Выбор вида и обоснование метода получения заготовки. Определение размеров, массы и стоимости детали
Выбор средств измерения
Аналитический расчёт режимов резания
Проектирование станочного приспособления
Погрешность базирования (ε) равна нулю, так как совмещены измерительная и установочная базы
Расчет измерительного приспособления
Навигация
Проектирование станочного приспособления
Разработка технологического процесса обработки щита подшипникового
34867
знаков
10
таблиц
3
изображения
11. Проектирование станочного приспособления
Станочные приспособления (СП) применяют для установки заготовок на металлорежущие станки. В соответствии с требованиями ЕСТПГ1 различают: три вида СП - специальные (одно-целевые, непереналаживаемые), специализированные (узкоцелевые, ограниченно переналаживаемые), универсальные (многоцелевые, широкопереналаживаемые); семь стандартных систем СП - универсально сборные (УСП), сборно-разборные (СРП), универсальные безналадочные (УБП), неразборные специальные (НСП), универсальные наладочные (УНП), специализированные наладочные (СНП), агрегатные средства механизации зажима (АСМЗ).
Обоснованное применение СП позволяет получать высокие технико-экономические показатели. Трудоемкость и длительность цикла технологической подготовки производства, себестоимость продукции можно уменьшить за счет применения стандартных систем СП, сократив трудоемкость, сроки и затраты на проектирование и изготовление СП. В условиях серийного машиностроения выгодны системы УСП, СРП, УНП, СНП и другие СП многократного применения. Производительность труда значительно возрастает (на десятки - сотни процентов) за счет применения СП: быстродействующих с механизированным приводом, многоместных, автоматизированных, предназначенных для работы в сочетании с автооператором или технологическим роботом.
Точность обработки деталей по параметрам отклонений размеров, формы и расположения поверхностей увеличивается (в среднем 20 - 40 %) за счет применения СП точных, надежных, обладающих достаточной собственной и контактной жесткостью, с уменьшенными деформациями заготовок и стабильными силами их закрепления. Применение СП позволяет обоснованно снизить требования к квалификации станочников основного производства (в среднем на разряд), объективно регламентировать длительность выполняемых операций и расценки, расширить технологические возможности оборудования.
СП состоят из корпуса, опор, установочных устройств, зажимных механизмов (зажимов), привода вспомогательных механизмов, деталей для установки, направления и контроля положения режущего инструмента. Графические обозначения опор и зажимных механизмов регламентированы ГОСТ 3.1107-81
11.1 Расчет режимов обработки отверстий
Для сверления отверстий применим спиральные сверла оснащенные пластинками из твердого сплава ВК6; D = 5,2 мм ГОСТ 22735-77.
Выбор оборудования.
Для сверления отверстий выбираем вертикально сверлильный станок модели 2М-112, который имеет следующие характеристики:
Мощность электродвигателя: 4 кВт;
Частота вращения:
-выдвижного шпинделя: от 20 до 2000 мин-1
Подача:
-шпинделя: 0.056…..2,5 мм/об
![]()
![]()
Глубина резания
![]() мм
мм
![]() /об
/об ![]() мин
мин
Скорость резания
![]()
![]()
Частота вращения
![]()
Осевая сила
![]()
Крутящий момент
![]()
Мощность резания
![]()
11.2 Разработка принципиальной схемы базирования и закрепления детали. Определение погрешности изготовления в приспособлении
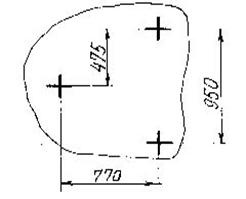
При проектировании процесса технолог выявляет установочные базы детали для каждой операции, а при вычерчивании эскизов обработки намечает принципиальную схему базирования и закрепления детали в приспособлении.
