Добавки резиновых смесей
ПАТЕНТНЫЕ ИССЛЕДОВАНИЯ
Описание технологического процесса
Расчет основного технологического оборудования
Опасные производственные факторы и мероприятия по технической безопасности
Цех крашения резиновой смеси Vа комбинирован-ная 400 1,8
ОРГАНИЗАЦИОННО-ЭКОНОМИЧЕСКИЙ РАЗДЕЛ
Расчет затрат на заработную плату
Навигация
Опасные производственные факторы и мероприятия по технической безопасности
Технологии производства формовых резинотехнических изделий
114623
знака
0
таблиц
0
изображений
2.1 Опасные производственные факторы и мероприятия по технической безопасности
Как уже отмечалось ранее, вальцы являются потенциально опасным для обслуживающего персонала и работников оборудованием, поэтому вальцы на ООО «Автокоплект и К» обеспечены устройствами, установленными по обе стороны от валков, для аварийной остановки при попадании рук рабочего в опасную зону, а в электрической схеме управления вальцами находится звуковая сигнализация, которая включается до начала вращения валков вальцов.
Вальцовщик (человек, изготавливающий резиновую смесь и работающий на вальцах) обязательно должен ознакомиться с инструкцией по технике безопасности работы на данном виде оборудования и осуществлять свою работу в соответствии со своими должностными инструкциями.
Вальцовщик обязательно должен работать в спецодежде, не допускается работа в рукавицах с широкими раструбами у запястья.
В цехе вулканизации располагаются вулканизационные пресса, которые могут являться источником всевозможных травм для основных рабочих – прессовщиков-вулканизаторщиков и прочего персонала.
Процесс производства формовых РТИ протекает при высокой температуре до 2000С, пресс-форма обогревается теплоносителем, поэтому существует опасность получения ожогов. Помимо этого, пресс имеет движущиеся части, механизмы, которые так же могут привести к травме. Следует предельно внимательно работать с данным видом оборудования, как в процессе эксплуатации, так и во время ремонта.
Прессовщик должен иметь средства индивидуальной защиты (перчатки, спецодежда). Все пресса, во избежание ожогов, снабжены защитным кожухом, который закрывает нагретые участки оборудования. Также данный вид оборудования снабжен устройствами аварийного останова, в случае опасных моментов.
Пресс оснащен механизмом, препятствующим смыканию пресс-формы при открытом корпусе, что снижает риск получения травм.
Эксплуатация любого оборудования должна осуществляться в соответствии с эксплуатационной документацией.
На ООО «Автокомплект и К» для безопасного передвижения транспорта сформирована схема движения маршрута по террритории, вывешены соответствующие знаки и указатели.
Для пешеходов определены места передвижения, которые в любое время года содержаться в чистоте (уборка снега, мусора).
В таблице 2.1 представлена характеристики участков крашения резиновой смеси и вулканизации РТИ по категориям и классу опасности.
Таблица 2.1 Характеристика производственных помещений по ПУЭ
№ п/п Наименование помещения Класс зоны опасности по ПУЭ
1. Участок крашения резиновой смеси П-IIа
2. Цех вулканизации П-IIа
Для осуществления электробезопасности производства все электроустановки на ООО «Автокомплект и К» заземлены, все части данного оборудования имеют защитные кожухи и перегородки и сигнальными устройствами для предупреждения аварий.
На предприятии находится специалист (дежурный инженер-электрик), который при возникновении аварийной ситуации оперативно сможет устранить неполадку.
Специфика производства формовых РТИ такова, что в процессе их изготовления могут возникнуть ситуации, которые повлекут за собой возникновение пожара или взрыва. Это может быть связано, как с использованием потенциально опасного сырья и вспомогательных материалов, так и в процессе эксплуатации оборудования, поэтому необходимо осуществлять контроль за надлежащим хранением взрывоопасного сырья, не хранить его совместно с другими веществами, способными катализировать процесс возгорания.
Во всех производственных цехах должны находиться средства пожаротушения, в соответствии с источником возгорания.
При малейших подозрениях на возможность возникновения пожаро- и взрывоопасных ситуаций необходимо доводить об этом до сведения ответственных лиц.
В процессе производства формовых РТИ образуются вредные вещества, которые могут вызвать у человека как хронические заболевания, так и разовые отравления, поэтому работники предприятия снабжены средствами защиты органов дыхания (респираторы и т.д.), в цехах установлена приточно-вытяжная вентиляция.
