Общая характеристика предприятия
Обзор литературы
Исследование дефектов блок-картера
Ремонт посадочных отверстий блок-картера
Проектирование участка по восстановлению блок-картеров
Расчет производственной площади
Расчет среднегодового расхода тепла на отопление и вентиляцию
Мероприятия по улучшению охраны труда и разработка комплексных решений
Экологическая безопасность
Навигация
Исследование дефектов блок-картера
Проектирование участка по восстановлению посадочных отверстий блок-картеров
75397
знаков
11
таблиц
2
изображения
3. Исследование дефектов блок-картера
Самые распространенные дефекты блок-картера следующие: трещины перемычек между цилиндрами; трещины в стенках водяной рубашки; износ, отклонение от соосности гнезд вкладышей коренных подшипников; износ торцевых поверхностей коренных опор под упорные полукольца; коробление привалочной плоскости, сопрягаемой с головкой цилиндров; износ гнезд под втулки распределительного вала; износ резьбы (срыв, залом шпилек) в теле блока; износ отверстия под толкатель.
Коренные опоры блока являются наиболее изнашиваемыми его частями. Они работают в условиях динамических нагрузок. Поэтому возникает необходимость в улучшении условий работы и факторов влияющих на качество ремонта при восстановлении блока цилиндров картера.
В листе графической части дипломного проекта приводятся результаты исследования поступающих в ремонт блок-картеров на наличие дефектов, а также их частость.
Исследования проводились на выборке из 30 блок-картеров. Сбор данных проводился на авторемонтном заводе. Полученные результаты по частоте дефектов блок-картера приведены в таблице 3.1 и на листе графической части.
Таблица 1.3 – Дефекты блок-картера их частость.
| Наименование дефектов | Частость, % |
| Трещины перемычек между цилиндрами Трещины в стенках водяной рубашки Износ или несоосность гнезд вкладышей коренных подшипников Коробление привалочной плоскости, сопрягаемой с головкой цилиндров Износ гнезд под втулки распределительного вала Износ резьбы в теле блока Износ отверстия под толкатель Износ торцевых поверхностей коренных опор под упорые кольца | 34 60 100 77 41 88 25 71 |
Анализируя полученные данные мы видим, что наиболее часто изнашиваются гнезда вкладышей подшипников – 100%, а износ и срыв резьбы в теле блока – 88% и коробление привалочной плоскости, сопрягаемой с головкой цилиндров – 77%.
В этом разделе были описаны, приведенные нами научные исследования изучения дефектов блок-картера, которые наиболее часто встречаются.
4. Технологическая часть
4.1 Характеристика восстанавливаемой детали
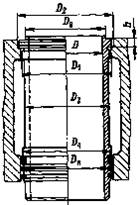
Коренные опоры блок-картеров у дизельных двигателей входят в общую сложную отливку из серого мелкозернистого чугуна С418 и С421, обладающих высокими литейными и механическими качествами. Они относятся к неподвижным элементам механизма, образующего корпус двигателя и обеспечивающего жесткое крепление коренных подшипников скольжения, тем самым, образуя устойчивую работу всему кривошипно-шатунному механизму. Элементом коронной опоры двигателя является разъемная крышка коренного подшипника.
Все поверхности посадочных мест коренных опор двигателя сопрягаются с опорным шейками коленчатого вала через подшипники скольжения – коренные вкладыши. Гнезда под вкладыши имеют шероховатость поверхности и должны соответствовать Rа = 1,25мКм.
4.2 Выбор рационального способа восстановления коренных опор
Рациональный способ восстановления коренных опор определяют, пользуясь критериями: технологическим (применяемости), техническим (долговечности) и технико-экономическим (обобщающим).
4.2.1 Технологический критерий
Технологический критерий характеризует возможность применения нескольких способов восстановления, исходя из конструктивно-технических особенностей детали. К числу конструктивно-технических особенностей относятся: геометрическая форма и размеры, матириал, термическая или другой вид обработки, твердость, шероховатость поверхности и т.д.
По техническому критерию для восстановления коренных опор блока подходят следующие способы:
- детонационное напыление;
- плазменная наплавка;
- газопламенное напыление;
- местное осождение.
4.2.2 Технический критерий
Технический критерий оценивает каждый способ (выбранному по технологическому критерию) устранения дефектов детали с точки зрения восстановления свойств поверхности, т.е. обеспечение работоспособности за счет долговечности, сцепляемости, износостойкости и достаточной твердости покрытия восстанавливаемой детали.
Для каждого выбранного способа проводится комплексная качественная оценка значения коэффициента долговечности КД.
По техническому критерию, для восстановления посадочных мест коренных опор блока, больше подходит метод газопламенного напыления.
