Анализ технологичности конструкции детали
Предварительный выбор типа производства
Принятый маршрутный технологический процесс
Обтачивание тонкое
Расчёт режимов резания
Расчёт режимов резания по нормативам
Расчет норм времени
Расчёт нормы времени на операцию 025 –вертикально-сверлильную
Определение типа производства
Навигация
Обтачивание тонкое
Разработка технологического процесса механической обработки колеса зубчатого 6Р12.31.58А
39644
знака
11
таблиц
3
изображения
3 Обтачивание тонкое
При точении обработка ведется в трехкулачковом самоцентрирующемся патроне, из чего следует, что погрешность установки детали в радиальном направлении равна нулю, т.е. e=0.
Погрешность заготовки определяем по формуле [3].
![]() , (16)
, (16)
где ![]() – погрешность заготовки по смещению, мм;
– погрешность заготовки по смещению, мм;
![]() – погрешность эксцентричности пробитого отверстия, мм;
– погрешность эксцентричности пробитого отверстия, мм;
Согласно ГОСТ 7505-89
![]() = 0,8 мм.
= 0,8 мм.
![]() 1,5 мм.
1,5 мм.
Тогда ![]() = 1700 мкм.
= 1700 мкм.
Величина остаточных пространственных отклонений [3]
1) после чернового точения
![]() =0,06*1700=102 мкм;
=0,06*1700=102 мкм;
2) после чистового точения
![]() =0,04*1700=68 мкм;
=0,04*1700=68 мкм;
3) после точения тонкого ![]() =0,02*1700=34 мкм.
=0,02*1700=34 мкм.
Выписываем параметры шероховатости ![]() и глубины дефектного слоя Т для всех операций:
и глубины дефектного слоя Т для всех операций:
1) заготовка
![]() =150 мкм; Т=250 мкм;
=150 мкм; Т=250 мкм;
2) точение черновое
![]() =50 мкм; Т=50 мкм;
=50 мкм; Т=50 мкм;
3) точение чистовое
![]() =20 мкм; Т=25 мкм;
=20 мкм; Т=25 мкм;
4) точение тонкое
![]() =10 мкм; Т=20 мкм;
=10 мкм; Т=20 мкм;
Расчёт минимальных значений припусков производим по формуле [3], предварительно заполнив расчётную таблицу 3.7.
![]() , (17)
, (17)
где ![]() - высота неровностей, полученных на предыдущей операции;
- высота неровностей, полученных на предыдущей операции;
![]() - глубина дефектного слоя, полученного на предыдущей операции;
- глубина дефектного слоя, полученного на предыдущей операции;
![]() - пространственное отклонение, полученное на предыдущей операции.
- пространственное отклонение, полученное на предыдущей операции.
Минимальные припуски
1) под черновое точение
![]() =2*(150+250+1700)=2*2100 мкм;
=2*(150+250+1700)=2*2100 мкм;
2) под чистовое точение
![]() =2*(50+50+102)=2*202 мкм;
=2*(50+50+102)=2*202 мкм;
3) под точение тонкое
![]() =2*(10+20+34)=2*64 мкм.
=2*(10+20+34)=2*64 мкм.
Определяем расчетный размер ![]() путем последовательного вычитания расчетного минимального припуска каждого технологического перехода, начиная с максимального размера:
путем последовательного вычитания расчетного минимального припуска каждого технологического перехода, начиная с максимального размера:
![]() =70,03мм;
=70,03мм;
![]() =70,03-2*0,064=69,902 мм;
=70,03-2*0,064=69,902 мм;
![]() = 69,902-2*0,113=69,676 мм;
= 69,902-2*0,113=69,676 мм;
![]() =69,676-2*0,202=69,272 мм
=69,676-2*0,202=69,272 мм
В графу ![]() записываем расчётные размеры. Графу «допуск» заполняем в соответствии с достигнутой точностью при обработке деталей на
записываем расчётные размеры. Графу «допуск» заполняем в соответствии с достигнутой точностью при обработке деталей на
данной операции.
