Навигация
1.5 Расчет режимов резания
1.5.1 Расчет режимов резания аналитическим методом
Черновое точение ![]()
На токарно-винторезном станке модели 16К40П обтачивается поверхность ![]() до
до ![]() на длину
на длину ![]() мм.
мм.
Исходный размер заготовки ![]() мм, шероховатость
мм, шероховатость ![]() мкм.
мкм.
1) Выбираем режущий инструмент.
Резец прямой проходной сечением 32x40мм с пластинкой твердого сплава Т5К10 ГОСТ 18878-90. Геометрические параметры режущей части резца: ![]() ;
; ![]() ;
; ![]() ;
; ![]() ;
; ![]() мм ([5], с. 188).
мм ([5], с. 188).
2) Назначаем режимы резания
Глубина резания ![]() в миллиметрах определяется по формуле
в миллиметрах определяется по формуле
![]() , (2.5)
, (2.5)
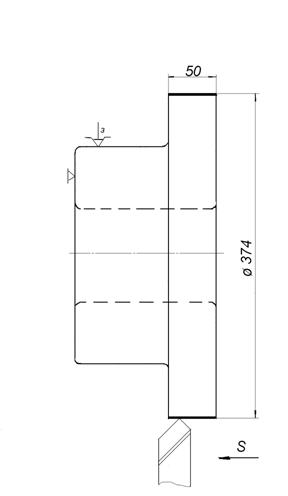
Рисунок 2.2 – Эскиз обработки
где ![]() – диаметр заготовки, мм;
– диаметр заготовки, мм;
![]() – диаметр детали, мм
– диаметр детали, мм
![]() мм.
мм.
Обработку производим за два прохода, следовательно, ![]() мм.
мм.
Подача ![]() в миллиметрах на оборот.
в миллиметрах на оборот.
Для принятых условий обработки рекомендуется ([5], с. 266)
![]() мм/об.
мм/об.
Корректируя по паспортным данным станка, принимаем
![]() мм/об.
мм/об.
Период стойкости резца ![]() в минутах ([5], с. 264)
в минутах ([5], с. 264)
![]() мин.
мин.
Скорость резания ![]() в метрах в минуту определяется
в метрах в минуту определяется
![]() , (2.6)
, (2.6)
Для принятых условий обработки ([5], с. 269):
![]() ;
; ![]() ;
; ![]() ;
; ![]() .
.
Поправочные коэффициенты на измененные условия работы в зависимости от:
- обрабатываемого материала – сталь
 , (2.7)
, (2.7)
![]() ;
;
- состояния поверхности – поковка, обработка по корке ([5], с. 263)
![]() ;
;
- марки материала пластинки резца – Т5К10 ([5], с. 263)
![]() .
.
![]() , (2.8)
, (2.8)
![]() .
.
 м/мин.
м/мин.
Частота вращения детали ![]() в миллиметрах на оборот определяется по формуле
в миллиметрах на оборот определяется по формуле
![]() , (2.9)
, (2.9)
 мин-1
мин-1
Корректируя по паспортным данным станка, принимаем
![]() мин-1
мин-1
Фактическая скорость резания ![]() в метрах в минуту определяется по формуле
в метрах в минуту определяется по формуле
 , (2.10)
, (2.10)
![]() м/мин
м/мин
Мощность, затрачиваемая на резание ![]() в киловаттах, определяется по формуле
в киловаттах, определяется по формуле
 , (2.11)
, (2.11)
Сила резания ![]() в ньютонах определяется по формуле
в ньютонах определяется по формуле
![]() , (2.12)
, (2.12)
Для принятых условий обработки ([5], с. 273):
![]() ;
; ![]() ;
; ![]() ;
; ![]() .
.
Поправочный коэффициент на измененные условий обработки
 , (2.14)
, (2.14)
 .
.
![]() Н
Н
![]() кВт
кВт
Проверяем достаточность мощности привода станка.
Необходимо выполнить условие
![]() , (2.15)
, (2.15)
![]() , (2.16)
, (2.16)
где ![]() – к.п.д. станка
– к.п.д. станка
![]() кВт.
кВт.
Следовательно, резание возможно, так как
![]() кВт
кВт
Основное время ![]() в минутах определяется по формуле
в минутах определяется по формуле
![]() , (2.17)
, (2.17)
где ![]() , (2.18)
, (2.18)
![]() мм (по чертежу)
мм (по чертежу)
![]() мм ;
мм ;
![]() мм, принимаем
мм, принимаем ![]() мм.
мм.
 мин.
мин.
Похожие работы
... по формуле: В нашем случае для чернового точения: кВт; Для получистового: кВт; Для чистового: кВт. 3.5 Расчет нормы времени на обработку Время рабочих ходов равно длительности лимитирующей операции дифференцируемого технологического процесса и определяется по формуле: где l – длина рабочего хода, мм; n – частота вращения шпинделя, об/мин; S – подача, мм/об; V – ...



... п, приходим к выводу, что экономически более выгодно применять заготовки из сортового проката. 4. Разработка технологического процесса обработки детали 4.1 Обоснование последовательности обработки и выбранного оборудования Разработка маршрутного технологического процесса механической обработки заготовки является основой всего курсового проекта. Вследствие того, что тип производства – ...





... ТП изготовления детали "Корпус ТМ966.2120-57" и статистического приемочного контроля Применение статистического регулирования технологического процесса изготовления детали "Корпус ТМ966.2120-57" представляет собой корректировку параметров процесса по результатам выборочного контроля параметров продукции, осуществляемого для технологического обеспечения заданного уровня качества. Статистическое ...
... АА для чистовой обработки (ГОСТ 9324-80). Расчёт технологических наладок операции производится далее. Последней операцией технологического процесса является термохимическая операция. Цель операции заключается в снятии остаточных нормальных напряжений на поверхности детали, возникших в результате механической обработки; закрепление полученной геометрии, повышение износостойкости детали. Первая ...
0 комментариев