Выбор вида и обоснование метода получения заготовки. Определение размеров, массы и стоимости детали
Выбор средств измерения
Аналитический расчёт режимов резания
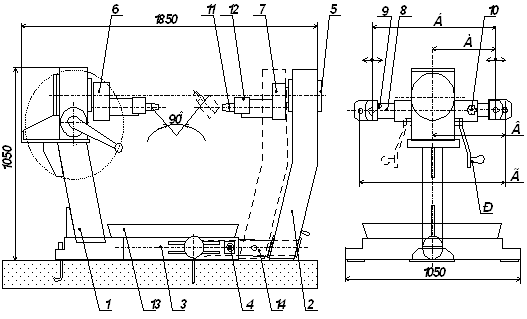
Проектирование станочного приспособления
Погрешность базирования (ε) равна нулю, так как совмещены измерительная и установочная базы
Расчет измерительного приспособления
Навигация
Расчет измерительного приспособления
Разработка технологического процесса обработки щита подшипникового
34867
знаков
10
таблиц
3
изображения
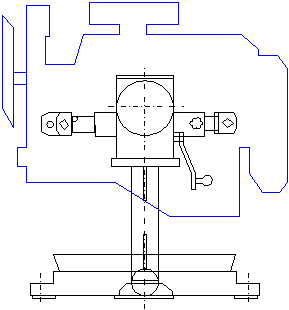
12. Расчет измерительного приспособления
Измерительные приборы – средства измерений, предназначенные для получения значений измеряемой физической величины в установленном диапазоне. Измерительные приборы, как правило, содержат устройства для преобразования измеряемой величины сигнал измерительной информации и его индикации в форме, доступной для восприятия. Устройства для индикации имеет шкалу со стрелкой, диаграмму с пером или цифру указатель, с помощью которых можно отсчитывать или регистрировать значение физической величины. При сопряжении прибора с мини-ЭВМ отсчет можно производить с дисплея.
По степени индикации измеряемой величины измерительные приборы делят на показывающие и регистрирующие.
По действию измерительные приборы делят на интегрирующие, суммирующие, различают приборы прямого действия и приборы сравнения.
Измерительная установка – совокупность функционально объединенных мер, измерительных приборов, преобразователей и других устройств, предназначенных для измерений одной или нескольких физических величин, расположенных в одном месте.
Измерительная система – совокупность функционально объединенных приборов, преобразователей, ЭВМ и других технических средств, размещенных в разных точках контролируемого объекта с целью измерения одной или нескольких физических величин, свойственных этому объекту.
Измерительный комплекс – совокупность функционально объединенных средств измерений, ЭВМ и вспомогательных устройств, предназначенных для выполнения конкретной измерительной задачи.
Конструкция подавляющего большинства средств измерения состоит из последовательно расположенных деталей и устройств ( ГОСТ 16263-70 ), каждая из которых при измерении выполняет определенную задачу.
Индикатором часового типа называется измерительная головка то есть средство измерений, имеющие механическую передачу, которая преобразует малые перемещения измерительного перемещения в большие перемещения стрелки, наблюдаемые по шкале циферблата. По внешнему и внутреннему устройству индикатор похож на карманные часы, почему за ним и закрепилось такое название.
Круговая шкала индикатора часового типа состоит из 100 делений, цена каждого деления 0,01 мм. Это означает, что при перемещении на 0,01мм стрелка индикатора передвинется на одно деление круговой шкалы.
12.1 Расчет погрешности измерения
e = eп +eиг
где eп – погрешность, создаваемая посадкой
eиг – погрешность измерительной головки.
Определяем погрешность создаваемую посадкой
![]()
где То – поле допуска отверстий (мкм)
Тв – поле допуска вала (мкм)
![]()
![]() (половина цены деления )
(половина цены деления )
Е = 38+5=43 мкм – погрешность измерительного приспособления.