Наименьшие предельные размеры ![]() определяем вычитанием допуска из наибольшего предельного размера:
определяем вычитанием допуска из наибольшего предельного размера:
![]() =69,3-3,2=66,2 мм;
=69,3-3,2=66,2 мм;
![]() =69,7-0,3=69,4 мм;
=69,7-0,3=69,4 мм;
![]() =69,9-0,12=69,78 мм;
=69,9-0,12=69,78 мм;
![]() =70,03-0,03=70 мм;
=70,03-0,03=70 мм;
Предельные значения припусков ![]() определяем как разность наименьших предельных размеров и
определяем как разность наименьших предельных размеров и ![]() - как разность наибольших предельных размеров последующего и выполняемого переходов:
- как разность наибольших предельных размеров последующего и выполняемого переходов:
![]() = 69,7-69,3=0,4 мм;
= 69,7-69,3=0,4 мм;
![]() = 69,9-69,7=0,2 мм;
= 69,9-69,7=0,2 мм;
![]() = 70,03-69,9=0,13 мм;
= 70,03-69,9=0,13 мм;
![]() = 69,1-66,2=2,9 мм;
= 69,1-66,2=2,9 мм;
![]() = 69,78-69,1=0,68 мм;
= 69,78-69,1=0,68 мм;
![]() = 70-69,78=0,22 мм;
= 70-69,78=0,22 мм;
Общие припуски Z0max и Z0min рассчитываем, суммируя их промежу-
точные значения и записывая их внизу соответствующих граф:
![]() = 400+200+130=730 мкм;
= 400+200+130=730 мкм;
![]() = 2900+380+220=3500 мкм.
= 2900+380+220=3500 мкм.
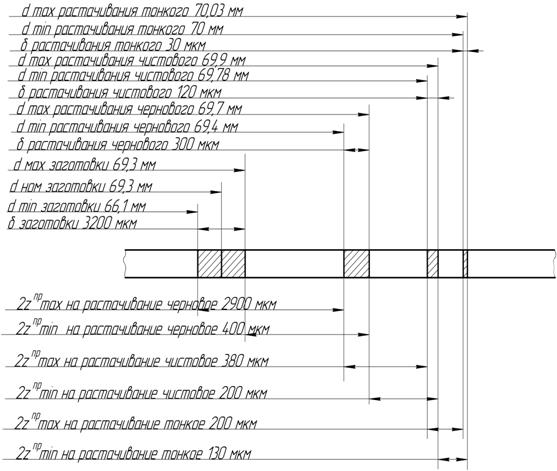
Таблица 5.1-Расчёт припусков на обработку поверхности Ø70Н7
| Технологические переходы обработки поверхности | Элементы припуска, мкм | Расчётный припуск, мкм | Расчётный размер dР, мм | Допуск d, мкм | Предельный размер, мм | Предельные значения припусков, мкм | ||||
|
| T | r |
|
|
|
| ||||
| Заготовка | 150 | 250 | 1700 | 69,272 | 3200 | 66,1 | 69,3 | |||
| Точение черновое | 50 | 50 | 102 | 2*202 | 69,676 | 300 | 69,4 | 69,7 | 400 | 3300 |
| Точение чистовое | 20 | 25 | 68 | 2*113 | 69,902 | 120 | 69,78 | 69,9 | 200 | 380 |
| Точение тонкое | 10 | 20 | 34 | 2*64 | 70,03 | 30 | 70 | 70,03 | 130 | 220 |
| Итого | 730 | 3900 | ||||||||
Величину номинального припуска определяем с учётом несимметричности расположения поля допуска заготовки.
2![]() , (18)
, (18)
где ![]() - максимальный диаметр заготовки
- максимальный диаметр заготовки ![]() =69,3 мм;
=69,3 мм;
![]() - максимальный диаметр детали ВDд=70,03 мм.
- максимальный диаметр детали ВDд=70,03 мм.
![]() =0,73+69,3-70,03=0 мм.
=0,73+69,3-70,03=0 мм.
Номинальный диаметр заготовки
![]() ,
(19)
,
(19)
![]() =69,3-0=69,3 мм.
=69,3-0=69,3 мм.
Производим проверку правильности расчётов по формуле [3]
![]() (20)
(20)
220-130=120-30 90=90
380-200=300-120 180=180
3300-400=3200-300 2900=2900
Проверка показывает, что расчёты припусков выполнены правильно.
Строим схему графического расположения припусков и допусков поверхности Ø70Н7 (рисунок5.1).
