Общая характеристика предприятия
Обзор литературы
Исследование дефектов блок-картера
Ремонт посадочных отверстий блок-картера
Проектирование участка по восстановлению блок-картеров
Расчет производственной площади
Расчет среднегодового расхода тепла на отопление и вентиляцию
Мероприятия по улучшению охраны труда и разработка комплексных решений
Экологическая безопасность
Навигация
Ремонт посадочных отверстий блок-картера
Проектирование участка по восстановлению посадочных отверстий блок-картеров
75397
знаков
11
таблиц
2
изображения
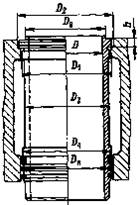
4.4 Ремонт посадочных отверстий блок-картера
В настоящее время разработаны технологические процессы и комплекты оснастки для высококачественного восстановления блок-катреров автотракторных двигателей. Технологическими процессами предусмотрено устранение всех дефектов в соответствии с техническими требованиями на капитальный ремонт двигателя. Разработанная оснастка позволяет качественно восстанавливать посадочные отверстия в блоке, обеспечивая высокий межремонтный ресурс двигателя.
а) Ремонт коренных опор блока
Для коренных опор и опор распредвалов блока характерны следующие дефекты: отклонение в диаметре; нарушение соосности; проворот коренных вкладышей и аварийный износ послетей блока; ослабление посадки, трещины и изломы крышек коренных подшипников; износ отверстий под втулки распределительного вала.
Причины этих дефектов: из-за деформации блока цилиндров происходит нарушение соосности коренных опор. Как правило, естественные износы коренных опор двигателей не наблюдаются. Но им присущ такой характерный дефект как аварийные износы от проворотов коренных вкладышей. Обычно это происходит так; сначала каленвал какой-либо коренной шейкой схватывается со вкладышем, затем наступает его заклинивание, которое сопровождается поворотом вкладыша в опоре. При провороте вкладышей часто наблюдаются аварийные износы опор (задиры). Износы от проворотов вкладышей составляет 0,2-0,6 мм. В итоге посадочные места (постели) под вкладыши восстанавливают газопламенным напылением. На сначала аварийно-изношенные коренные опоры растачиваются под ремонтный размер, увеличенный против номинальных на 0,5-1,0 мм на диаметр.
При отклонении в диаметре или соосности больше чем на 0,03 мм блок подлежит ремонту методом расточки отверстий в линию со смещением оси. При этом соблюдается следующая последовательность: расточка, дробеструйная обработка поверхности детали, обезжиривание и газопламенное напыление.
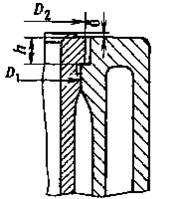
Изношенные посадочные места коренных опор и отверстия под втулки распределительного вала восстанавливаются на горизонтально-расточном станке, одновременно двумя борштангами со совмещенными резцами. Резцы на борштангах выставляются с помощью индикаторного приспособления под размер: для расточки постелей блока цилиндров под вкладыши коренных подшипников 100,5 мм; для расточки втулки распредвала передней 53,6 мм, средней 53,8 мм и задней 41,6 мм.
После этого посадочные места подвергаются напылению, как одному из способов восстановления, при которой покрытия наносится на поверхность постелей блока газовой струей порошка, нагретой пламенем газа до жидкого состояния. Расплавленный металл распыляется струей газа на частицы размером 3…300 мкм, со скоростью 100-300 м/с наносится на поверхность.
К положительным сторонам газопламенного напыления можно отнести: получение покрытий любой толщины максимум до 4,0 мм; получение любой твердости и прочности нанесенного слоя; возможность регулирования в широких пределах физико-механических свойств покрытий в зависимости от материала восстанавливаемой детали.
Однако у способа существуют следующие недостатки: наносимые покрытия, растрескиваются во время напыления или во время охлаждения, расслаиваются во время обработки резанием. Все эти дефекты могут появиться из-за неправильно выбранных режимов нанесения покрытия, плохого обезжиривания поверхности перед напылением, неправильно выбранного порошка для металлизации, вследствие чего происходит плохое сцепление наносимого слоя с металлической основой.
