Проектирование технологии термической обработки
Разработка технологического процесса
Окончательная механическая обработка представляет собой заточка и чистовое шлифование режущих кромок
Закалка в прессе. Такую закалку применяют для предупреждения деформации (коробления) преимущественно длинного или плоского инструмента
Расчет и описание температурно-временных параметров технологических процессов
Контроль производства
Выбор и расчет оборудования
Выбор и описание вспомогательного и дополнительного оборудования
Расчет вспомогательного оборудования
Расчет площадей и описание основных элементов здания
Навигация
Контроль производства
Проект участка термической обработки дисковых фрез
71979
знаков
10
таблиц
6
изображений
1.4.6 Контроль производства
В цикле производственного процесса изготовления инструмента термическая обработка является операцией, от которой во многом зависит качество выпускаемой продукции. Поэтому контроль осуществляется в двух направлениях: контроль технологического процесса (по операцию и оборудованию) и контроль готовой продукции (после термической обработки).
Контроль технологического процесса производится по следующим параметрам: температурный режим, среда обработки, продолжительность операции и т.д.
При входном контроле проверяют состояние поверхности деталей, микроструктуру, измеряют твердость. В процессе термической обработки контролируют выполнение температурного режима, состав среды печи, продолжительность пребывания сверл в печи, состояние и температуру закалочной среды и моющих средств, скорость применения или подачи закалочной среды. Температурный режим контролируется термистом.
Для обеспечения стабильного состава соли в печах при нагреве под закалку, один раз в смену контролируется химический состав соли, поступающей на участок.
Контроль обезуглероживающей активности соляных ванн производят методом фольги с помощью образцов тонкой (0,08-0,12 мм) ленты из высокоуглеродистой стали 13Х, имеющей исходное содержание углерода Си = 1,3-1,4%. Образцы нагревают при обычных для обрабатываемых сталей температурах закалки, выдерживая их в высоко- и среднетемпературных ваннах в течение 1 и 10 мин соответственно; после чего быстро охлаждают в воде.
Конечное содержание углерода Ск в контрольном закаленном образце ленты после нагрева определяют или методом химического анализа или ускоренным методом, заключающемся в измерении на установках ИТЭС-5м термоЭДС, возникающей между этим образцом и нагретым до 160 °С медным электродом, используя экспериментально найденную зависимость этих двух величин.
Ванну считают удовлетворительной, если после нагрева в указанных условиях конечное содержание углерода Ск в контрольных образцах ленты составляет при закалке вольфрамовых быстрорежущих сталей Р18, Р12, Р14Ф4 и др. ≥ 0,8%, вольфрамомолибденовых Р6М5, Р6МЗ и др. ≥ 0,9%, молибденокобальтовых Р9М4К8, Р6М5К5 и др. ≥1%, углеродистых и низколегированных сталей У12А, 9ХС и др. ≥ 1,2%.
Постоянный контроль температуры масла, поступающего в закалочный бак, осуществляется переносным ртутным термометром.
Периодичность контроля зависит от сложности и технического состояния оборудования, но при любых условиях контроль масла проводится не реже одного раза в неделю. Продолжительность операции контролируется с помощью реле времени, аппаратурой для цветовой и световой сигнализации.
Контроль качества готовой продукции включает в себя:
- выявление наружных трещин, сколов и других дефектов;
- определение соответствия размеров изделия и допусков, заданных в технических условиях;
- контроль твердости;
- проверка механических свойств;
- проверка технологических свойств.
Количество остаточного аустенита (при его содержании свыше 5-8%) после отпуска, определяют микроанализом и измерениями твердости. Контроль твердости дисковых фрез проводится по методу Роквелла путем вдавливания алмазного конуса в испытуемую поверхность при нагрузках. Нормы из измерения твердости устанавливаются в зависимости от назначения детали.
Метод измерения твердости по Роквеллу – удобный экспрессный метод, так как через четыре секунды (стандартный режим нагружения), либо две секунды (ускоренный) сразу на приборе считывается число твердости.
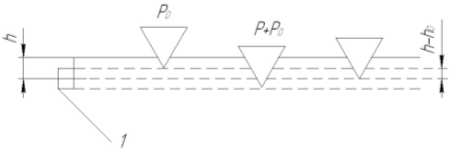
