Выбор вида и обоснование метода получения заготовки. Определение размеров, массы и стоимости детали
Выбор средств измерения
Аналитический расчёт режимов резания
Проектирование станочного приспособления
Погрешность базирования (ε) равна нулю, так как совмещены измерительная и установочная базы
Расчет измерительного приспособления
Навигация
Погрешность базирования (ε) равна нулю, так как совмещены измерительная и установочная базы
Разработка технологического процесса обработки щита подшипникового
34867
знаков
10
таблиц
3
изображения
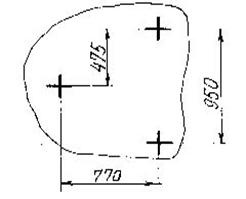
1. Погрешность базирования (ε) равна нулю, так как совмещены измерительная и установочная базы.
2. Под влиянием усилия зажима призмой сместится ось отверстия за счет смятия поверхностей. Это является ошибкой закрепления (![]() ), но так как известно направление смещения и по таблицам можно определить его величину, то эту погрешность относим к систематическим (
), но так как известно направление смещения и по таблицам можно определить его величину, то эту погрешность относим к систематическим (![]() =
=![]() ).
).
К прочим погрешностям относятся: точность размера в кондукторной плите, выраженная допуском Тк на этот размер, Z - зазор между установочным пальцем и отверстием ![]() 5,2, зазор Z1 между кондукторной втулкой и сверлом, эксцентриситет е кондукторной втулки, увод сверла
5,2, зазор Z1 между кондукторной втулкой и сверлом, эксцентриситет е кондукторной втулки, увод сверла ![]() за счет его наклона в кондукторной втулке. Ввиду того, что конкретные величины отмеченных факторов и векторы их направления неизвестны, для обработки определенной детали из партии относим их к случайным факторам, действующим независимо друг от друга.
за счет его наклона в кондукторной втулке. Ввиду того, что конкретные величины отмеченных факторов и векторы их направления неизвестны, для обработки определенной детали из партии относим их к случайным факторам, действующим независимо друг от друга.
С учетом вышесказанного запишем формулу для определения погрешности межосевого расстояния:
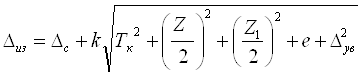
В кондукторах для обработки отверстий допуск на межцентровое расстояние втулок Тк принимается равным 0,05...0,1 мм. Эксцентриситет кондуктора втулок е практически равен 0,005...0,01 мм.
Величины зазора (Z1,) определяем как разность максимального диаметра втулки и минимального диаметра сверла
![]()
![]()
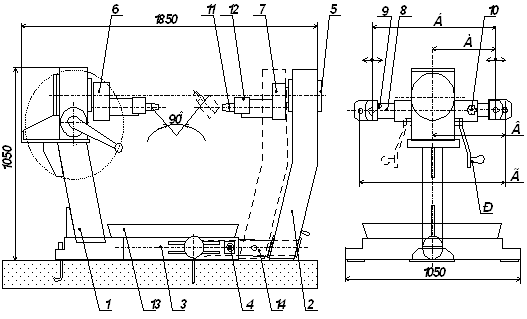
Возможный наибольший увод сверла будет (рис. 2):
![]() =Z1 (0,5h + b + a)/h = 0.127(0,5*0.127 +10 + 20) /20 = 0.19мм.
=Z1 (0,5h + b + a)/h = 0.127(0,5*0.127 +10 + 20) /20 = 0.19мм.
![]()
![]() ;
;![]() ;
;![]() ;
;![]()
![]()

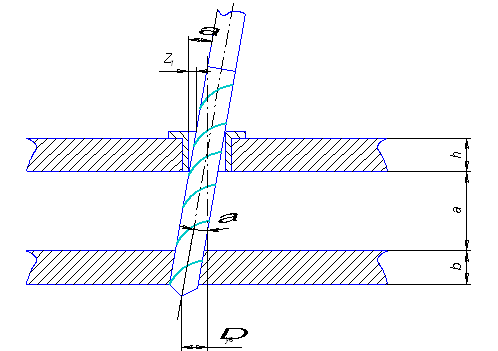
Рис.1.Схема положения сверла для расчета.
