Добавки резиновых смесей
ПАТЕНТНЫЕ ИССЛЕДОВАНИЯ
Описание технологического процесса
Расчет основного технологического оборудования
Опасные производственные факторы и мероприятия по технической безопасности
Цех крашения резиновой смеси Vа комбинирован-ная 400 1,8
ОРГАНИЗАЦИОННО-ЭКОНОМИЧЕСКИЙ РАЗДЕЛ
Расчет затрат на заработную плату
Навигация
Расчет затрат на заработную плату
Технологии производства формовых резинотехнических изделий
114623
знака
0
таблиц
0
изображений
5.4 Расчет затрат на заработную плату
Все рабочие, за исключением вальцовщиков, прессовщиков-вулканизаторщиков, которые работают по 11 часов в две смены (всего 4 смены), заняты по 8-часовому графику.
Численность рабочих:
- составитель навесок – 1 человек;
- вальцовщик – 8 человек;
- прессовщик-вулканизаторщик – 12 человек;
- дежурный электрик – 4 человека;
- кладовщик – 1 человек;
- транспортировщик – 2 человека,
- чистильщик пресс-форм – 1 человек;
обрезчик РТИ – 5 человек;
контролер ОТК – 3 человека;
упаковщик – 1 человек.
Таблица 5.5 Расчет затрат на заработную плату
Сотрудники Кол. Оклад, руб Зарплата одного работника в месяц, руб. Всего в месяц, руб. Всего в год, руб.
Составитель навесок 1 1500,00 3000,00 3000,00 36000,00
Вальцовщик 8 3200,00 7000,00 56000,00 672000,00
Прессовщик-вулканизаторщик 12 3200,00 7000,00 84000,00 1008000,00
Дежурный электрик 4 2800,00 6100,00 24400,00 292800,00
Кладовщик 1 1500,00 3000,00 3000,00 36000,00
Транспортировщик 2 1800,00 4000,00 8000,00 96000,00
Чистильщик пресс-форм 1 2300,00 5400,00 5400,00 64800,00
Обрезчик РТИ 5 1600,00 3500,00 17500,00 210000,00
Контролер ОТК 3 1600,00 3500,00 10500,00 126000,00
Упаковщик 1 1600,00 3400,00 3400,00 40800,00
ИТОГО 38 2582400,00
Расчет затрат на единицу продукции (1 шт.):
2582400,00 / 4200000 = 0,62 руб./шт.
Среднемесячная зарплата базового производства = 2582400,00 / 38 • 12 = 5663,16 руб.
5.5 Расчет затрат на энергетические ресурсы
Таблица 5.6 Расчет затрат на энергетические ресурсы
Вид ресурса Ед. изм. Норма расхода на 1 закладку Расход в год Цена за ед. ресурса Затраты в год
Теплоэнергия Гкал 0,2 362,80 220,95 80160,66
Электроэнергия кВт•ч 0,3 544,20 538,58 293095,24
Вода речная тыс.м3 0,1 181,40 458,28 83131,99
Холод Гкал 0,05 90,70 479,57 43497,00
ИТОГО 499884,89
Расчет энергозатрат на единицу продукции:
499884,89 / 4200000 = 0,12 руб./шт.
5.6 Расчет базовых капитальных вложений
Таблица 5.7 Расчет капитальных затрат
Наименование оборудования
Кол. Цена за ед., руб. Стоимость всего, руб. Затраты на доставку и монтаж, руб. Амортизационные отчисления, руб.
Вальцы 1 800000 800000,00 120000,00 12000,00
Литьевой пресс 4 130000 520000,00 78000,00 7800,00
ИТОГО 1320000,00 198000,00 19800,00
Затраты на доставку и монтаж – 15% от стоимости, амортизационные отчисления – 10% от суммы стоимости и затрат на доставку и монтаж.
Капитальные затраты базового произ= 1320000,00 + 198000,00 + 19800,00 = 1537800,00 руб.
