Навигация
Разработка системы управления
19994
знака
2
таблицы
4
изображения
9. Разработка системы управления
Для управления коробкой скоростей станка с ЧПУ применяются контактные электромагнитные муфты ЭМ…2 и бесконтактные электромагнитные муфты ЭМ…4. Применение таких муфт позволяет осуществлять переключение передач во время работы станка, как в холостом режиме работы, так и под нагрузкой [3].
Для питания электромагнитных муфт обычно применяются селеновые выпрямители. На рисунке 5 показана система питания группы электромагнитных муфт. Муфты включают и отключают по посредством управляющих контактов УК1, УК2 и т. д. При отключении муфты исчезающее магнитное поле наводит в её катушке э. д. с. Большой величины. Она может вызвать пробой изоляции катушки. Чтобы понизить э. д. с. нужно замедлить уменьшение магнитного поля. Это достигается применением резисторов R1, R2. Э. д. с. самоиндукции направлена в сторону убывающего тока; под ее действием по замкнутому через резистор контуру будет некоторое время протекать затухающий ток, который замедлит изменение магнитного потока и уменьшит величину э. д. с. Часто применяют вентили В1, В2. Они не пропускают тока через разрядные резисторы R1, R2, когда муфты включены, и в это время не будет потерь энергии в резисторах.
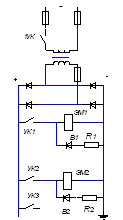
Рисунок 5 – Схема питания электромагнитных муфт
10. ОПРЕДЕЛЕНИЕ СИСТЕМЫ СМАЗКИ
Смазочная система станка служит для подачи смазочного материала ко всем трущимся поверхностям.
Существует несколько схем подвода смазочного материала к трущимся поверхностям.
Индивидуальная схема служит для подвода смазочного материала к одной смазочной точке, централизованная к нескольким точкам. В нераздельной схеме нагнетательное устройство присоединено к смазочной точке постоянно, в раздельной оно подключается только на время подачи смазочного материала. В проточной системе жидкий или пластичный материал используется один раз. В циркуляционной системе жидкий материал подается повторно. В системах дроссельного дозирования объем смазочного материала, подаваемого к смазочной точке, регулируется дросселем. В системах объемного дозирования могут регулироваться не только доза, но и частота подачи. В комбинированных системах могут быть предусмотрены объемное и дроссельное регулирование. Системы с жидким смазочным материалом в зависимости от способа его подачи к поверхностям трения могут быть разбрызгивающими, струйными, капельными, аэрозольными [3].
Для смазки данного станка принимаем комбинированную смазочную систему, которая состоит, из централизованной импульсной системы. Смазочный материал подается к каналам расположенных в нутрии валов под давлением, при этом происходит смазывание подшипников и охлаждение электромагнитных муфт. Смазка зубчатых передач осуществляется аэрозольным методом. Схема импульсной системы приведена на рисунке 6 состоящая из: 1 – указатель уровня смазочного материала; 2 – приемный фильтр; 3 – насос; 4 – фильтр напорной магистрали; 5 – манометр; 6 – смазочный дроссельный блок с ротаметрическими указателями; 7 – реле расхода смазочного материала; 8 – точки смазывания; 9 – указатель потока; 10 – точки смазывания с форсункой; 11 – точки смазывания; 12 – смазочный дроссельный блок; 13 – сливной магнитосетчатый фильтр; 14 – предохранительный клапан;15 – реле уровня; 16 – фильтр; 17 – резервуар.
