Разработка конструкции и расчет зажимного механизма
Разработка конструкции и расчет силовой головки
Разработка конструкции и расчет резцовой головки
Расчет технико-экономических показателей
Расчет показателей экономической эффективности проектируемого варианта
Опасные и вредные производственные факторы разрабатываемого объекта
Организационные и технические мероприятия по созданию безопасных условий труда
Инженерные расчеты
Антропогенное воздействие на окружающую среду и мероприятия по экологической безопасности
Навигация
Разработка конструкции и расчет резцовой головки
Совершенствование операции подготовки прутков круглого сечения к обработке на станках-автоматах
79029
знаков
15
таблиц
20
изображений
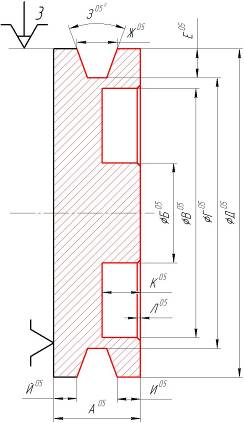
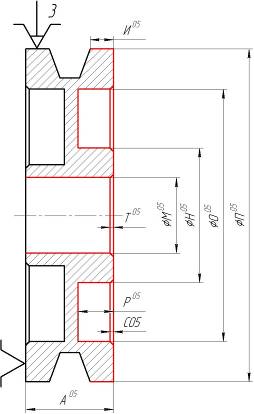
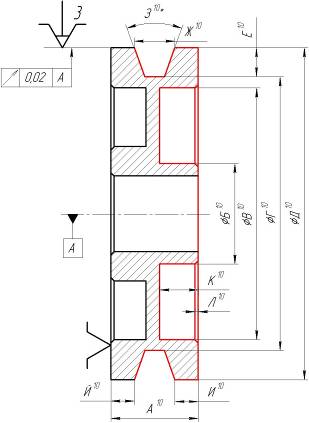
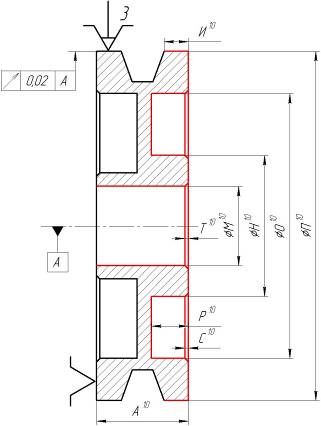
2.4 Разработка конструкции и расчет резцовой головки
Резцовая головка позволяет производить обработку фасок на всем диапазоне прутков.
Резцовая головка состоит из корпуса 1, в котором расположены два резца 3. Резцы 3 оснащены неперетачиваемыми сменными четырехгранными пластинами из твердого сплава Т5К10.
Перед работой станка необходимо настроить резцовую головку на требуемый диапазон диаметров: установить резцы на резцедержатель и, прижимая к опорным торцам, закрепить винтами, установить калибр требуемого диапазона в центральное отверстие резцовой головки и вращением винта подвести упор резцедержателя до легкого касания в поверхность калибра, зажать. То же самое повторить со вторым резцедержателем.
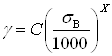
Рассмотрим геометрию резца (рис.2.17).
Назначим главный угол в плане ![]() = 60°, вспомогательный угол в плане j 1 = 30°.
= 60°, вспомогательный угол в плане j 1 = 30°.
Главными геометрическими параметрами режущего клина являются передний угол g и задний угол a. Значения углов g и a зависят от условий резания, в том числе от свойств обрабатываемого и режущего материала, режима резания и других факторов.