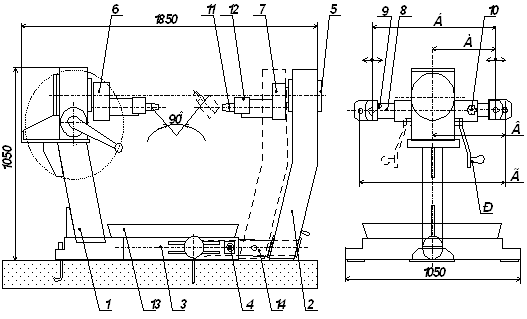
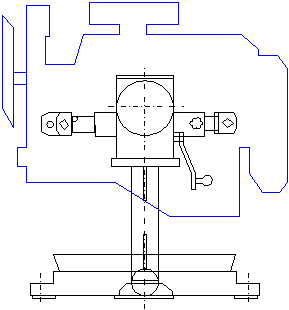
Описание работы приспособления
Корпус перемещения пиноли устанавливается на пальцы в скальчатый кондуктор. Подается давление воздуха в верхнюю часть пневмоцилиндра, соответственно поршень движется вниз, перемещая на штоке верхнюю кондукторную плиту. Происходит зажим детали между кондукторной плитой с кондукторными втулками и нижней подставкой, установленной на нижней плите скальчатого кондуктора. Деталь базируется на установочные пальцы.
11.3 Расчет точности размера 70+0,046
Используя схему базирования, альбом типовых узлов и механизмов приспособлений, альбом силовых приводов и их элементов, альбом конструкций универсальных, групповых и специальных приспособлений для типовых деталей конструируем приспособление и представляем в графическую часть проекта.
Для расчета погрешности изготовления воспользуемся основной формулой погрешности:
![]()
где
Т – допуск по чертежу на выполняемый размер;
![]() - сумма систематических погрешностей
- сумма систематических погрешностей
k – коэффициент, зависящий от закона рассеивания случайной погрешности равный 1…1,5. если закон распределения случайных величин неизвестен, то при работе на настроенных станках общий коэффициент равен 1,2
ε – погрешность базирования
![]() - погрешность закрепления;
- погрешность закрепления;
![]() - погрешность установки;
- погрешность установки;
![]() - прочие погрешности.
- прочие погрешности.
Проанализируем факторы влияющие на точность размера 70+0,046 в обработанной детали.
Похожие работы

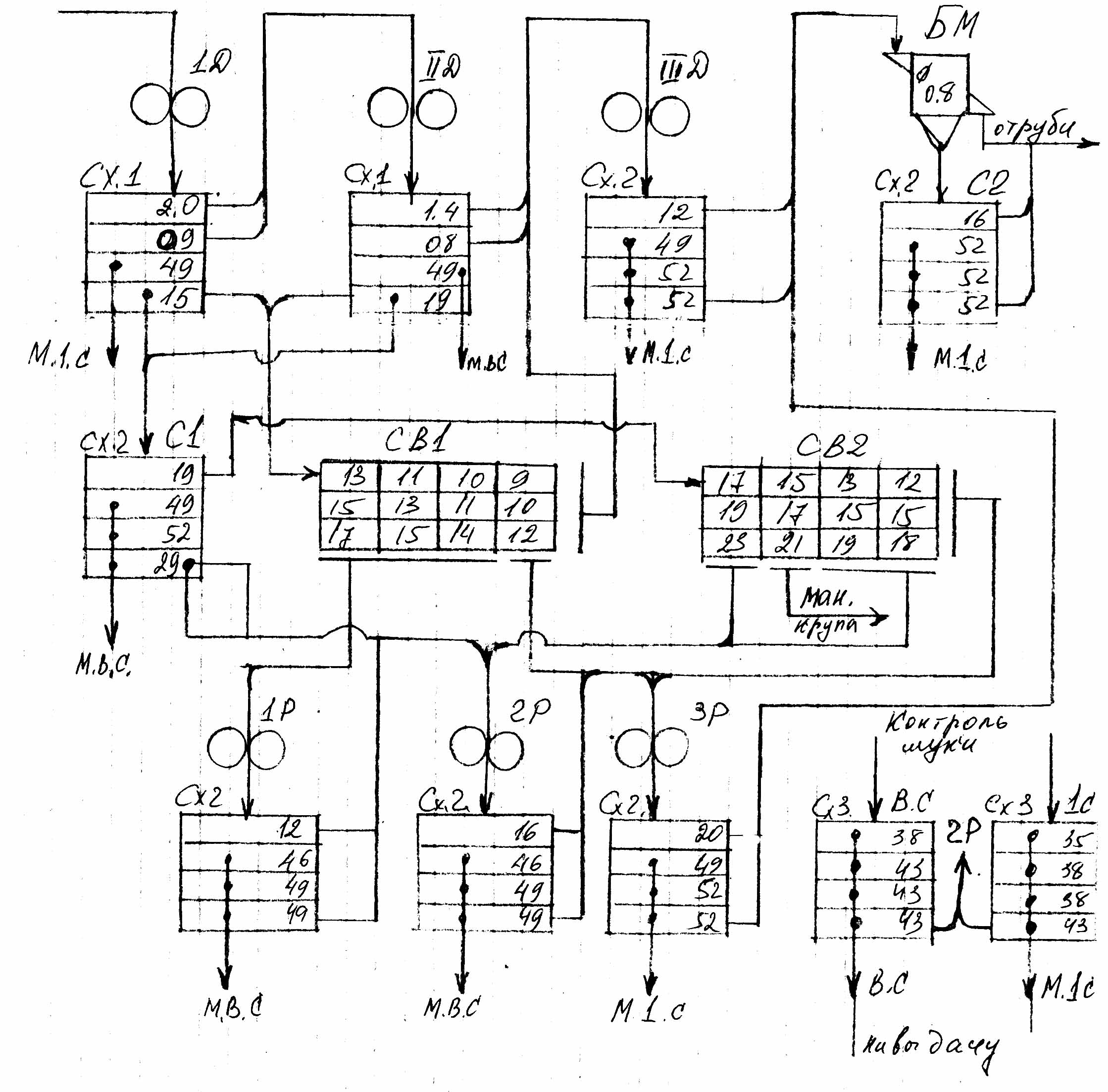