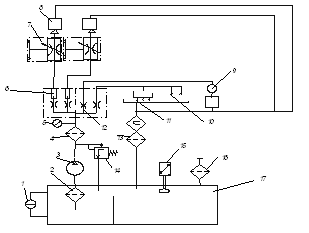
Рисунок 6 – Схема импульсной централизованной смазочной системы
ЗАКЛЮЧЕНИЕ
В результате проделанной работы был произведен расчет коробки подач горизонтально-фрезерного станка, выбор и расчет параметров отдельных ее элементов: электромагнитных муфт, обеспечивающих автоматическое переключение передач коробки; подшипников качения, служащих опорами валов и зубчатых колес; системы смазки и смазочного материала, обеспечивающих непрерывный подвод смазочного материала ко всем механизмам станка. Были разработаны компоновочная схема и чертеж коробки подач с указанием его основных элементов.
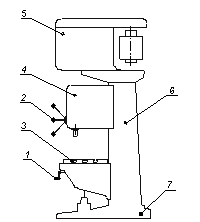
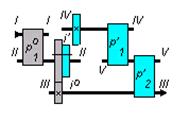
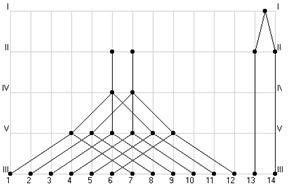
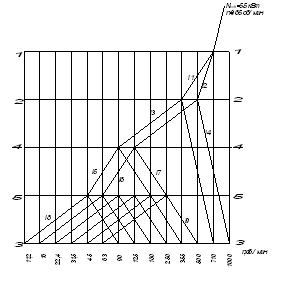
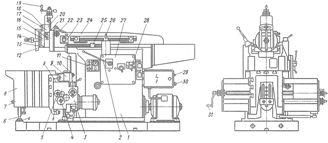
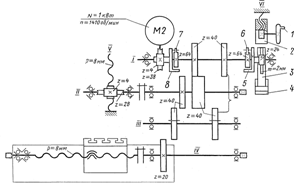
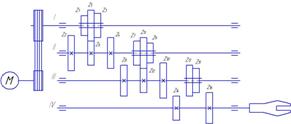
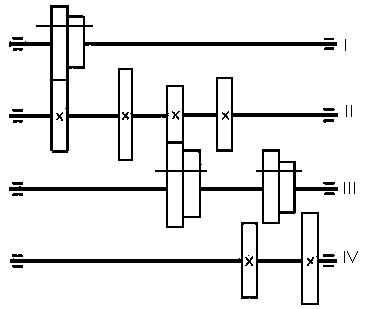
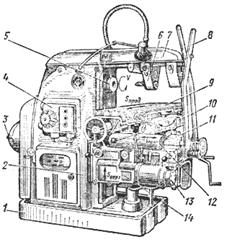
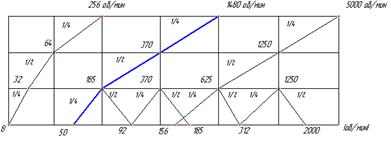
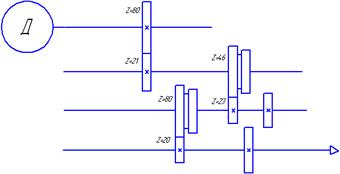
Выполнен чертеж общего вида горизонтально-фрезерного станка модели 6Р80, где указаны его основные элементы, а также схематически показаны структурная сетка, график частот вращения и кинематическая схема проектируемой коробки скоростей.
Перечень ссылок
1. Справочник технолога машиностроителя. В 2-х т. Т.2/ Под ред. А.Г. Косиловой и Р.К. Мещерякова. – 4-е изд., перераб. и доп. – М.: Машиностроение, 1985. – 496 с.
2. Методические указания к курсовому проекту по курсу "Металлорежущие станки и промышленные роботы" (для студентов специальности 0501) / Сост.: Ю.А. Сапронов, В.Г. Кочергин, Н.В. Вяльцев, А.Е. Горша. – Донецк: ДПИ, 1987. – 48 с.
3. Кочергин А.И. Конструирование и расчет металлорежущих станков и станочных комплексов. Курсовое проектирование: Учеб. пособие для вузов. – Мин.: Выш. шк., 1991. – 382 с.