Единица твердости по Роквеллу связана с разностью глубин внедрения индентора для ситуации (рис. 1.6.) после приложения предварительной нагрузки Р0 = 10 кг и ситуации, когда проведено нагружение основной нагрузкой со снятием и оставлением предварительной.
![]()
Рисунок 1.6 ― Схема измерения твердости по Роквеллу.
1 ― шкала С и А (100 единиц).
Вся шкала твердости ― 100 единиц, одна единица соответствует разности глубин в 2 мкм. Как видно для имеющих погрешность микрометров (половина цены минимального деления), погрешность измерения макротвердости будет выше для очень мягких материалов и для очень твердых. Поэтому по Роквеллу имеются три основные шкалы и ряд дополнительных введенных в период СЭВ (табл. 1.6).
Таблица 1.6 – Три основные шкалы по Роквеллу
| Индикатор | Шкала | Диапазон твердости | Нагрузка Р + Ро | Числа твердости |
| Конус | С А | 300 – 900 240 – 900 | 150 60 | 19 – 67 НRC 70 – 85 HRA |
| Шарик | B | < 250 | 100 | 25 – 100 HRB |
Шкалы С и А необходимы для твердых сплавов. Индикатор для них ― алмазный конус с углом при вершине 120º, но для сплавов с твердостью до 35 HRC допустим и конус из твердого сплава. Для мягких сплавов ― индентор стальной закаленный шарик диаметром 1,588 мм. Для шкалы В основная шкала не 100, а 130 единиц (красная шкала).
В зависимости от предполагаемой твердости и толщины выбирают либо шкалу С, либо шкалу А; то есть шкала А для сплавов с небольшой толщиной. Так же, как и в других методах измерения макротвердости, расстояние между центрами соседних отпечатков должно быть не менее 2,5 мм, расстояние от центра отпечатка до края не менее 4,5d. Поверхность сплава должна быть сошлифована.
Для Роквелла допустимы измерения на цилиндрических поверхностях. Существуют таблицы, где приведены допустимые интервалы твердости и минимальные радиусы кривизны для измерений.
Помимо HRC имеется шкала HRCэ, которая отличается от HRC на 1,5 - 2 единицы (21 - 67 единиц твердости) и связана с тем, что в эталонных конусах отличаются величины по радиусу закругления.
Излом контролируется с целью определения по его виду качество термической обработки и выявления дефектов, например, карбидной сетки, пережога. Карбидная сетка не должна превышать четвертый балл.
При неоднородных свойствах изделий местный контроль твердости не гарантирует полного выявления брака. Поэтому для проверки твердости структуры, глубины закаленного слоя применяют магнитные методы неразрушающего контроля. При помощи магнитных методов можно проводить сплошной контроль твердости и структуры деталей без их повреждения и затрачивая минимум времени. Наиболее широко применяются методы измерения коэрцитивной силы, измерения магнитной индукции и электромагнитные методы.
Для цехового контроля прибегают к определению структуры, используя металлографический анализ. Для большинства методов металлографического анализа разработаны соответствующие стандарты и шкалы для контроля.
К методам неразрушающего контроля трещин, раковин в термических цехах относят и используют метод магнитной дефектоскопии, просвечивание рентгеновскими и γ-лучами.
Похожие работы





... деталей. Следовательно, для повышения долговечности машин решающее значение имеет упрочнение трущихся поверхностей деталей в процессе их изготовления и ремонта. Электромеханическая обработка, основана на термическом и силовом воздействии, она существенно изменяет физико-механические показатели поверхностного слоя деталей и позволяет резко повысить их износостойкость, предел выносливости и другие ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...





... .335 с., ил. Организационно-экономический расчёт.Консультант: Одинцова Л. А. Исследовательская часть. Охрана труда и охрана окружающей среды. В данном проекте спроектирован цех для ремонта поршневых компрессоров. Основной материал обработки серый чугун марок СЧ 21, 24 ГОСТ 1412-79. Для ремонта компрессоров применяется различное оборудование: токарные, круглошлифовальные, плоскошлифовальные, ...





... , приходящегося на него, менее 138 м3 . Если естественное проветривание невозможно, то в такие помещения нужно подавать не менее 60 м3/ч на одного человека. Среди операций технологического процесса изготовления корпуса присутствуют операции шлифования, на которых воздух загрязняется абразивной пылью, поэтому следует предусмотреть местную вытяжную вентиляцию рисунок 5 [12]. Для улавливания ...
0 комментариев