Литература1. «Курсовое проектирование по технологии машиностроения». – 4-е изд., перераб. и доп. Горбацевич А.Ф. – Мн.: Высш. школа, 1983. – 256 с., ил.
2. «Справочник технолога-машиностроителя». В 2-х т. Т 2./ Под ред. А.Г. Косиловой. – 4-е изд., перераб. и доп. – М.: Машиностроение, 1986, 496 с., ил.
3. «Общемашиностроительные нормативы времени и режимов резания для нормирования работ, выполняемых на универсальных и многоцелевых станках с ЧПУ». Часть II. Нормативы режимов резания. Москва «Экономика» 1990 г., 480 с.
4. «Общемашиностроительные нормативы времени и режимов резания для нормирования работ, выполняемых на универсальных и многоцелевых станках с ЧПУ». Часть I. Нормативы времени. Москва «Экономика». 1990 г. 208 с.
5. «Справочник технолога-машиностроителя». В 2-х т. Т 1./ Под ред. А.Г. Косиловой – 4-е изд., перераб. и доп. – М.: Машиностроение, 1985. 656 с., ил.
6. Антонюк В.Е. «Конструктору станочных приспособлений». Справочное пособие. – Мн.: Беларусь, 1991. – 400 с., ил.
7. «Справочник технолога-машиностроителя». В двух томах. Изд. 3, переработанное. Том 2. Под ред. Манова А.Н. – М., «Машиностроение», 1972. – 568 с.
8. «Общемашиностроительные нормативы резания», серийное производство – М.: «Машиностроение», 1974. – 423 с.
9. «Станочные приспособления». Справочник. В 2-х т./ Ред. совет: Б.Н. Вардашкин (пред.) и др. – М.: «Машиностроение», 1984. - Т.1/ Под ред. Б.Н. Вардашкина, А.А. Шатилова, 1984. – 592., ил.
10. “Приспособление для металлорежущих станков” Справочник. А.К. Горгшкин, М. Машиностроение,-1970г.
11. “Основы конструирования приспособлений.” Учебник для вузов.-2-е изд., перераб. и дополненное. Под ред. В.С. Корсакова. -М.Машиностроение,1983г.
12. “Приспособление для металлорежущих станков. Расчеты и конструкции”-3-е изд., М.А. Ансеров.-М.: Машиностроение,1966г.
Похожие работы

... . В результате такой подготовки зерно, передаваемое из зернохранилищ на мукомольный завод, должно отвечать определенным требованиям. 4. ОПИСАНИЕ УСОВЕРШЕНСТВОВАННОГО ТЕХНОЛОГИЧЕСКГО ПРОЦЕССА ПЕРЕРАБОТКИ ЗЕРНА В МУКУ Технологическая схема переработки зерна пшеницы в муку представлена на листе № 4 графической части проекта. После уборки урожая зерно содержит различные посторонние примеси. В зерне ...
... осуществлять трудовую деятельность более эффективно, творчески, а также способствует выходу личности на новые уровни своего развития. 1.2 Педагогические подходы к реализации программы профессиональной подготовки заливщиков металла Учебные занятия, как правило, проводятся в виде лекций, консультаций, семинаров, практических занятий, лабораторных работ, контрольных и самостоятельных работ, ...

... , преобразования их в цифровую форму, передачей их в ПК через параллельный порт и последующей обработки этих данных разработанной программной системой автоматического контроля технологических параметров. 9.2 Структура лабораторного стенда Лабораторный стенд основывается на интегральной микросхеме аналого-цифрового преобразователя 572ПВ4, которая представляет собой 8-ми канальную 8-ми ...
... ) и т. п. Перечень работ, выполняемых при ремонте агрегатов, весьма разнообразен и велик. Участок в большей степени специализирован на ремонт двигателей.. Годовой объем работ, выполняемых на агрегатном участке составляет Тагр.г. = 39835 чел-ч (см. проектную часть дипломного проекта). Число рабочих, занятых в агрегатном участке составляет 22 человека. К основному оборудованию относятся: ...
0 комментариев