Расчет показал, что спроектированный кондуктор обеспечивает требуемую точность. Если бы она не была обеспечена, то следовало бы уменьшить размеры величин, входящих в последнюю формулу, изменяя посадки для уменьшения смещения осей базирующего отверстия и сверла, применяя двухъярусное расположение кондукторных втулок для уменьшения увода сверла
11.4 Расчет усилий зажима приспособления
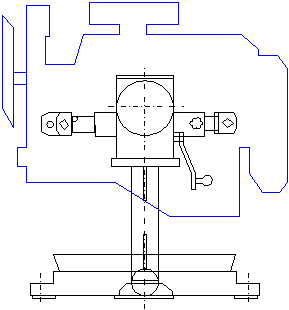
При установке детали в скальчатый кондуктор должно обеспечиваться надежное закрепление детали от действия крутящего момента способствующего проворачиванию детали при сверлении и сдвига в осевом направлении под действием осевой составляющей силы резания.
Так как мы обрабатываем отверстие сверлом то в зоне резания возникает момент, который старается повернуть деталь. Чтобы не было проворачивания детали необходимо чтобы сила зажима была выше чем момент резания. Для этого рассчитаем силу зажима: (Рис 2)
![]()
![]()
![]()
где r1 и r2 средний радиус площади трения
![]() ;
;![]() ; Мр = 4Нм
; Мр = 4Нм
k –поправочный коэффициент запаса
k=k0 * k1 * k2 * k3 * k4 * k5 * k6 =1.8
![]()
![]()
где ![]() - коэффициент трения равный 0,18
- коэффициент трения равный 0,18
![]()
Подставим данные в уравнение
![]()
Найдем усилие зажима детали в осевом направлении. Сила зажима должна превышать составляющую силы резания в осевом направлении: Fз =k*P0, где k - коэффициент запаса, Р0 - осевая составляющая силы резания (Р0 = 1333 Н). Подставив эти данные в расчетную формулу, найдем необходимое усилие зажима:
Fз = 1,8*1333 = 2399Н
Осевую силу Р0 не учитываем так как она способствует зажиму, причем при выходе сверла она исчезает.
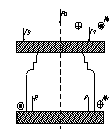