6.2 Расчёт припусков на обработку поверхности Ø65h11
Заготовка вала получена штамповкой на кривошипном горячештамповочном прессе. Маршрут обработки включает следующие операции (переходы):
1. Черновое точение
2. Чистовое точение
3. Шлифование
При точении обработка ведется в трехкулачковом патроне, из чего следует, что погрешность установки детали в радиальном направлении равна e=124, при шлифовании заготовка устанавливается в приспособлении с пневматическим зажимом , поэтому ε=90.
Погрешность заготовки определяем по формуле [3].
![]() , (21)
, (21)
где ![]() – погрешность заготовки по смещению, мм;
– погрешность заготовки по смещению, мм;
![]() – погрешность эксцентричности пробитого отверстия, мм;
– погрешность эксцентричности пробитого отверстия, мм;
Согласно ГОСТ 7505-89
![]() = 0,8 мм.
= 0,8 мм.
![]() 1,5 мм.
1,5 мм.
Тогда ![]() = 1700 мкм.
= 1700 мкм.
Расчёт минимальных значений припусков производим по формуле [3], предварительно заполнив расчётную таблицу 3.7.
![]() ,
,
где ![]() - высота неровностей, полученных на предыдущей операции;
- высота неровностей, полученных на предыдущей операции;
![]() - глубина дефектного слоя, полученного на предыдущей операции;
- глубина дефектного слоя, полученного на предыдущей операции;
![]() - пространственное отклонение, полученное на предыдущей операции.
- пространственное отклонение, полученное на предыдущей операции.
Минимальные припуски
1) под черновое точение
![]() =2*(150+250+1700+124)=2*2224 мкм;
=2*(150+250+1700+124)=2*2224 мкм;
2) под чистовое точение
![]() =2*(50+50+102+124)=2*326 мкм;
=2*(50+50+102+124)=2*326 мкм;
3) под предварительное шлифование
![]() =2*(30+30+68+124)=2*252мкм;
=2*(30+30+68+124)=2*252мкм;
4) под чистовое шлифование
![]() =2*(5+15+34+90)=2*144 мкм.
=2*(5+15+34+90)=2*144 мкм.
Определяем расчетный размер ![]() путем последовательного прибавления расчетного минимального припуска каждого технологического перехода, начиная с минимального размера:
путем последовательного прибавления расчетного минимального припуска каждого технологического перехода, начиная с минимального размера:
![]() =64,81мм;
=64,81мм;
![]() =64,81+0,288=65,098 мм;
=64,81+0,288=65,098 мм;
![]() = 65,098+0,504=65,602 мм;
= 65,098+0,504=65,602 мм;
![]() =65,602+0,652=66,254 мм;
=65,602+0,652=66,254 мм;
В графу ![]() записываем расчётные размеры. Графу «допуск» заполняем в соответствии с достигнутой точностью при обработке деталей на данной операции.
записываем расчётные размеры. Графу «допуск» заполняем в соответствии с достигнутой точностью при обработке деталей на данной операции.
Наибольшие предельные размеры ![]() определяем прибавлением допуска к наименьшему предельному размеру:
определяем прибавлением допуска к наименьшему предельному размеру:
![]() =64,81+0,046=64,856 мм;
=64,81+0,046=64,856 мм;
![]() =65,1+0,19=65,29 мм;
=65,1+0,19=65,29 мм;
![]() =65,6+0,3=65,9 мм;
=65,6+0,3=65,9 мм;
![]() =66,3+3,2=69,5 мм;
=66,3+3,2=69,5 мм;
Предельные значения припусков ![]() определяем как разность наибольших предельных размеров и
определяем как разность наибольших предельных размеров и ![]() - как разность наименьших предельных размеров предыдущего и выполняемого переходов:
- как разность наименьших предельных размеров предыдущего и выполняемого переходов:
![]() = 65,29-64,856=0,434 мм;
= 65,29-64,856=0,434 мм;
![]() = 65,9-65,29=0,61мм;
= 65,9-65,29=0,61мм;
![]() = 69,5-65,9=3,6мм;
= 69,5-65,9=3,6мм;
![]() = 65,1-64,81=0,29 мм;
= 65,1-64,81=0,29 мм;
![]() = 65,6-65,1=0,5 мм;
= 65,6-65,1=0,5 мм;
![]() = 66,3-65,6=0,7 мм;
= 66,3-65,6=0,7 мм;
Общие припуски Z0max и Z0min рассчитываем, суммируя их промежу-
точные значения и записывая их внизу соответствующих граф:
![]() =700+500+290=1490 мкм;
=700+500+290=1490 мкм;
![]() =3600+610+434=4644 мкм.
