Проектирование технологии термической обработки
Разработка технологического процесса
Окончательная механическая обработка представляет собой заточка и чистовое шлифование режущих кромок
Закалка в прессе. Такую закалку применяют для предупреждения деформации (коробления) преимущественно длинного или плоского инструмента
Расчет и описание температурно-временных параметров технологических процессов
Контроль производства
Выбор и расчет оборудования
Выбор и описание вспомогательного и дополнительного оборудования
Расчет вспомогательного оборудования
Расчет площадей и описание основных элементов здания
Навигация
Проектирование технологии термической обработки
Проект участка термической обработки дисковых фрез
71979
знаков
10
таблиц
6
изображений
1. Проектирование технологии термической обработки
1.1 Анализ нагружения деталей и требования к ним
Фрезерование является одним из высокопроизводительных и широко распространенных методов обработки заготовок резанием. Работа производится многозубыми режущими инструментами – фрезами.
Фреза отрезная используется в качестве режущего инструмента для механической обработки металла резанием, при которой режущий инструмент – фреза имеет вращательное (главное) движение, а обрабатываемая заготовка – поступательное движение (движение подачи), оно может быть направлено как по направлению вращения фрезы, так и против.

Рисунок 1.1 – Дисковая фреза.
Особенностью фрезерования является прерывистость процесса резания. Это обусловлено тем, что при вращении фрезы каждый зуб врезается в заготовку с ударом, а затем работает только на некоторой части оборота и выходит из зоны резания. При дальнейшем движении зуб не касается заготовки, что способствует его охлаждению и обусловливает более благоприятные условия для работы.
Врезание зубьев фрезы в заготовку с ударами приводит к возникновению вибрации, что отрицательно сказывается на точности и шероховатости обработки[1].
Рабочая кромка инструмента испытывает тепловые воздействия за счет тепла, выделяющегося при резании и трении. Температура достигает 400-600ºС и может повышаться при дальнейшем повышении скорости резания. Тепловой фактор влияет на свойства и поведение инструментальных сталей. Каждый режущий зуб фрезы имеет такие же элементы и как и любой резец или другой режущий инструмент, врезаясь в металл, снимает стружку.
Поэтому наиболее важные требования к дисковой фрезе следующие:
- высокая твердость 63-65 HRC;
- высокая прочность и сопротивление пластической деформации;
- теплостойкость, при температуре резанья 615-620 °С;
- формо- и размероустойчивость.
1.2 Структура детали
Отрезная фреза выполнена из быстрорежущей стали. К быстрорежущим сталям относят высоколегированные стали, предназначенные для изготовления инструментов высокой производительности.
Основное свойство этих сталей – высокая теплостойкость. Она обеспечивается введением большого количества вольфрама совместно с другими карбидообразующими элементами: молибденом, хромом, ванадием.
На завод сталь поступает в виде заготовок (поковок) и имеет структуру сорбитообразного перлита и карбидов.
При нагреве под закалку образуется аустенит, который интенсивно легируется и имеет сравнительно низкое содержание углерода из-за уменьшения растворимости под действием легирующих элементов.
После закалки инструмента получают структуру мелкоигольчатого мартенсита, карбидов и остаточного аустенита.
После отпуска структура будет иметь значительно меньшее количество остаточного аустенита, образуются больше специальных карбидов и происходит некоторое изменение в кристаллической решетки мартенсита (в основном под действием С, W, Mo, V, Cr).
1.3 Выбор марки стали и ее описание
Долговечность и надежность инструмента зависит от материала и его конструкционной прочности. Повышение эксплуатационных качеств инструмента достигается правильным выбором марки стали.
Материал для инструмента выбирается с обязательным учетом:
1) Условий эксплуатации, а именно:
- характера приложения нагрузки (статическая, динамическая, знакопостоянная, знакопеременная, контактная и т. д.) и ее максимальной величины;
- характера напряжений;
- температурных условий работы;
- наличия агрессивной среды;
- типа трения.
2) Механических свойств и в первую очередь сочетания высоких пределов усталости и циклической вязкости, обеспечивающих надежную и длительную работу данного изделия.