2.2 Вредные производственные факторы и мероприятия по производственной санитарии и гигиене труда
В процессе производства резинотехнических изделий работники ООО «Автокомплект и К» повседневно сталкиваются с различными вредными веществами, которые выделяются либо по причине протекания побочных реакций, либо сами по себе являются исходным сырьем.
В таблице 2.2 представлены основные вредные вещества, их предельно-допустимые концентрации, характер воздействия на организм человека и т.д.
Таблица 2.2 Характеристика вредных веществ
№ п/п Наименование вещества, агрегатное состояние Характер воздействия на организм человека Класс опасности Предельно-допустимые концентрации (ПДК)
1. Пыль углерода, (а) Фиброгенное воздействие 4 6
2. Пыль серы, (а) Фиброгенное воздействие 4 6
3. Оксид углерода, (г) Вызывает отравления, смерть 4 20,0
4. Предельные алифатичес-кие углеводороды, (п) Наркотическое воздействие 4 300
Для поддержания оптимальных значений ПДК в цехах предусмотрена приточно-вытяжная вентиляция.
Источниками тепло- и влаговыделений на предприятии являются: система теплоснабжения, резиносмесительное оборудование, гидравлические пресса.
В таблице 2.3 представлены оптимальные и допустимые нормы температуры, относительной влажности и скорости движения воздуха в рабочей зоне производственных помещений.
Таблица 2.3
№ п/п Период года Катего-рия работ Температура, 0С Относительная влажность, % Скорость движе-ния, м/с
опти-мальная допус-тимая опти-мальная допус-тимая опти-мальная, но не более допус-тимая на рабочих местах
1. Холодный
II б 17-19 13-23 40-60 75 0,2 не более 0,4
2. Теплый 20-22 15-29 40-60 (при 260С) 70 0,3 0,2-0,5
Для создания нормативных значений температуры, влажности в цехах установлена приточно-вытяжная вентиляция, в зимний период времени помещения обогреваются автономной системой отопления.
Не менее важен на рабочих местах оптимальный уровень освещенности, который также нормируется соответствующей НТД.
Таблица 2.4 Характеристика производственного освещения
№ п/п Наименование помещения Разряд и подразряд зрительной работы по СниП 23-05-95 Система освещения Норма, люкс КЕО, ен, %
Похожие работы
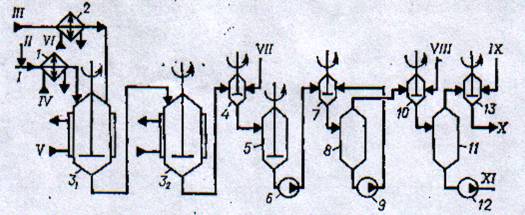
... в присутствии HCl. При последующей отмывке полимеризата соединения Ti и Cl вымываются водой. Рис. 8 Схема полимеризации, дезактивации, отмывки полимеризата и стабилизации каучука при получении СКИ-3 : 1,2 — холодильники; 31, 32 — полимеризаторы; 4, 7, 10, 13 — интенсивные смесители; 5— аппарат с мешалкой; 6,9, 12 — насосы; 8, 11 — отстойники.I — изопентан; II — изопрен; III — ...

... Вовлечение всего персонала; 4. Процессный подход; 5. Системный подход к управлению; 6. Постоянное улучшение; 7. Подход к принятию решений на основе фактов; 8. Взаимовыгодные отношения с поставщиками. 3.2. Пути повышения конкурентоспособности продукции путём снижения её себестоимости Следующим шагом для повышения конкурентоспособности предприятия является увеличение доли рынка, или хотя ...
... ряда и сложных эфиров жирных кислот, смесь жирных кислот, их цинковых солей и оксиэтилированных продуктов 1,03–1,98 1.1.4 Способы формования и способы усовершенствования технологии производства сальников реактивной штанги По способу изготовления, комплектующие резиновые детали подразделяются на формовые и неформовые. Формовые называют изделия, вулканизацию которых проводят в замкнутых ...

... с наименьшими потерями, но и извлечь из него действительную пользу и укрепить предприятие. 2. Анализ эффективности деятельности по управлению предприятием ОАО "БРТ" в условиях кризиса 2.1 Организационно- экономическая характеристика предприятия История создания предприятия, носящего сейчас название ОАО "Балаковорезинотехника" восходит к середине 60-х годов. В этот период в СССР начала ...
0 комментариев