В разработанной технологической карте принят данный способ с некоторыми усовершенствованиями, которые позволяют избежать перечисленные выше дефекты покрытия и заключаются в следующем: к способам защиты поверхностей от коррозионно-усталосного разрушения технологически относятся в первую очередь различные технологические обработки поверхностей, повышающие их усталостную прочность и защищающие от коррозионного воздействия окружающей среды. Эффективны способы механической, термической и химико-термической обработки. По этому, в данном технологическом процессе, после подготовительной расточки отверстий перед процессом напыления введен процесс дробеструйной обработки посадочных отверстий подшипников. Процесс основан на явлении упрочнения металла пластическим деформированием. Например, обработка поверхности дробью диаметром 1,6 мм в течение 2 минут может повысить износостойкость в условиях фреттинг-коррозии почти втрое. Увеличение износостойкости поверхности при упрочнении пластическим деформированием объясняется уменьшением пластичности поверхности слоя, превращением остаточного аустенита в мартенсит, наличием остаточных напряжений сжатия в поверхностном слое.
Дробеструйная обработка проводится с дополнительной целью как можно больше увеличить шероховатость поверхности для повышения качества сцепяемости напыленного металла с чугунной основой блок-картера.
Дробеструйную обработку проводят при помощи разработанного приспособления. Оно представляет собой дробеструйную камеру, внутри которой находится дробеструйный пистолет. Блок помещают внутрь камеры и производят обработку посадочных отверстий дробью, вылетающей из сопла пистолета с большой скоростью. В качестве дроби используют образивный материал, применяемый для изготовления шлифовальных кругов, например, белый электрокорунд 2,4 А с размером зерна 1500…2000 мкм по ГОСТ 3647-80.
После дробструйной обработки проводится обезжиривание посадочных мест подшипников перед напылением для удаления любых видов загрязнений. Обезжиривание проводят в специальной ванне, внутрь которой помещается блок. В качестве реактива применяются растворитель №646, который наносится на обрабатываемую поверхность ватным тампоном.
Затем, восстанавливаемый блок устанавливается на стол для наплавочных работ. Для усовершенствования и облегчения выполнения процесса вместо громоздких газоструйных металлизаторов предусматривается применение газопламенной порошковой горелки “Искра-1В” конструкция Железногорского завода “Ренмашпомирент”.
Горелка “Искра-1В” газопламенная порошковая предназначена для нанесения износостойких и защитных покрытий порошковыми материалами на поверхности изделий, к которым предъявляются повышенные требования в отношении износостойкости, жаростойкости и коррозийной стойкости.
Технические характеристики газопламенной порошковой горелки “Искра-1В”.
1. Производительность 1,5 кг/час;
2. Рабочее давление газов, мПа
ацетилен ГОСТ 5457-75 – 0,70…0,10
кислород ГОСТ 5583-78 – 0,40…0,45
воздух (аргон, азот)
3. Расход газов, л/мин.
ацетилен – 10…15
кислород – 20…23
4. Емкость съемного бункера порошка, л – 0,35…0,50
Конструкция горелки предусматривает разогрев пламени до 45000С и обжим его струей воздуха для более точной подачи газовой струи.
Для наплавки используются композиционные порошки
ПТ–Ю 5 Н и ПТ–Ю 10 Н
ПТ–Ю 5 Н: состав – Ni +5,2![]() ;
;
твердость – НВ 210;
прочность – 55 мПа;
Свойство порошка и покрытий: Экзотермически реагирующий порошок, образующий соединения Ni–![]() . Гарантируются регламентированный тепловой эффект и хорошая текучесть через отверстия
. Гарантируются регламентированный тепловой эффект и хорошая текучесть через отверстия ![]() 1,7 и 2,5 мм. Хорошая износостойкость в сочетании с коррозионной стойкостью и сопротивлением ударным нагрузкам.
1,7 и 2,5 мм. Хорошая износостойкость в сочетании с коррозионной стойкостью и сопротивлением ударным нагрузкам.
ПТ–Ю 10 Н: состав – Ni +9![]() ;
;
твердость – НВ 170;
прочность – 55 мПа;
Применяют эти порошки в качестве подслоя для нанесения более твердых покрытий и для восстановления. Порошки на основе самофлюсующихся сплавов – для создания износостойких рабочих слоев восстановление и упрочнения посадочных мест и уплотнений деталей.
После напыления необходимо провести обработку напыленных посадочных мест до номинального размера.
После расточки проводится контроль восстановленных посадочных мест индикаторным нутромером.
б) Сравнительно распространенным и хроническим дефектом блоков цилиндров быстроходных дизелей является коррозионно-кавитационные разрушения нижних посадочных мест под гильзы. Технологичность ремонта с таким дефектом зависит от конструктивного исполнения. Предпочтительно когда уплотнительные кольца расположены в каналах выполненных в блоке цилиндров, а не в каналах на гильзах цилиндров, так как надежность уплотнения в первом варианте выше.
