Проектирование технологии термической обработки
Разработка технологического процесса
Окончательная механическая обработка представляет собой заточка и чистовое шлифование режущих кромок
Закалка в прессе. Такую закалку применяют для предупреждения деформации (коробления) преимущественно длинного или плоского инструмента
Расчет и описание температурно-временных параметров технологических процессов
Контроль производства
Выбор и расчет оборудования
Выбор и описание вспомогательного и дополнительного оборудования
Расчет вспомогательного оборудования
Расчет площадей и описание основных элементов здания
Навигация
Расчет и описание температурно-временных параметров технологических процессов
Проект участка термической обработки дисковых фрез
71979
знаков
10
таблиц
6
изображений
1.4.4 Расчет и описание температурно-временных параметров технологических процессов
Каждая операция термической и химико-термической обработки характеризуется следующими параметрами:
- температурой нагрева;
- общим временем процесса;
- средой нагрева;
- средой охлаждения.
1) Температура нагрева
а) Для обеспечения мартенситной структуры, а, следовательно, и необходимых механических свойств, проводится закалка стали Р6М5 с температуры 1220 ºС. Повышение температуры закалки выше данной температуры и вызванный этим рост зерна аустенита обнаруживается, в первую очередь, в получении более грубой структуры мартенсита или грубого крупнокристаллического излома.
б) Отпуск является окончательной операцией термической обработки. Основное влияние на свойства стали оказывает температура отпуска. Ее устанавливают в зависимости от состава стали и требуемой для данного инструмента твердости. Так как фреза из стали Р6М5 требует высокой твердости 61-64 HRC, то отпуск проводится трехкратный при температуре 560 ºС. На рисунке 1.4 показана зависимость твердости стали от температуры отпуска.
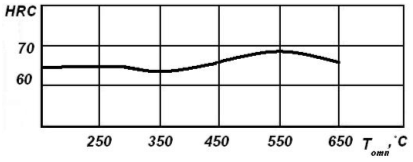
Рисунок 1.4 – Зависимость твердости стали Р6М5 от температуры отпуска
Общее время закалки определяется по формуле:
τобщ = τс.п. + τи.в. + τз.в.;
где, τс.п. – время сквозного прогрева до температуры закалки, мин.;
τи.в. – время изотермической выдержки для завершения фазовых превращений в стали, мин.
![]() ,
,
где К1 – коэффициент, характеризующий удельное время прогрева и зависящий от материала изделия, состава и температуры нагревающей среды, мин/см;
V/F – отношение объема к поверхности равновеликих по габаритным размерам инструмента и образцов простой формы, см;
КФ – критерий формы образцов;
Кк – коэффициент конфигурации инструмента.
Принимаем:
К1 = 5,1 мин/см;
 ;
;
где, Н – высота дисковой фрезы, Н = 2 см;
D – наружный диаметр, D = 15 см;
d – внутренний диаметр, d = 4,4 см.
 см;
см;
![]() ;
;
КФ = 1,038.
![]() мин
мин
При нагреве изделий вместе с приспособлением расчетное время увеличивается на 20 ÷ 30 %, получаем время нагрева:
τс.п. = 2,88 + 30% = 2,88 + 0,864 = 3,8 мин.
τи.в. = 0,08W + 0,2V + 0,15Mo = 0,08×6 + 0,2×1,9 + 0,15×5,2 = 1,8 мин.
τз.в. = 5 мин;
τ'общ = τс.п. + τи.в. + τз.в.= 3,8 + 1,8 + 5 = 10,6 мин.
Отношение времени выдержки при первом, втором и третьем подогревах к времени выдержки при окончательном нагреве принимаем равным 3:1; 2:1; 1:1 соответственно. τ1нагрев = 11,2 мин; τ2нагрев = 33,6 мин.
Охлаждение проводим в соляной ванне до 300 оС:
τохл = 3 мин.
τобщ = 10,6 + 16,2 + 38,6 + 3 = 68,4 мин.
Время трехкратного отпуска, составит:
τотп = τ1 + τ2+ τ3 + τз.в.= 60 + 60 + 60 + 10 = 190 мин.
Температура нагрева 560 оС.
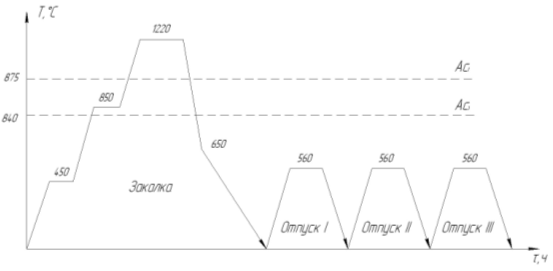
Рисунок 1.5 – Схема термической обработки дисковых фрез.
1.4.5 Разработка и описание технологической карты термической обработки деталей
Технологическая карта – часть маршрутной технологии, это основной документ термического участка, в которой указан маршрут перемещения деталей по участку.
Дисковые фрезы подаются на термический участок с помощью электропогрузчика в контейнерах, вместе с сопроводительными документами, предварительно обезжиренные в 5 - 10% содовом растворе.
После они помещаются в приспособление для термообработки и загружаются в печь, где нагреваются до температуры 550 ˚С, затем до 850 ˚С, далее до температуры 1220 оС. После закалки детали охлаждаются до 300 оС, а затем до температуры цеха.
Перед нагревом в отпускной печи дисковые фрезы моются. После этого детали загружают в отпускную печь и нагревают до температур 560 ºС, выдерживаются 1 час, а затем охлаждаются и опять нагреваются до 560 оС, 1 час. Охлаждение детали после отпуска осуществляется на воздухе.
По окончании цикла термической обработки детали проходят очистку.
Последняя операция - контроль качества деталей после термической обработки:
1) для 3-5% от партии деталей производится проверка твердости. Твердость измеряется на твердомере Роквелла;
2) 100% наружный осмотр, не допускающий окалину, трещины, задиры и другие дефекты;
3) для 2-3 шт. от каждой садки производится анализ микроструктуры, осуществляемый в экспресс-лаборатории.
После этого детали вместе с сопроводительными документами транспортируются в контейнерах в сборочный цех.
Технологическая карта на термическую обработку фрез из стали Р6М5 приведена в приложении А.
Похожие работы





... деталей. Следовательно, для повышения долговечности машин решающее значение имеет упрочнение трущихся поверхностей деталей в процессе их изготовления и ремонта. Электромеханическая обработка, основана на термическом и силовом воздействии, она существенно изменяет физико-механические показатели поверхностного слоя деталей и позволяет резко повысить их износостойкость, предел выносливости и другие ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...





... .335 с., ил. Организационно-экономический расчёт.Консультант: Одинцова Л. А. Исследовательская часть. Охрана труда и охрана окружающей среды. В данном проекте спроектирован цех для ремонта поршневых компрессоров. Основной материал обработки серый чугун марок СЧ 21, 24 ГОСТ 1412-79. Для ремонта компрессоров применяется различное оборудование: токарные, круглошлифовальные, плоскошлифовальные, ...





... , приходящегося на него, менее 138 м3 . Если естественное проветривание невозможно, то в такие помещения нужно подавать не менее 60 м3/ч на одного человека. Среди операций технологического процесса изготовления корпуса присутствуют операции шлифования, на которых воздух загрязняется абразивной пылью, поэтому следует предусмотреть местную вытяжную вентиляцию рисунок 5 [12]. Для улавливания ...
0 комментариев