4.2.3 Технико-экономический критерий
Технико-экономический критерий связывает стоимость восстановления детали и ее долговечности после устранения дефектов.
Технико-экономический критерий оценивают по формуле В.А. Шадричева
КТ = Св/КД
где КТ – коэффициент технико-экономического критерия (эффективности);
Св – себестоимость восстановления 1 м2 изношенной поверхности, руб/м2;
КД – коэффициент долговечности при восстановлении.
Эффективным считается способ, у которого КТ![]() min.
min.
По технико-экономическому показателю, более эффективным методом восстановления посадочных мест коренных опор блока является газопламенное напыление, т.к. КТ наименьший. Все расчетные данные сведены в таблице 4.1
Таблица 4.1 – Оценочные критерии различных видов наплавки
| Способ восстановления | КД | Св, руб/м2 | КТ |
| Детонационное напыление Плазменное напыление Газопламенное напыление Местное осаждение | 0,61 0,78 0,86 0,56 | 263 245 290 322 | 431 314 249 575 |
4.3 Анализ предлагаемого технического восстановления блок-картера
4.3.1 Мойка
Мойка блока производится после его разборки на участке комплектовки.
Блок помещают в моечную машину ОМ-4610. В ней осуществляется промывка масляных каналов от загрязнения и отложения на стенках каналов. Очистка масляных каналов посадочных мест является одной из важнейших операций ремонта, т.к. от величины отложения масляных каналах зависит межремонтный ресурс посадочных мест блока. Очистка производится раствором “Лабомид-209” ТУ38-10738-80. Применяются следующие параметры очистки:
1. Температура моющего раствора Т = (85±5) 0С;
2. Давление подаваемой жидкости Р = (0,4÷0,8) мПа;
3. Время воздействия раствора t = 10-15 мин;
4. Концентрация раствора составляет 20÷30 г/л;
После очистки коленчатый вал поступает на пост дефектовки, где производится его дефекация.
4.3.2 Дефектовка
Контроль и установление дефектов начинают в визуального осмотра блока, далее идет проверка на магнитном дефектоскопе МД-50П. Для контроля гнезд вкладышей коренных подшипников применяют нутрометр НИ 100-160.
Основные дефекты и способы их устранения приведены в таблице 4.2
Таблица 4.2 – Основные дефекты и их устранение
| Наименование дефекта | Способ устранения дефекта |
| Задиры, прижоги, износ или отклонение от соосности гнезд вкладышей коренных подшипников Коробление поверхности сопряжения плоскостей разъема блока цилиндров с головками цилиндров Износ торцевых поверхностей коренных опор под упорные полукольца Износ и срыв резьбы в теле блока | Наплавить посадочные места до номинального размера Шлифовать поверхность до устранения коробления Шлифовать поверхности Поставить ввертную втулку или разварить нарезать резьбу |
Похожие работы
... Полуось заднего моста – Nкр=10000 шт.; 4) Ведущая вал-шестерня – Nкр=10000 шт.; 2. Назначение и структура проектируемого предприятия Проектируемое предприятие специализированным предприятием по восстановлению шлицевых валов КПП, полуосей ведущих мостов, ведущих шестерён ГП, мощностью 10000 капитальных ремонтов каждой детали в год. При данной мощности целесообразно применять бесцеховую ...





... .335 с., ил. Организационно-экономический расчёт.Консультант: Одинцова Л. А. Исследовательская часть. Охрана труда и охрана окружающей среды. В данном проекте спроектирован цех для ремонта поршневых компрессоров. Основной материал обработки серый чугун марок СЧ 21, 24 ГОСТ 1412-79. Для ремонта компрессоров применяется различное оборудование: токарные, круглошлифовальные, плоскошлифовальные, ...
... затем сушат в сушильном шкафу (t = 200С, = 10 мин). Технологическая карта восстановления гильзы цилиндра двигателя Д-240 представлена 8-ым листом графической части. 6. Охрана труда гильза цилиндр гальваномеханический восстановление 6.1 Меры безопасности при ремонте гильз ДВС Безопасность жизнедеятельности – это комплекс мероприятий по обеспечению по обеспечению безопасности жизненной ...
... 1500*2500 3,75м 3,75м настольно-сверлильный станок 1 стационарный 1000*1500 1,5м 1,5м подставка под настольное оборудование 1 стационарный 1000*1600 1,6м 1,6м итог: 31,14м.кв. 2.2. ЭКОНОМИЧЕСКИЙ РАСЧЕТ При проектировании участка предлагается рассчитать основные технико- экономические показатели деятельности участка. Для этого предлагается провести расчет стоимости 1 нормо- часа ...
0 комментариев