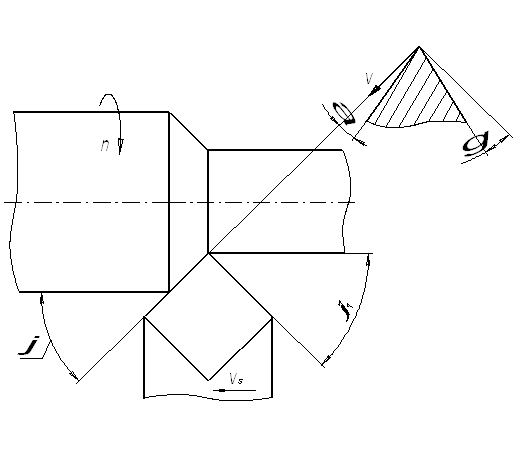
Рис. 2.17 Геометрия режущего клина
Значение переднего угла рассчитывается по формуле проф. М.Н. Ларина
 , (2.25)
, (2.25)
где ![]() – временное сопротивление на разрыв обрабатываемого материала, МПа;
– временное сопротивление на разрыв обрабатываемого материала, МПа;
С = 0,25 – коэффициент, зависящий от ![]() обрабатываемого материала и материала режущего инструмента, выбирается из ([4], табл.1),
обрабатываемого материала и материала режущего инструмента, выбирается из ([4], табл.1),
х = - 8 – показатель степени, зависящий от ![]() обрабатываемого материала и материала режущего инструмента, выбирается из ([4], табл.1).
обрабатываемого материала и материала режущего инструмента, выбирается из ([4], табл.1).
 °.
°.
Значение заднего угла рассчитывается по формуле проф. М.Н. Ларина
![]() , (2.26)
, (2.26)
где а = 0,1 мм – толщина среза.
Значение заднего угла, рассчитанное по формуле (2.26),
 °.
°.
Под совокупным воздействием сил и температур во время обработки заготовки резцом происходит пластическое деформирование режущего клина, что существенным образом меняет геометрию режущего клина резца.
Для оценки формоутойчивости режущего клина воспользуемся формулой Т.Н. Лоладзе
 , (2.27)
, (2.27)
где HR = 50 – твердость по Роквеллу;
![]() МПа – временное сопротивление на разрыв обрабатываемого материала;
МПа – временное сопротивление на разрыв обрабатываемого материала;
![]() – максимальное касательное напряжение, МПа.
– максимальное касательное напряжение, МПа.
В формуле (2.27) максимальное касательное напряжение определяется по формуле
 , (2.28)
, (2.28)
где Pz = 961 Н – тангенциальная составляющая силы резания;
g = 2,5° – передний угол;
l1 =1 мм – длина контакта стружки с передней поверхностью;
PN – нормальная составляющая силы резания, Н, которая определяется по формуле
![]() ; (2.29)
; (2.29)
![]() (Н).
(Н).
В формуле (2.28) b – ширина среза, мм, которая определяется по формуле
 , (2.30)
, (2.30)
где t = 4 мм – глубина резания;
j = 60° – главный угол в плане.
Значение ширины среза, рассчитанное по формуле (2.30),
![]() (мм).
(мм).
Значение максимального касательного напряжения, рассчитанное по формуле (2.28),
 (МПа);
(МПа);
Значение nт, рассчитанное по формуле (2.27),
 .
.
Так как nт > 1, то формоустойчивость резца достаточная, то есть резец не теряет геометрию клина в процессе обработки.
3 Экономическая часть. Технико-экономическое обоснование разработки
Похожие работы





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
... на каждую технологическую операцию ориентируемся на размеры обрабатываемых ими деталей (табл. 2.1). В соответствии со способом обработки и стадиями операций получаем квалитеты точности обрабатываемых поверхностей, приведенные в табл. 2.2. Таблица 2.1 – Маршрутный технологический процесс изготовления детали шкив № операции Название операции Оборудование 00 отрезная CARIF 450 BA CNC 05 ...
Анализ заводского технологического процесса механической обработки наружного кольца подшипника 50306
... расчет аналитическuм методом на одну из наиболее ответственных поверхностей детали Расчетно- аналитический метод определения припусков на механическую обработку 1.Тонкое шлифование Ш 72-0,011 Технологическая база- наружная цилиндрическая поверхность и торец кольца. Установка кольца производится на опорный нож, деталь упирается торцем в следующую. 2Zmin=2Rzi-1 =2*3=6 мкм Rzi-l =3 ...
... трещины по шлаковым включениям , «шиферный» излом, крупнозернистость, шлаковые включения; для сварных конструкций – непровар, пористость металла шва, шлаковые включения). Выбор способов получения заготовки определяется технологическими свойствами металла, т. е. его литейными свойствами или способностью претерпевать пластические деформации при обработке давлением, а также структурными изменениями ...
0 комментариев