В настоящее время применяют следующие способы устранения коррозионно-кавитационных разрушений нижних посадочных мест в блоках и гильз:
1) нанесение полимерных специальных композиций;
2) газопламенное напыление;
3) установка ремонтных втулок;
4) пайка;
5) изготовление в блоке новой канавки ниже или выше первоначальной;
6) расточка существующей канавки до устранения кавитационных раковин и установка утолщенного уплотнительного кольца;
7) применения специальных охлаждающих жидкостей или присадок к ним.
Верхние посадочные места в блоках под гильзы кавитационным разрушения не подвергаются. Их только защищают двух ярусной разверткой от образования копоти.
в) Ремонт блоков с трещанами нижних перемычек между цилиндрами осуществляют в следующей последовательности. Зачищают поверхность перемычки от посадочного места в блоке под гильзу до постели от капиль и литейной корки до блеска на 10-15 мм с каждой стороны машинами ИП2009А с кругами ПП 80×20×20, продувают сжатым воздухом, обезжиривают бензином БР-1 “Галоша”. Устанавливают блок горизонтально наносят на трещину 2-3 капли герметика АН-IV в зоне канавки под уплотнительное кольцо. Через 15-20 мин. наносят защитный состав из 70% кальцита и 30% прокаленной буры валиком в 2-3 мм. Заваривают одиночными поперечными валиками, затем с обоих сторон перемычки продольным сплошным швом окончательно поперечными уплотняющими валиками проволокой ПАНЧ-11 с прямой полярностью.
г) Резьбовые соединения предназначены для обеспечения жесткости стыка и герметичности сопряжения, а также предохранения деталей от осевого перемещения. Основными их дефектами являются: срыв резьбы, заломы шпилек и болтов, износ резьбы, сломы резьбовых отверстий. При заломах шпилек (болтов) и их центре сверлят отверстия на всю длину, забивают в нее экстрактор и вывинчивают. Если ест возможность к заломанной шпильке навернуть гайку, то следует этим воспользоваться и затем торцевым ключом удалить гайку вместе со шпилькой. Ремонт резьбы повторной прогонкой приводит к снижению ее прочности. Поврежденные или изношенные резьбовые отверстия ремонтируются установкой резьбовых спиральных вставок. Отверстие рассверливают под ремонтный размер и нарезают новую резьбу увеличенного диаметра сохраняя первоначальный шаг. В подготовленные отверстия вставляют спиральную вставку, а затем ввертывают шпильку номинального размера. Использование спиральных пружинных вставок из нержавеющей стали позволяет повысить прочность резьбовых соединений на 20-30% по сравнению с новыми.
д) Изношенные внутренние поверхности отверстий под толкатели восстанавливают развертыванием под ремонтный размер на вертикально-сверлильном станке.
Похожие работы
... Полуось заднего моста – Nкр=10000 шт.; 4) Ведущая вал-шестерня – Nкр=10000 шт.; 2. Назначение и структура проектируемого предприятия Проектируемое предприятие специализированным предприятием по восстановлению шлицевых валов КПП, полуосей ведущих мостов, ведущих шестерён ГП, мощностью 10000 капитальных ремонтов каждой детали в год. При данной мощности целесообразно применять бесцеховую ...





... .335 с., ил. Организационно-экономический расчёт.Консультант: Одинцова Л. А. Исследовательская часть. Охрана труда и охрана окружающей среды. В данном проекте спроектирован цех для ремонта поршневых компрессоров. Основной материал обработки серый чугун марок СЧ 21, 24 ГОСТ 1412-79. Для ремонта компрессоров применяется различное оборудование: токарные, круглошлифовальные, плоскошлифовальные, ...
... затем сушат в сушильном шкафу (t = 200С, = 10 мин). Технологическая карта восстановления гильзы цилиндра двигателя Д-240 представлена 8-ым листом графической части. 6. Охрана труда гильза цилиндр гальваномеханический восстановление 6.1 Меры безопасности при ремонте гильз ДВС Безопасность жизнедеятельности – это комплекс мероприятий по обеспечению по обеспечению безопасности жизненной ...
... 1500*2500 3,75м 3,75м настольно-сверлильный станок 1 стационарный 1000*1500 1,5м 1,5м подставка под настольное оборудование 1 стационарный 1000*1600 1,6м 1,6м итог: 31,14м.кв. 2.2. ЭКОНОМИЧЕСКИЙ РАСЧЕТ При проектировании участка предлагается рассчитать основные технико- экономические показатели деятельности участка. Для этого предлагается провести расчет стоимости 1 нормо- часа ...
0 комментариев