Навигация
Разработка маршрутной технологии обработки детали
24892
знака
8
таблиц
3
изображения
2.1 Разработка маршрутной технологии обработки детали
2.1.1 Выбор методов (операций) обработки, оборудования инструментов и приспособлений
Намечая методы обработки, можно руководствоваться следующими общими принципами проектирования технологических процессов:
1.Необходимо выбирать наиболее прогрессивные способы обработки, ориентируясь на имеющееся оборудование. Например, плоская поверхность может быть получена фрезерованием, строганием, протягиванием, шлифованием, выбор наиболее целесообразного определяется наличием оборудования, способного в данных производственных условиях реализовать выбранный метод обработки и сопоставлением методов по экономичности и производительности.
2.Оборудование необходимо выбирать по размерам в соответствии с габаритными размерами обрабатываемых деталей.
3.При назначении метода обработки следует стремиться к тому, чтобы число переходов в пределах данного метода при обработке каждой поверхности было минимальным. Желательно, чтобы одним и тем же методом обрабатывалось как можно большее количество поверхностей заготовки.
4.Методы окончательной обработки всех поверхностей заготовки определяют исходя из требований, предъявляемых к точности и качеству готовой детали, с учётом характера исходной заготовки и свойств обрабатываемого материала. Если заготовка в процессе изготовления подвергается закалке (посадочное место под подшипник), то при условии обеспечения заданных параметров качества обрабатываемой поверхности окончательным методом её обработки будет шлифование, поскольку лезвийная обработка оказывается нецелесообразной в силу большого расхода инструмента.
5.Степень точности станка должна соответствовать техническим требованиям, предъявляемым к детали или заготовке. Нельзя грубую обработку выполнять на точном станке или точную деталь выполнять на неточном станке.
При обработке на универсальных станках стремятся к более полному использованию их возможностей. Наиболее точные станки используют для чистовой и отделочной обработок, выделяемых в отдельные операции. Чтобы избежать трудоёмких переустановок крупногабаритных и тяжёлых заготовок черновую и чистовую обработку таких заготовок выполняют за одну операцию. Во всех случаях выполнения черновой и чистовой обработки за одну операцию рекомендуется сначала провести черновую обработку всех поверхностей, а затем выполнить чистовую обработку тех поверхностей, для которых она необходима.
6.Где возможно, заменять ручную обработку механической.
7.По возможности уменьшать вспомогательное время обработки.
8.При проектировании любого технологического процесса искать средства повышения производительности труда.
Выбирая методы предварительной и окончательной обработки поверхностей, ориентируются на рекомендуемые значения параметров шероховатости и точности после обработки поверхности различных деталей.
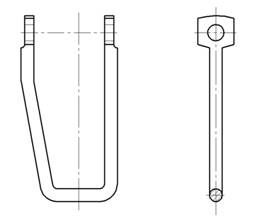
При определении методов операций (обработки) в рассматриваемом нами примере, устанавливаем, что все основные поверхности будут обработаны на токарном станке, окончательная обработка канавок возможна фрезерованием, получение глухого отверстия под резьбу M48 x 1,5–6H – сверлением. Наиболее оптимальными для получения заданной шероховатости является фрезерование при обработке средней части тяги фрезой. Процесс шлифование целесообразно выбрать в качестве окончательного способа обработки, когда обрабатываемая поверхность будет подвергаться термообработке (закалке): для ликвидации дефектного слоя после термообработки.
Выбор наиболее приемлемого метода обработки осуществляется, в данном случае, в зависимости от наличия инструментов, способных реализовать окончательную обработку. Для сравнения вариантов составим табл. 4.
Таблица 4. Возможные методы обработки рабочих поверхностей детали
| № | Характеристика поверхности | Стадии обработки | ||
| черновая | чистовая | тонкая | ||
| 1 | Торец правый | Точение однократное | - | - |
| 2 | Ø 60 | Точение однократное | - | - |
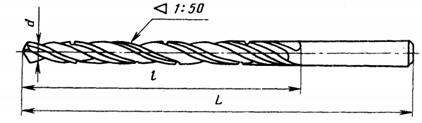
| 3 | Глухое отверстие Ø 47 | Сверление | Рассверливание | Нанесение резьбы |
| 4 | Торец левый | Точение однократное | - | - |
| 5 | Ø 55 | Точение | Точение | - |
| 6 | Канавка 2x | - | Фрезерование | - |
| 7 | Выборка средней части детали | - | Фрезерование | Отшлифовка боковых поверхностей |
| 8 | Скос 8 x 450 | - | Фрезерование | - |
Похожие работы





... детали, что и является основной целью курсовой работы. Выбор типа заготовки и метода ее получения оказывают самое непосредственное и весьма существенное влияние на характер построения технологического процесса изготовления детали, так как в зависимости от выбранного метода получения заготовки может в значительных пределах колебаться величина припуска на обработку детали и, следовательно, меняется ...

... подразделяют на виды и выполняют строго по определенной форме. К технологическим документам относятся графические и текстовые документы, которые отдельно или в совокупности определяют технологический процесс изготовления изделия и содержат необходимые данные для организации производства. К графическим документам относят карты эскизов, к текстовым — маршрутную и комплектовочную карты, карту ...





... 2(100+80+√0,842)=2∙180,84 = 361,68 7. Расчет промежуточных минимальных диаметров по переходам проводится в порядке, обратном ходу технологического процесса обработки этой поверхности, т.е. от размера готовой детали к размеру заготовки, путем последовательного прибавления к наименьшему предельному размеру готовой поверхности детали минимального припуска 2Zi min. Результаты заносятся ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
0 комментариев