3) Технологических и структурных особенностей:
- закаливаемости и прокаливаемости в рабочих сечениях;
- устойчивость аустенита в процессах теплового воздействия и характера превращений;
- склонность к обезуглероживанию, окислению и росту зерна при длительном нагреве;
- обрабатываемости на различных стадиях формообразования.
4) Особенностей конструкции обеспечивающих коробление и противодействие к образованию трещин.
5) Экономические соображения:
- стоимости;
- минимального содержания легирующих элементов;
- необходимости селектирования отдельных элементов;
- условий поставки в соответствии с ГОСТами или отраслевыми нормативами.
Для изготовления дисковых фрез используются инструментальные, легированные, теплостойкие быстрорежущие стали: Р6М5, Р12, Р18, Р8М3, Р12Ф3 и др.). Для сравнения возьмем три марки стали: Р12, Р18 и Р6М5. Химический состав сталей указан в таблице 1.1:
Таблица 1.1 – Химический состав сталей, %.
| Марка стали | C | Cr | W | V | Mo | Mn | Si | Ni | S | P | Co |
| не более | |||||||||||
| Р6М5 | 0,8-0,88 | 3,8-4,4 | 5,5-6,5 | 1,7-2,1 | 5-5,5 | 0,4 | 0,5 | 0,4 | 0,03 | 0,03 | - |
| Р18 | 0,7-0,8 | 3,8-4,4 | 17-18,5 | 1-1,4 | 1 | 0,5 | 0,5 | 0,4 | 0,03 | 0,03 | 0,5 |
| Р12 | 0,8-0,9 | 2,8-3,6 | 12-13 | 1,5-1,9 | 1 | 0,5 | 0,5 | 0,5 | 0,03 | 0,03 | 0,5 |
В таблице 1.2 приведены механические свойства сталей, в таблице 1.3 - значения теплостойкости:
Таблица 1.2 – Механические свойства сталей.| Марка стали | Режим термической обработки | Предел прочности σизг, МПа | HRC | |
| tзак, ºC | tотп, ºC | |||
| Р6М5 | 1220 | 560 | 3300-3400 | 63-65 |
| Р12 | 1250 | 560 | 3000-3200 | 64 |
| Р18 | 1280 | 550 | 2900-3100 | 64 |
Примечание. Закалка на зерно балла 10; трехкратный отпуск при 560 оС.
Таблица 1.3 – Теплостойкость сталей
| Марка стали | Температура, 0С | σизг, МПа | Время, ч | HRC |
| Р6М5 | 6200С | 3300-3400 | 4 | 63 |
| Р12 | 580 | 3000-3200 | 4 | 63-64 |
| Р18 | 620 | 2900-3100 | 4 | 63-64 |
Быстрорежущие стали, в отличие от легированных и углеродистых сталей, имеют высокую теплостойкость, сохраняя мартенситную структуру и твердость более 60 HRC при нагреве до 600-650°С, более высокую прочность и повышенное сопротивление пластической деформации.
Проанализируем химические составы сталей Р6М5, Р18 и Р12.
Основными легирующими элементами быстрорежущих сталей, обеспечивающих высокую красностойкость, являются вольфрам, молибден, ванадий и кобальт. Кроме них все стали легируют хромом. Важным компонентом является углерод.
Содержание углерода в стали должно быть достаточным, чтобы обеспечить образование карбидов легирующих элементов. Так при содержании углерода меньше 0,7 % не получается высокой твердости в закаленном и в отпущенном состоянии. Влияние повышенного содержания углерода в сталях с молибденом более благоприятно, чем в вольфрамовых.
Карбидообразующие элементы образуют в стали специальные карбиды: Me6С на основе вольфрама и молибдена, MeС на основе ванадия и Me23С6 на основе хрома. Часть атомов Me составляет железо и другие элементы.
Вольфрам и молибден являются основными легирующими элементами, обеспечивающими красностойкость. Они образуют в стали карбид Me6С, который при аустенитизации часто переходит в твердый раствор, обеспечивая получение после закалки легированного вольфрамом (молибденом) мартенсита. Вольфрам и молибден затрудняют распад мартенсита при нагреве, обеспечивая необходимую красностойкость. Нерастворенная часть карбида Me6С приводит к повышению износостойкости стали. Молибден по влиянию на теплостойкость замещает вольфрам по соотношению Mo : W = 1 : 1,5.
