для правки коленчатого вала с гидравлическим приводом
85722
знака
36
таблиц
12
изображений
3.5 Расчет силового цилиндра
Силовой цилиндр изготовляется из толстостенной бесшовной стальной трубы (выполненной из Стали 45 с закалкой с охлаждением в воде до HRC 48) (рисунок 6.).
Величину давления выбираем в зависимости от требуемого тягового усилия [8]:
Так как необходимое усилие Р = 100 кН , то принимаем значение давления р = 60 н/м2.
Подобрав значение р ,определяем площадь поршня и диаметр цилиндра:
![]() ;
; ![]() (46)
(46)
где F- площадь поршня
![]()
![]()
Выбираем ближайшее большее значение диаметра цилиндра из установленного ряда [9]: D=0.16 м.
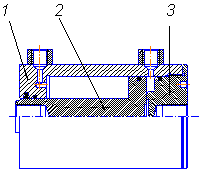
Рисунок 6. Гидроцилиндр.
1-корпус, 2-поршень, 3- крышка.
Диаметр штока определяем в зависимости от заданного соотношения между скоростями прямого и обратного ходов поршня с учетом прочности и устойчивости.
Для обычных цилиндров диаметр штока вычисляется по уравнению:
![]() (47)
(47)
Принимая ![]() и решая это уравнение относительно d, получим
и решая это уравнение относительно d, получим
![]()
![]()
![]()
Стенки цилиндра проверяют на прочность (Па)
![]() (48)
(48)
![]()
что меньше допустимого ![]()
3.6 Определение параметров насоса
Основными параметрами насоса являются производительность и давление. При определении потребной производительности исходят из наибольшей заданной скорости поршня ![]() .
.
Согласно уравнению ,
![]() (49)
(49)
![]()
Найденное количество масла увеличивают на 15—20%, учитывая неизбежные утечки в цилиндре, клапанах, трубопроводах и т.д.
Таким образом, искомая производительность насоса
![]()
Для упрощения расчетов при определении давления, развиваемого насосом, при подборе гидроаппаратуры и расчете трубопроводов исходят из наибольшего давления в полости цилиндра со стороны штока, т. е. принимают
![]()
![]() (50)
(50)
![]()
Мощность насоса определяют по формуле
![]() (51)
(51)
![]()
3.7 Определение размеров трубопроводов
Внутренний диаметр трубы вычисляют по формуле
![]() (52)
(52)
где Qн – расход в м3/сек; v —скорости движения масла в трубе в м/сек. Скорость движения масла в системе при расчете принимают для всасывающих трубопроводов 1,5—2 м/сек, для нагнетающих 3,5 м/сек и для мест сужения на коротких участках до 5,5 м/сек.
![]()
![]()
![]()
Толщина стенки трубы
![]() (53)
(53)
![]()
![]()
![]()
где р — наибольшее давление в н/м
![]() — допускаемое напряженно при растяжении. Для стальных труб [σ]р = 400 * 105 н/м2
— допускаемое напряженно при растяжении. Для стальных труб [σ]р = 400 * 105 н/м2
Похожие работы
... восстановления чугунных коленчатых валов двигателя ЗМЗ-53А автоматической наплавкой под легирующим флюсом по оболочке приведена в табл. 2.1. Таблица 2.1. Технология Восстановления чугунного коленчатого вала двигателя ЗМЗ-53А автоматической наплавкой под легирующим флюсом по оболочке Материал - чугун магниевый высокопрочный ВЧ - 50-1,5 ...
... режима резания занижены на 10-15% Аналогичная автоматическая линия 1Л90-А и 1Л90-Б для обработки камер грязесборников, смазочных каналов и фрезерование шпоночного паза коленчатого вала автомобильного двигателя ЗИЛ-130 изготовленного заводом им. Орджоникидзе по проекту СКБ-1. Высокой точности (порядка 2-го класса) требует обработка отверстия под подшипник первичного вала расположенного со стороны ...
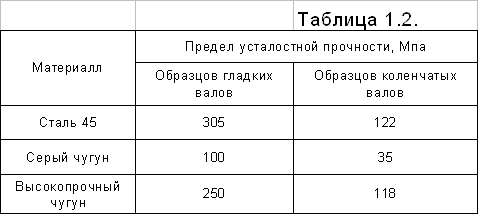
... Наплавочные операции. Наплавка производится для все 3 дефектов. Наплавочная операция.1- наплавка коренной шейки. Станок IK62, наплавочная головка ОКС-65-69 в среде СО2 Содержание операции. Деталь—коленчатый вал Автомобиля ГАЗ-53А Материал—Чугун ВЧ 40-0 Твердость-- НВ241…285 Масса—до 15 кг, 1. Установить деталь 2. Наплавить поверхность 1 ( Д1 ) Ш 85,61 → Ш 87,61 (при L=42) Наплавить ...
... К ним относятся коэффициенты: износостойкости, выносливости, долговечности, сцепляемости, микротвердость. Технические и технологические возможности различных способов восстановления коленчатых валов автомобиля ЗИЛ – 130 и рекомендуемая область их применения приведены в Приложение 1 (Характеристика способов восстановления деталей автомобилей). Проанализировав вышеуказанное Приложение приходим к ...
0 комментариев