Рис.3 Схема расположения сил при зажиме детали.
Похожие работы

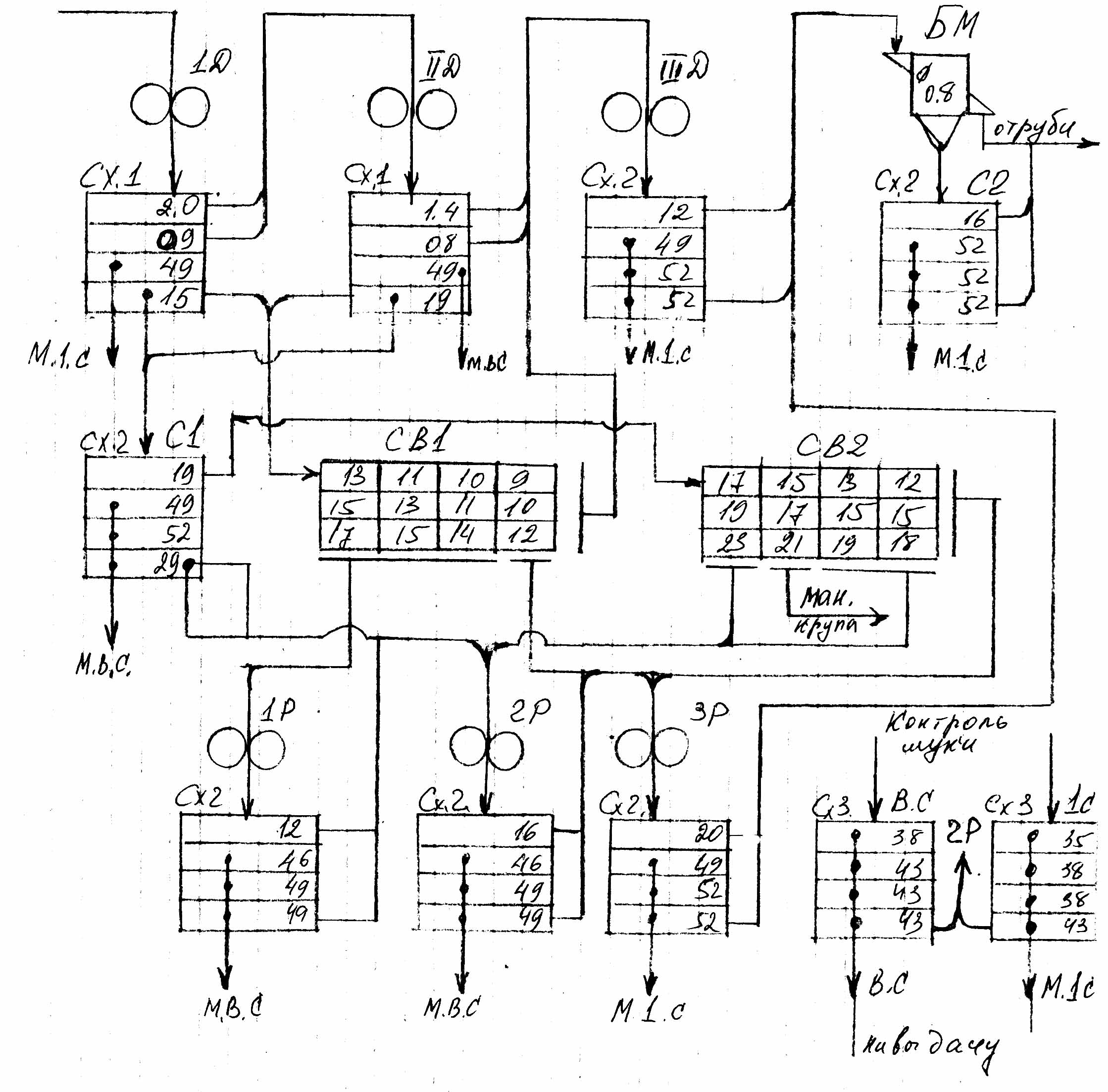
... . В результате такой подготовки зерно, передаваемое из зернохранилищ на мукомольный завод, должно отвечать определенным требованиям. 4. ОПИСАНИЕ УСОВЕРШЕНСТВОВАННОГО ТЕХНОЛОГИЧЕСКГО ПРОЦЕССА ПЕРЕРАБОТКИ ЗЕРНА В МУКУ Технологическая схема переработки зерна пшеницы в муку представлена на листе № 4 графической части проекта. После уборки урожая зерно содержит различные посторонние примеси. В зерне ...
... осуществлять трудовую деятельность более эффективно, творчески, а также способствует выходу личности на новые уровни своего развития. 1.2 Педагогические подходы к реализации программы профессиональной подготовки заливщиков металла Учебные занятия, как правило, проводятся в виде лекций, консультаций, семинаров, практических занятий, лабораторных работ, контрольных и самостоятельных работ, ...

... , преобразования их в цифровую форму, передачей их в ПК через параллельный порт и последующей обработки этих данных разработанной программной системой автоматического контроля технологических параметров. 9.2 Структура лабораторного стенда Лабораторный стенд основывается на интегральной микросхеме аналого-цифрового преобразователя 572ПВ4, которая представляет собой 8-ми канальную 8-ми ...
... ) и т. п. Перечень работ, выполняемых при ремонте агрегатов, весьма разнообразен и велик. Участок в большей степени специализирован на ремонт двигателей.. Годовой объем работ, выполняемых на агрегатном участке составляет Тагр.г. = 39835 чел-ч (см. проектную часть дипломного проекта). Число рабочих, занятых в агрегатном участке составляет 22 человека. К основному оборудованию относятся: ...
0 комментариев