5.7 Калькуляция себестоимости
Таблица 5.8 Сравнительная калькуляция себестоимости
Статьи затрат Сумма затрат (старый платификатор) Сумма затрат (новый пластификатор)
На 1 дет. На весь выпуск На 1 дет. На весь выпуск
Сырье и материалы 2,75 11558100,74 2,73 11455029,26
Заработная плата 0,62 2582400,00 0,62 2582400,00
Един.социальный налог 0,22 903840,00 0,22 903840,00
Энергозатраты 0,12 499884,89 0,12 499884,89
Общие производствен-ные расходы 3,70 15544225,63 3,67 15441154,15
Общие хозяйственные расходы 0,62 2582400,00 0,62 2582400,00
Производственная себестоимость 4,32 18126625,63 4,29 18023554,15
Производственная себестоимость базового предприятия составляет 4,32 руб., с заменой сырья – 4,29 руб.
Расчет отпускной цены:
Отп.цена = (Производственная себестоимость + 80% прибыли) + 18% НДС
Отп.цена= (4,32 + 3,46) + 1,4 = 9,18 руб.
Расчет отпускной цены после замены пластификатора:
Отп.цена = (4,29 + 3,43) + 1,39 = 9,11 руб.
5.8 Технико-экономические показатели проекта
Таблица 5.9
№ п/п Наименование Единицы измерения Базовый вариант По проекту Изменения (+; -)
абсолют-ные относительные
1. Годовая производственная мощность шт./год 4200000,00 4200000,
00
2. Капитальные вложения руб. 1537800,00 - - -
3. Среднесписоч-ная численность рабочих чел. 38 38 - -
4. Производитель-ность труда (го-довая выработка одного рабочего) шт./чел. 110527 110527 - -
5. Себестоимость продукции по изменяющимся статьям руб. 4,32 4,29 -0,03 -0,007
6. Отпускная цена (без НДС) еди-ницы продукции руб. 7,78 7,72 -0,06 -0,007
7. Годовая экономия руб. - 252000,00 252000,00 -
Вывод
Анализ технико-экономических показателей базового производства и производства по проекту показал, что при замене пластификатора дибутилфталата на новый дибутилфталат, изготовленный из отходов производства, и, соответственно, обладающий более низкой ценой, происходит не только снижение себестоимости и отпускной цены на продукцию (чехол защитный тяг рулевой трапеции), но и, как следствие, в год экономия составляет – 252000,00 рублей.
Заключение
ООО «Автокомплект и К» является предприятием, основной деятельностью которого является производство формовых резинотехнических изделий. В ассортимент выпускаемой продукции входят всевозможные уплотнители, чехлы, втулки и т.д.
На предприятии осуществляются, как и на любом другом химическом производстве, вредные выбросы, сложились вредные условия труда для работников, поэтому существует потребность в усовершенствовании технологии с целью снижения экологической напряженности.
В дипломном проекте проведен информационный анализ с целья выбора технического решения для усовершенствования технологии производства формовых РТИ, патентные исследования для выявления аналогов сырья и очистных установок. Проведены материальные, теплоэнергетические, транспортные расчеты и расчеты основного технологического оборудования.
В дипломном проекте разработаны условия безопасного ведения процесса и мероприятия по снижению экологической напряженности. Разработана технологическая схема производства с элементами КИПиА, доказана экономическая эффективность внедряемых компонентов.
Анализ различной литературы, патентной документации показал, что данная проблема может решаться в нескольких направлениях, в данном курсовом проекте в двух аспектах:
1) замена компонентов резиновой смеси 9003, в частности ускорителей дифенилгуанидина и тиазола на новые аналоги, имеющие большую насыпную плотность, что приводит к снижению запыленности в цехах, как следствие снижаются потери сырья и рациональное использование тары; также замена пластификатора дибутилфтала на новый опытный, изготовленный из отходов спиртового производства, который, помимо улучшения качества продукции и снижения ее себестоимости, еще и улучшает экологическую обстановку на предприятии;
2) установка в цехе гидродинамического пылеуловителя, который на 95% очищает выбросы от пыли серы и технического углерода, прост в конструкции и имеет улучшенные показатели по степени очистки в отличие от своих аналогов.
