Выбор вида и обоснование метода получения заготовки. Определение размеров, массы и стоимости детали
Выбор средств измерения
Аналитический расчёт режимов резания
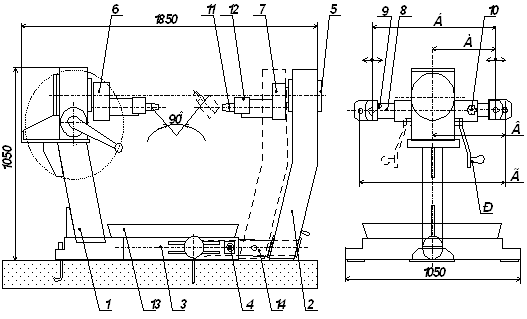
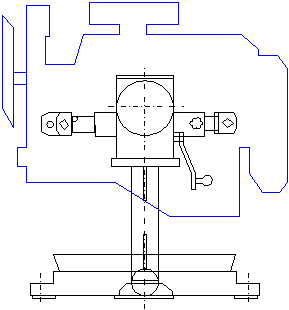
Проектирование станочного приспособления
Погрешность базирования (ε) равна нулю, так как совмещены измерительная и установочная базы
Расчет измерительного приспособления
Навигация
Выбор средств измерения
Разработка технологического процесса обработки щита подшипникового
34867
знаков
10
таблиц
3
изображения
7. Выбор средств измерения
Как правило, одну метрологическую задачу можно решить с помощью разных измерительных средств, которые имеют не только разную стоимость, но и разные точность и другие метрологические показатели, а, следовательно, дают не одинаковые результаты измерений. Чем выше требуемая точность средства измерения, тем оно массивнее и дороже, тем выше требования, предъявляемые к условиям его использования. Выбираем из оптимального варианта: соответствие заданной точности и минимальная стоимость мерительного инструмента.
Контроль на рабочем месте выполняется самим рабочим в серийном производстве обычно при помощи предельных калибров или штангенциркуля.
Измерение линейных продольных размеров и неточных диаметральных осуществляется штангенциркулями ШЦ-III ГОСТ 166-73 с пределами измерений 0-250 и ценой деления 0,05.
Более точные диаметральные размеры измеряются микрометром по ГОСТ 6507-73 МК-75 с ценой деления 0,01.
Для уменьшения вспомогательного времени на измерение применяются калибры.
Для наружных диаметров – калибры-скобы: для размеров 10,5-100 по МН 4780-63.
Для внутренних диаметров - калибры-пробки: для размеров 1,5-100 по ГОСТ 1919-79;
калибры для глубин и высот для размеров 3-50 по ГОСТ 2534-77
Для ограничения размеров шпоночного паза – специальный шаблон.
Для контроля резьбы применяют колибр-пробка резьбовой проходной ПР-М6 ГОСТ 1921-79
Для контроля фасок и канавок - специальные шаблоны.
8. Выбор оборудования, приспособлений, мерительного инструмента
1) Черновое и чистовое точение:
Выберем токарно-револьверный станок 1Е325
| Основные характеристики | |
| Цена, руб. | 473000 |
| Наибольшая длина обработки заготовки, мм | 140 |
| Частота вращения шпинделя, об/мин | 100-4000 |
| Мощность электродвигателя, кВт | 3,0 |
| Габариты станка, мм | 3945;990;1555 |
| Масса станка, кг | 1300 |
Мерительный инструмент:
ü Для контроля диаметров—калибр-пробка ГОСТ 1919-79
ü Для контроля длинны—калибр-скоба по ГОСТ 1919-79
ü Для контроля фасок и канавки-специальные шаблоны
ü Приспособление: патрон 3х кулачковый с механическим зажимом ГОСТ
2)Сверление и нарезание резьбы:
Выберем вертикально-сверлильный станок 2М-112.
| Основные характеристики | |
| Цена, руб. | 545000 |
| Наибольшая диаметр сверления загот., мм | 12 |
| Частота вращения шпинделя, об/мин | 450-7000 |
| Мощность электродвигателя, кВт | 0,6 |
| Габариты станка, мм | 730;355;820 |
| Масса станка, кг | 120 |
Мерительный инструмент:
ü Для контроля диаметров — калибр-пробка ГОСТ 1919-79
ü Для контроля резьбы — калибр-пробка резьбовой проходной ПР-М6
ü ГОСТ 1921-79
ü Приспособление: Оправка цилиндрическая гладкая ГОСТ,Кондуктор с пневмотическим зажимом
3) Фрезерование шпоночного паза:
Выберем вертикально-фрезерный станок 6Р12
| Основные характеристики | |
| Цена, руб. | 890000 |
| Размер рабочей поверхности стола, мм | 250*1000 |
| Перемещение стола, мм | |
| продольное | 580 |
| поперечное | 200 |
| вертикальное | 415 |
| Подача, мм/мин | |
| продольная | 20-1000 |
| поперечная | 20-1000 |
| вертикальная | 6,5-333 |
| Количество ступеней подач | 18 |
| Мощность электродвигателя, кВт | 4 |
| Частота вращения шпинделя, об/мин | 40-2000 |
| Габариты станка, мм | 2020;2020;1900 |
| Масса станка, кг | 2200 |
Мерительный инструмент:
ü Контроль шпоночного паза-специальный шаблон
ü Приспособление: патрон 3хкулачковый с механическим зажимом.