Ванадий образует в стали наиболее твердый карбид VC (MeС). Максимальный эффект от введения в сталь ванадия достигается при условии, что содержание углерода в стали будет достаточным для образования большого количества карбидов и для насыщения твердого раствора. Карбид MeС, частично растворяясь в аустените, увеличивает красностойкость и повышает твердость после отпуска благодаря эффекту дисперсионного твердения. Нерастворенная часть карбида MeС увеличивает износостойкость стали.
Хром во всех быстрорежущих сталях содержится в количестве около 4%. Он является основой карбида Me23С6. При нагреве под закалку этот карбид полностью растворяется в аустените при температурах, значительно более низких, чем температуры растворения карбидов Me6С и MeС. Вследствие этого основная роль хрома в быстрорежущих сталях состоит в придании стали высокой прокаливаемости. Он оказывает влияние и на процессы карбидообразования при отпуске.
Кобальт применяют для дополнительного легирования быстрорежущей стали с целью повышения ее красностойкости. Кобальт в основном находится в твердом растворе и частично входит в состав карбида Me6С. К недостаткам влияния кобальта следует отнести ухудшение прочности и вязкости стали, увеличение обезуглероживания.
Марганец в небольших количествах может переводить серу в более благоприятное соединение.
Сера является вредной примесью, способствующая красноломкости. В ледебуритных сталях отрицательная роль образующихся сульфидов меньше из-за присутствия в структуре значительно большего числа избыточных карбидов, которые могут также ухудшать эти свойства. Кроме того, сульфиды при низких температурах начала затвердевания этих сталей часто служат центрами кристаллизации и присутствуют внутри крупных эвтектических карбидов. Их количество уменьшается на границе зерен. Для уменьшения количества серы (до 0,015 %) используют электрошлаковый переплав.
Фосфор также является вредной примесью. При содержании фосфора более чем 0,02-0,03 % заметно снижается вязкость и прочность, усиливаются искажения в решетке мартенсита.
Ранее наиболее широко применялась сталь P18. Она содержит больше вольфрама, чем другие стали, и поэтому имеет повышенное количество карбидов (22-25 % после отпуска). Основной карбид М6С; доля карбида МС не более 2-3 % от общего количества карбидной фазы. Преимущества стали Р18: 1) малая чувствительность к перегреву (из-за влияния повышенного количества карбидов), и, в связи с этим, хорошая стабильность свойств сталей разных плавок; 2) хорошая шлифуемость; содержание ванадия в сталях с 18 % W меньше, чем в других сталях.
Сталь имеет немного лучшие режущие свойства при обработке сталей с избыточными карбидами (в частности, шарикоподшипниковых) и в инструментах относительно простой формы; это связано с более высоким сопротивлением пластической деформации из-за большего количества карбидов.
Резкое сокращение производства стали Р18 объясняется как дефицитностью вольфрама и созданием теперь сталей с более высокими свойствами, так и тем, что сталь Р18 имеет следующие недостатки: а) более крупные размеры избыточных карбидов: до 30 мкм, что снижает стойкость инструментов с тонкой рабочей кромкой и небольшого сечения; б) недостаточно высокие прочность и вязкость, сильно зависящие от профиля проката; они удовлетворительные лишь в небольшом сечении; прочность составляет 3000-3300 и 2000-2300 MПa в прутках диаметром 30 и 60-80 мм соответственно; в) пониженная горячая пластичность, особенно в крупном профиле. Это затрудняет также изготовление инструментов горячей пластической деформацией.
Сталь Р12, разработанная позже, заменяет сталь Р18. Основной карбид М6С; количество карбида МС несколько больше (8 %), чем у стали Р18.
В твердом растворе стали Р12 больше ванадия, что позволяет устанавливать его содержание в стали более высоким; 1,5-1,9 % без заметного ухудшения шлифуемости. В этом случае теплостойкость стали Р12 немного выше, чем стали Р18.
При почти одинаковой карбидной неоднородности (в прокате равного профиля) размеры карбидных частиц и количество карбидов в стали Р12 меньше, чем у стали Р18.