Список использованной литературы
1. Рагулин В.В. Производство резиновых технических изделий/ В.В. Рагулин. - М.: Высшая школа, 1980. - 168 с.
2. Козлов А.И. Повышение качества ускорителей вулканизации резин/ А.И. Козлов//Химическая промышленность. - 2005. - № 5. - С. 233-234.
3. Пат. 2255944 Российская Федерация, МПК7 С 08 К 5/00, С 08 L 21/00. Пластификатор для резин на основе полярных каучуков/ Шутилин Ю.Ф.; заявитель Шутилин Ю.Ф., патентообладатель ГОУВПО Воронежская государственная технологическая академия. - № 2004113705/04; заявл. 05.05.04; опубл. 10.07.05//www.fips.ru. - 8 с.
4. Тябин Н.В. Процессы и аппараты резиновой промышленности/ Н.В.Тябин, А.В. Попов. - Л.: Химия, 1988. - 248 с.
5. Салтыков А.А. Общая технология резины/А.В., З.Е. Бузун. - М.: Химия, 1982. - 176 с.
6. Бортников В.Г. Основы технологии переработки пластмасс/В.Г.Бортников. – Л.: Химия, 1983. – 356 с.
7. Карпов В.Н. Оборудование предприятий резиновой промышленности/ В.Н. Карпов. - М.: Химия, 1987. - 334 с.
8. Пат. 2144931 Российская Федерация, МПК7 С 08 L 9/00, С 08 К 5/00. Композиция на основе 4-нитрозодифениламин для модификации резиновых смесей и резин и стабилизации резин и способ ее получения/ Мартынов Н.В.; заявитель Мартынов Н.В.; патентообладатель ТОО НВП «Химтех». - № 98100834/04; заявл. 22.01.98; опубл. 27.01.00//www.fips.ru. - 5 с.
9. Заявка 2001111622 Российская Федерация, МПК7 С 08 К 5/00. Модификатор для резиновых смесей (варианты) и способ его получения (варианты)/Кузнецов А.А.; заявитель ОАО «Химпром». - № 2001111622/04; заявл. 30.08.00; опубл. 10.08.03//www.fips.ru. - 4 с.
10. Заявка 2230077 Российская Федерация, МПК7 С 08 J 7/00. Способ модификации резин/ Пятов И.С.; заявитель Пятов И.С. - № 2002111399/04; заявл. 27.11.03, опубл. 10.06.04//www.fips.ru. - 4 с.
11. Пат. 2287375 Российская Федерация, МПК1 В 04 С 3/00, В 01 D 45/00. Пылеуловитель/ Шиляев М.И.; заявитель Шиляев М.И.; патентообладатель ГОУВПО «Томский государственный архитектурно-строительный университет». - № 2005119076/15; заявл. 20.06.05, опубл. 20.11.06//www.fips.ru. - 5 с.
12. Пат. 2292230 Российская Федерация, МПК2 В 01 D 47/00. Пылеуловитель/ Соболев А.А.; заявитель Соболев А.А.; патентообладатель Тольяттинский Государственный Университет. - № 2004103673/15; заявл. 09.02.04, опубл. 27.07.05//www.fips.ru. - 6 с.
13. Заявка 2004106879 Российская Федерация, МПК7 В 01 D 45/00. Устройство для создания и очистки потока воздуха от примесей/ Сычугов Ю.В.; заявитель Сычугов Ю.В., патентообладатель ГУП Проектно-конструкторское бюро Зонального научно-исследовательского института сельского хозяйства Северо-Востока им. Н.В. Рудницкого. - № 2004106879/15; заявл. 09.03.04; опубл. 20.08.05//www.fips.ru. - 8 с.