Похожие работы

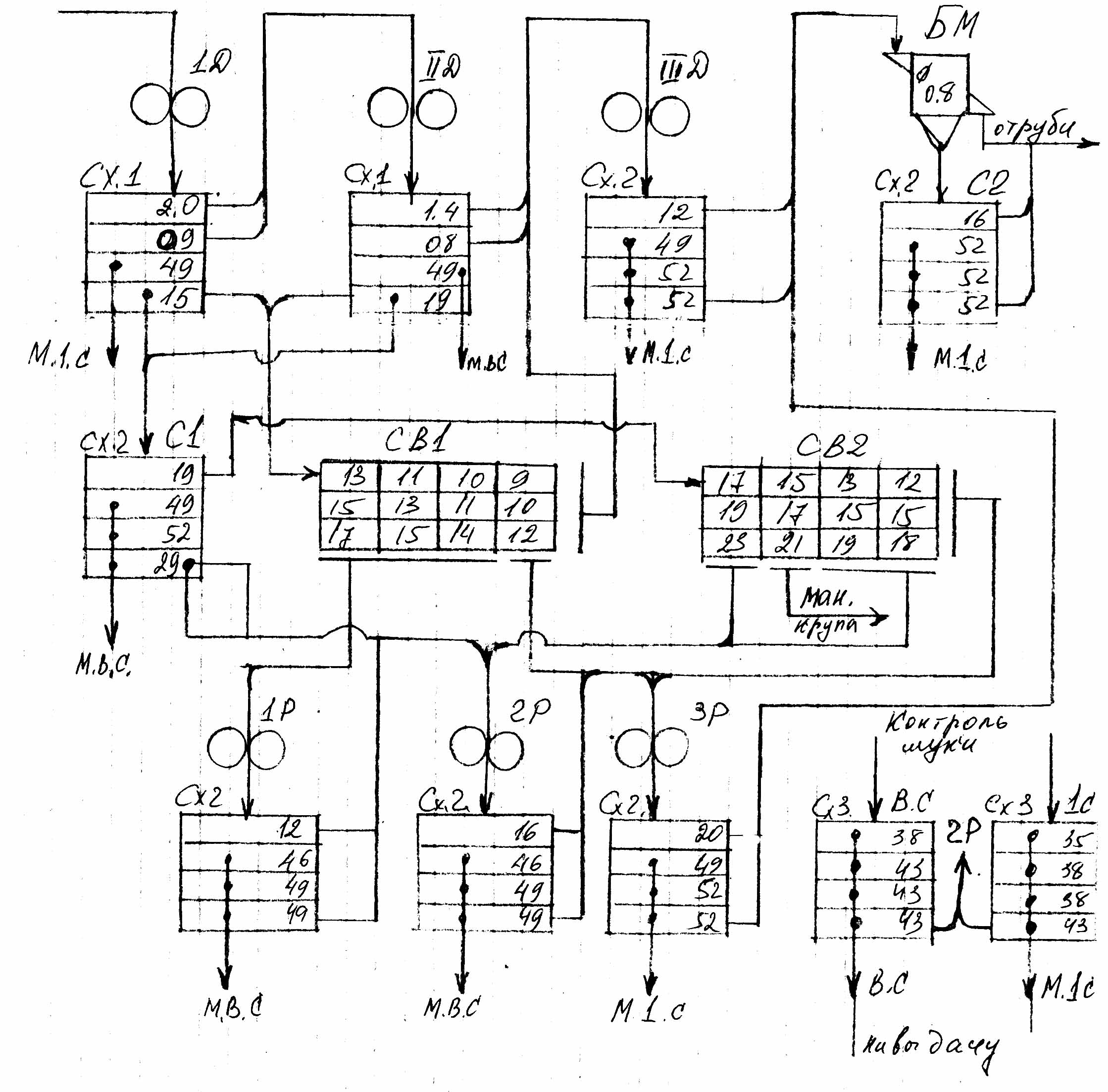
... . В результате такой подготовки зерно, передаваемое из зернохранилищ на мукомольный завод, должно отвечать определенным требованиям. 4. ОПИСАНИЕ УСОВЕРШЕНСТВОВАННОГО ТЕХНОЛОГИЧЕСКГО ПРОЦЕССА ПЕРЕРАБОТКИ ЗЕРНА В МУКУ Технологическая схема переработки зерна пшеницы в муку представлена на листе № 4 графической части проекта. После уборки урожая зерно содержит различные посторонние примеси. В зерне ...
... осуществлять трудовую деятельность более эффективно, творчески, а также способствует выходу личности на новые уровни своего развития. 1.2 Педагогические подходы к реализации программы профессиональной подготовки заливщиков металла Учебные занятия, как правило, проводятся в виде лекций, консультаций, семинаров, практических занятий, лабораторных работ, контрольных и самостоятельных работ, ...

... , преобразования их в цифровую форму, передачей их в ПК через параллельный порт и последующей обработки этих данных разработанной программной системой автоматического контроля технологических параметров. 9.2 Структура лабораторного стенда Лабораторный стенд основывается на интегральной микросхеме аналого-цифрового преобразователя 572ПВ4, которая представляет собой 8-ми канальную 8-ми ...
... ) и т. п. Перечень работ, выполняемых при ремонте агрегатов, весьма разнообразен и велик. Участок в большей степени специализирован на ремонт двигателей.. Годовой объем работ, выполняемых на агрегатном участке составляет Тагр.г. = 39835 чел-ч (см. проектную часть дипломного проекта). Число рабочих, занятых в агрегатном участке составляет 22 человека. К основному оборудованию относятся: ...
0 комментариев