4. Методичні вказівки до виконання курсового проекту з деталей машин. "Вибір електродвигуна та визначення вихідних даних для розрахунку приводу" (для студентів напрямку "Інженерна механіка"). / Автори: Оніщенко В.П., Ісадченко В.С., Недосекін В.Б., – Донецьк: ДонНТУ, 2005. – 36 с.
5. Методичні вказівки до виконання курсового проекту з деталей машин. Розділ 2 "Проектування зубчастих черв'ячних передач" (для студентів напрямку "Інженерна механіка"). / Автори: В.П. Блескун, С.Л. Сулійманов.– Донецьк.: ДонНТУ, 2005. – 48 с.
6. Решетов Д.Н. Детали машин: Учебник для студентов машиностроительных и механических специальностей вузов. – 4-е изд., перераб. и доп. – М.: Машиностроение, 1989. – 496 с.
7. Металлорежущие станки. В 2-х т. Т.2/Под редакцией Н.С.Ачеркана второе переработанное издание – М.: Машиностроение, 1965. – 628 с.
8. Методичні вказівки до виконання курсового проекту з деталей машин. Розділ 3. Проектування валів та їх опор на подшипниках кочення (для студентів напрямку "Інженерна механіка)/ Автори: О.В. Деркач, О.В. Лукічов, В.Б. Недосєкин, Проскуряков С.В. – Донецьк: ДонНТУ, 2005. - 106 с.
9. Подшипники качения: Справочник/ Под. ред. В.Н. Нарышкина и Р.В. Коросташевского. - М.: Машиностроение, 1984 - 280с.
10. Методичні вказівки до виконання курсового проекту з деталей машин. Конструювання муфт і корпусів (для студентів напрямку "Інженерна механіка") / Сост. : В.С. Ісадченко, П.М. Матеко, В.О. Голдоб.н. – Донецьк: ДонНТУ, 2005. – 40 с.
Похожие работы
... СМАЗКИ 7. ВЫБОР СИСТЕМЫ УПРАВЛЕНИЯ ЗАКЛЮЧЕНИЕ ПЕРЕЧЕНЬ ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ ВВЕДЕНИЕ Приводы металлорежущих станков выполняют широкий спектр движений: рабочих, вспомогательных, установочных и т.д. При этом перемещается инструмент или заготовка. Кинематические и силовые характеристики коробки скоростей должны обеспечить требуемые значения величины скоростей при обработке на ...
... . Так как собачки смещены относительно друг друга на 12,5 зуба храпового колеса, то они могут производить минимальный поворот храпового колеса на ползуба. станок автоматический коробка скорость 3. Построение автоматической коробки скоростей Составление основной структурной формулы автоматической коробки скоростей при z=18: Z=18=3[1]3[3]2[9]; Z=18=3[3]2[9]3[1]; Z=18=2[9]3[3]3[1]; ...
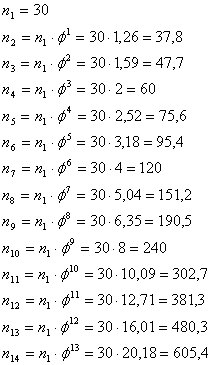
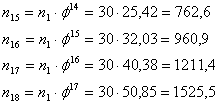
... постоянства суммы SZ соблюдается. 030501.080602.041.000 ПЗ Лист Изм Лист № документа Подпись Дата 11. Расчет энергосиловых параметров коробки скоростей и выбор электродвигателя Выбор электродвигателя. Принимаем электродвигатель по ближайшей частоте вращения. n = 750 обмин Определим ...
... основных узлов и агрегатов, выявление наиболее оптимальных технических решений и внедрение их в производство. Целью данного курсового проекта является разработка автоматической коробки подач горизонтально – фрезерного станка, переключение передач в которой осуществляется при помощи электромагнитных муфт. 1. Общая характеристика и назначение металлорежущих станков, для которых проектируется ...
0 комментариев