Вследствие этого, а также и более низкого содержания хрома, горячая пластичность стали Р12 на 10-15 % выше, чем у стали Р18. По этой же причине прочность и вязкость стали Р12 в одинаковом профиле на 5-8 % выше, чем стали Р18.
Режущие свойства сталей Р18 и Р12 близки; они несколько выше у стали Р12 в инструментах с тонкой рабочей кромкой и немного ниже, чем у стали Р18 в инструментах простой формы, обрабатывающих более твердые материалы.
Сталь Р6М5 широко применяется для тех же назначений, как и сталь Р12. Теплостойкость этой стали лишь немного ниже, чем сталей Р12 и Р18.
Размеры карбидных частиц меньше, чем в стали Р18. Поэтому прочность стали Р6М5 после одинаковой деформации на 10-15 % больше, а вязкость на 50-60 % выше, чем у стали Р18. Это преимущественно наблюдается и в крупных сечениях.
С повышением температуры до 500-600 °С прочность стали Р6М5 снижается сильнее, а вязкость возрастает больше, чем у сталей Р18 и Р12. Пластичность стали Р6М5 при температурах деформирования выше, чем у стали Р18. Твердость после отжига ниже, что обеспечивает несколько лучшую обрабатываемость резанием. Ее шлифуемость хорошая и не ниже, чем у стали Р18.
У стали Р6М5 с 5 % Мо сохраняются (но в меньшей степени) недостатки, вносимые молибденом. Она чувствительна к обезуглероживанию и к разнозернистости. Для повышения стабильности свойств необходимо устанавливать содержание углерода в более узких пределах.
При увеличении содержания кремния до 0,8-0,9 % немного улучшаются вязкость и твердость стали[3,8].
Таким образом, проанализировав стали Р18, Р12 и Р6М5, можно сделать вывод, что для дисковой фрезы наиболее целесообразно выбрать сталь Р6М5, учитывая выше перечисленные характеристики, и ее меньшую стоимость.
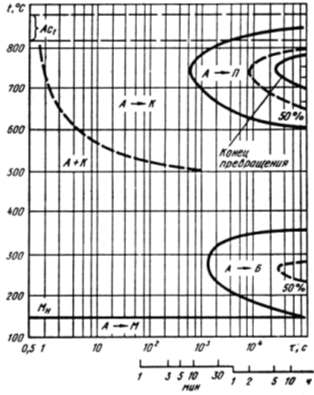
Рисунок 1.2 – Диаграмма изотермического распада переохлажденного аустенита стали Р6М5.
Рассчитываем критическую скорость охлаждения по формуле:
 ,
,
где, Тз – температура закалки; Тз = 1220 оС;
Тmin – температура минимальной устойчивости аустенита; Тmin = 740 оС;
τкр – критическое время; τкр = 600 с.
 0,53 оС/c.
0,53 оС/c.
Похожие работы





... деталей. Следовательно, для повышения долговечности машин решающее значение имеет упрочнение трущихся поверхностей деталей в процессе их изготовления и ремонта. Электромеханическая обработка, основана на термическом и силовом воздействии, она существенно изменяет физико-механические показатели поверхностного слоя деталей и позволяет резко повысить их износостойкость, предел выносливости и другие ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...





... .335 с., ил. Организационно-экономический расчёт.Консультант: Одинцова Л. А. Исследовательская часть. Охрана труда и охрана окружающей среды. В данном проекте спроектирован цех для ремонта поршневых компрессоров. Основной материал обработки серый чугун марок СЧ 21, 24 ГОСТ 1412-79. Для ремонта компрессоров применяется различное оборудование: токарные, круглошлифовальные, плоскошлифовальные, ...





... , приходящегося на него, менее 138 м3 . Если естественное проветривание невозможно, то в такие помещения нужно подавать не менее 60 м3/ч на одного человека. Среди операций технологического процесса изготовления корпуса присутствуют операции шлифования, на которых воздух загрязняется абразивной пылью, поэтому следует предусмотреть местную вытяжную вентиляцию рисунок 5 [12]. Для улавливания ...
0 комментариев