Добавки резиновых смесей
ПАТЕНТНЫЕ ИССЛЕДОВАНИЯ
Описание технологического процесса
Расчет основного технологического оборудования
Опасные производственные факторы и мероприятия по технической безопасности
Цех крашения резиновой смеси Vа комбинирован-ная 400 1,8
ОРГАНИЗАЦИОННО-ЭКОНОМИЧЕСКИЙ РАЗДЕЛ
Расчет затрат на заработную плату
Навигация
Расчет основного технологического оборудования
Технологии производства формовых резинотехнических изделий
114623
знака
0
таблиц
0
изображений
1.7.2 Расчет основного технологического оборудования
Расчет вальцев резиносмесительных
Производительность вальцов G (в кг/мин) при многократном пропуске смеси через зазор равна:
G=V/t,
где V – производительность вальцов, л/цикл. = 80 л/цикл.;
t – длительность обработки смеси на вальцах, мин.
G=80/40=2 кг/мин.
Производственная мощность – 4200000 дет./год, что в массе резиновой смеси составляет – 108780 кг, значит, в сутки необходимо изготавливать 298 кг резиновой смеси, что соотвествует производительности одних вальцов резиносмесительных.
Расчет прессового оборудования
В сутки необходимо перерабатывать 298 кг.
Производительность пресса (дет./ч) рассчитывается по формуле:
G=(60*n)/t,
где n – число мест в пресс-форме;
t – время, затрачиваемое на цикл (время формования + время на перезагрузку + время на чистку пресс-формы и пр.).
G = (60*42)/16,5=152 дет./ч
Число деталей, изготавливаемых в сутки, 152*20=3040 дет./сутки.
Масса резиновой смеси, необходимая для формования данного количества деталей – 78,74 кг.
Значит, один пресс перерабатывает в сутки 78,74 кг резиновой смеси, а в сутки необходимо переработать – 298 кг, что соответствует 298/78,74=3,78 или 4 прессам.
Значит для осуществления заданной производственной мощности необходимо 4 пресса гидравлических [20].
1.7.3 Теплоэнергетические расчеты
Расход электроэнергии:
• валковое оборудование – 15 кВт/ч*2=30 кВт/ч или 720 кВт/сутки или 262800 кВт/год;
• прессовое оборудование – 12 кВт/ч*4=48 кВт/ч или 288 кВт/сутки или 105120 кВт/год;
• прочее – 10 кВт/ч или 240 кВт/сутки или 87600 кВт/год
Итого расход электроэнергии в год: 455520 кВт.
На технологические нужды расходуется речная вода в качестве хладоагента.
1. Крашение резиновой смеси.
Расход воды для валкового оборудования составляет 12 м3/ч, то есть 288 м3/сутки, всего на две единицы оборудования 576 м3/сутки, соответственно, в год – 210240 м3.
2. Формование РТИ
Расход воды для прессового оборудования составляет 400 л/ч, то есть 9600 л/сутки, всего на три единицы оборудования 28800 л/сутки, соответственно, в год – 10512 м3.
Всего на производство РТИ, начиная со стадии приготовления резиновой смеси, заканчивая формованием, затрачивается воды:
576 + 28,8 = 604,8 м3/сутки или 210240 + 10512 = 220752 м3/год.
3. Мойка полов производится речной водой, расход воды составляет 5 м3/сутки, 1825 м3/год.
Расход воды (общий), включая мойку:
604,8 + 5 = 609,8 м3/сутки или 222577 м3/год.
1.7.4 Транспортные расчеты
Тележки для перевоза резиновой смеси со склада на участок вулканизации:
Продолжительность одного рейса тележки равна:
(300•2) / (0,4•3600) + 2•10 / 60 = 0,75 ч,
где 300 м – расстояние между складом и цехом,
0,4 м/с – скорость движения тележки,
10 мин – продолжительность простоя на загрузке и выгрузке тележки.
Количество резиновой смеси, которое необходимо перевести, составит:
103,6 / 1•8 = 12,95 кг/ч,
где 103,6 кг/сут – расход резиновой смеси,
1 – число смен транспортировщиков,
8 ч – продолжительность смен транспортировщиков.