=3600+610+434=4644 мкм.
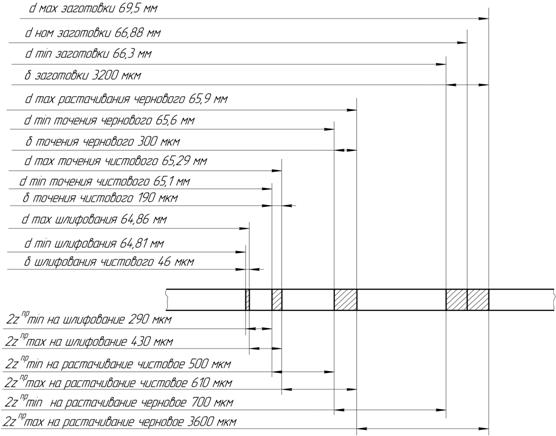
Таблица 5.2-Расчёт припусков на обработку поверхности Ø65h11.
| Технологические переходы обработки поверхности | Элементы припуска, мкм | Расчётный припуск, мкм | Расчётный размер dp, мм | Допуск d, мкм | Предельный размер, мм | Предельные значения припусков, мкм | |||||
|
| T | r | ε |
|
|
|
| ||||
| Заготовка | 150 | 250 | 1700 | 124 | - | 66,254 | 3200 | 66,3 | 69,5 | - | - |
| Точение черновое | 50 | 50 | 102 | 124 | 2* 326 | 65,602 | 300 | 65,6 | 65,9 | 700 | 3600 |
| Точение чистовое | 30 | 30 | 68 | 124 | 2* 252 | 65,098 | 190 | 65,1 | 65,29 | 500 | 610 |
| Шлифование | 5 | 15 | 34 | 90 | 2* 144 | 64,81 | 46 | 64,81 | 64,856 | 290 | 434 |
| Итого | 1490 | 4644 | |||||||||
Величину номинального припуска определяем с учётом несиммет-
ричности расположения поля допуска заготовки по формуле (18).
![]() , (22)
, (22)
где ![]() - нижнее отклонение заготовки
- нижнее отклонение заготовки ![]() =1,1 мм;
=1,1 мм;
![]() - нижнее отклонение размера детали Нз=0,19 мм.
- нижнее отклонение размера детали Нз=0,19 мм.
![]() =1,49+(-1,1)-(-0,19)=0,58 мм.
=1,49+(-1,1)-(-0,19)=0,58 мм.
Номинальный диаметр заготовки
![]() , (23)
, (23)
![]() =66,3+0,58=66,88 мм.
=66,3+0,58=66,88 мм.
Производим проверку правильности расчётов по формуле [3]
![]() (24)
(24)
434-290=190-46 144=144
610-500=300-190 110=110
3600-700=3200-300 2900=2900
Проверка показывает, что расчёты припусков выполнены правильно.
Cтроим схему графического расположения припусков и допусков верхности Ø65h11 (рисунок 5.2).
На остальные поверхности заготовки припуски назначаем по ГОСТ 7505-89 и результаты сводим в таблицу 5.3.
Таблица 5.3- Припуски и допуски на обрабатываемые поверхности вала
| Размер | Припуск | Допуск | |
| табличный | расчетный | ||
| 1 | 2 | 3 | 4 |
| Æ222h11 | 2*3,5 |
| |
| Æ90 | 2*2,5 | | |
| Æ70H7 | 2*2,4 |
| |
| 65 | 2*0,94 |
| |
| 30 | 6 |
| |
| 5 | 2,5 |
| |
Похожие работы
... на контактную прочность активных поверхностей зубьев , циклов. Эквивалентное число циклов перемены напряжений при расчете зубьев на выносливость при изгибе , циклов. Определение допускаемых напряжений Зубчатые колеса изготовлены из стали 20Х. Механические характеристики сердцевины МПа, МПа. Твердость зубьев колеса , шестерни - . Контактные: , МПа, , МПа. Базовое число циклов ...
0 комментариев