... . В результате такой подготовки зерно, передаваемое из зернохранилищ на мукомольный завод, должно отвечать определенным требованиям. 4. ОПИСАНИЕ УСОВЕРШЕНСТВОВАННОГО ТЕХНОЛОГИЧЕСКГО ПРОЦЕССА ПЕРЕРАБОТКИ ЗЕРНА В МУКУ Технологическая схема переработки зерна пшеницы в муку представлена на листе № 4 графической части проекта. После уборки урожая зерно содержит различные посторонние примеси. В зерне ...
... осуществлять трудовую деятельность более эффективно, творчески, а также способствует выходу личности на новые уровни своего развития. 1.2 Педагогические подходы к реализации программы профессиональной подготовки заливщиков металла Учебные занятия, как правило, проводятся в виде лекций, консультаций, семинаров, практических занятий, лабораторных работ, контрольных и самостоятельных работ, ...

... , преобразования их в цифровую форму, передачей их в ПК через параллельный порт и последующей обработки этих данных разработанной программной системой автоматического контроля технологических параметров. 9.2 Структура лабораторного стенда Лабораторный стенд основывается на интегральной микросхеме аналого-цифрового преобразователя 572ПВ4, которая представляет собой 8-ми канальную 8-ми ...
... ) и т. п. Перечень работ, выполняемых при ремонте агрегатов, весьма разнообразен и велик. Участок в большей степени специализирован на ремонт двигателей.. Годовой объем работ, выполняемых на агрегатном участке составляет Тагр.г. = 39835 чел-ч (см. проектную часть дипломного проекта). Число рабочих, занятых в агрегатном участке составляет 22 человека. К основному оборудованию относятся: ...
0 комментариев