Производительность одной тележки равна:
300 / 0,75 = 400 кг/ч,
где 300 кг – грузоподъемность одной тележки,
Необходимое число тележек составит:
12,95 / 400 = 0,03 ≈ 1 тележка
2. БЕЗОПАСНОСТЬ ПРОЕКТА
Введение
Безопасность – это отсутствие недопустимого риска, связанного с возможностью нанесения ущерба.
Охрана труда – это система законодательных актов, социально-экономических, организационных, технических, гигиенических и лечебно-профилактичеcких мероприятий и средств, обеспечивающих безопасность, сохранение здоровья и работоспособности человека в процессе труда.
ООО «Автокомплект и К» - предприятие, основной деятельностью которого является производство формовых резинотехнических изделий (РТИ) для ОАО «АвтоВАЗ» и других заводов.
Как и любое химическое производство, процесс изготовления РТИ связан со множеством негативных факторов, таких как выбросы вредных веществ в атмосферу (хлоропрен, предельные алифатические углеводороды), вредные условия труда для персонала, работающего на предприятии, риск получения всевозможных травм, пожароопасность производства [21].
а ООО «Автокомплект и К», как и положено на любом подобном предприятии, существует специальные лица, которые осуществляют контроль за безопасностью производства, защищают права рабочих на получение всевозможных льгот и дотаций за работу во вредных условиях. Данным лицом является – инженер по технике безопасности, который в своей работе руководствуется нормативными документами, законами РФ, СниП и т.д. [22].
Основными вредными участками производства являются – участок приготовления навесок ингредиентов, участок крашения резиновой смеси и участок вулканизации. Соответственно, потенциально опасным оборудованием – резиносмесительные вальцы, прессово-вулканизационное оборудование. Так же на территории предприятия постоянно осуществляется передвижение всевозможного транспорта, начиная от внутрицеховых кадров и погрузчиков, заканчивая тяжелогрузным автотранспортом, предназначенным для перевозки сырья и готовой продукции.
Учитывая вышеизложенное, на территории ООО «Автокомплект и К» осуществляются мероприятия по охране труда и безопасности производства, наиболее потенциально опасными являются цех крашения резиновой смеси и вулканизации РТИ.
Похожие работы
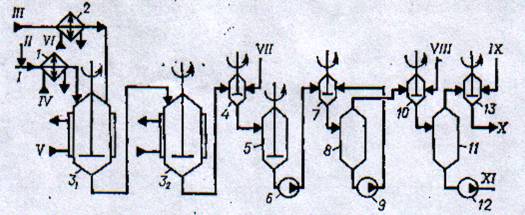
... в присутствии HCl. При последующей отмывке полимеризата соединения Ti и Cl вымываются водой. Рис. 8 Схема полимеризации, дезактивации, отмывки полимеризата и стабилизации каучука при получении СКИ-3 : 1,2 — холодильники; 31, 32 — полимеризаторы; 4, 7, 10, 13 — интенсивные смесители; 5— аппарат с мешалкой; 6,9, 12 — насосы; 8, 11 — отстойники.I — изопентан; II — изопрен; III — ...

... Вовлечение всего персонала; 4. Процессный подход; 5. Системный подход к управлению; 6. Постоянное улучшение; 7. Подход к принятию решений на основе фактов; 8. Взаимовыгодные отношения с поставщиками. 3.2. Пути повышения конкурентоспособности продукции путём снижения её себестоимости Следующим шагом для повышения конкурентоспособности предприятия является увеличение доли рынка, или хотя ...
... ряда и сложных эфиров жирных кислот, смесь жирных кислот, их цинковых солей и оксиэтилированных продуктов 1,03–1,98 1.1.4 Способы формования и способы усовершенствования технологии производства сальников реактивной штанги По способу изготовления, комплектующие резиновые детали подразделяются на формовые и неформовые. Формовые называют изделия, вулканизацию которых проводят в замкнутых ...

... с наименьшими потерями, но и извлечь из него действительную пользу и укрепить предприятие. 2. Анализ эффективности деятельности по управлению предприятием ОАО "БРТ" в условиях кризиса 2.1 Организационно- экономическая характеристика предприятия История создания предприятия, носящего сейчас название ОАО "Балаковорезинотехника" восходит к середине 60-х годов. В этот период в СССР начала ...
0 комментариев