14. Пат. 2286851 Российская Федерация, МПК2 В 04 С 5/00, В 01 D 45/00. Усройство очистки газового потока/ Завьялов Ю.И., заявитель Завьялов Ю.И., патентообладатель ООО «ПЛАНЕТА-К». - 2004102059/15; заявл. 19.01.04; опубл. 10.11.06//www.fips.ru. - 5 с.
15. Пат. 2299089 Российская Федерация, МПК1 В 01 D 53/00, F 23 G 7/00, В 01 J 19/00. Реактор для каталитической очистки газообразных выбросов/ Бражников Е.Б.; заявитель Бражников Е.Б., патентообладатель ГОУВПО Воронежская государственная технологическая академия. - № 2005139076/15; заявл. 14.12.05; опубл. 20.05.07//www.fips.ru. - 6 с.
16. Технологический регламент ТР-001-2005 Производство резиновых смесей (подготовка сырья и полуфабрикатов)/Срок действия 03.10.05 – 03.10.10 г.г.
17. Технологический регламент ТР-002-2005 Производство формовых резиновых технических изделий для автомобилей ВАЗ и других заводов/ Срок действия 03.10.05-03.10.10 г.г.
18. Паспорт 530059Пс Вальцы резинообрабатывающие СМ 1500 660/660П/ Ярославский завод полимерного машиностроения.
19. Судник В. Инструкция по эксплуатации и техническому обслуживанию литьевого пресса 4520-113/В. Судник. - Углерски-Брод, 1981. - 157 с.
20. Бекин Н.Г. Расчет технологических параметров и оборудования для переработки резиновой смеси в изделия/Н.Г. Бекин. - Л.: Химия, 1987. - 272 с.
21. Бобков А.С. Производственная безопасность в резиновой промышленности/А.С. Бобков, В.С. Журавлев.- Л.:Химия, 1985. - 192 с.
22. Трудовой кодекс Российской Федерации. - М.: Эксмо, 2005. - 219 с.
23. ГОСТ 12.1.005-88 Общие санитарно-гигиенические требования к воздуху рабочей зоны. - М.:Издательство стандартов, 1988. - 75 с.
24. НПБ.105-95 Определение категорий помещений и зданий по взрывопожарной и пожарной опасности. - М.: Главное управление государственной противопожарной службы МВД России, 1996. - 32 с.
25. Беспамятнов Г.П. Предельно-допустимые концентрации вредных веществ в воздухе и воде/ Г.П. Беспамятнов. - Л.: Химия, 1987. - 456 с.
26. Буренин В.В. Защита атмосферного воздуха от производственной пыли, токсичных паров и газов/В.В. Буренин//Экология и промышленность России. - 2004. - № 9. - С. 25-29.
27. Махин А.А. Абсорбционная очистка паровоздушных смесей от органических соединений/А.А. Махин//Экология и промышленность России. - 2006. - № 2. - С. 4-7.
28. Шварц А.И. Механизация и автоматизация производства формовых РТИ/А.И. Шварц. - М.: Химия, 1987. - 174 с.
Похожие работы
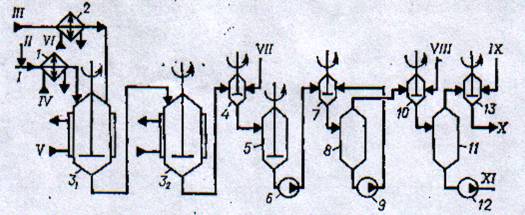
... в присутствии HCl. При последующей отмывке полимеризата соединения Ti и Cl вымываются водой. Рис. 8 Схема полимеризации, дезактивации, отмывки полимеризата и стабилизации каучука при получении СКИ-3 : 1,2 — холодильники; 31, 32 — полимеризаторы; 4, 7, 10, 13 — интенсивные смесители; 5— аппарат с мешалкой; 6,9, 12 — насосы; 8, 11 — отстойники.I — изопентан; II — изопрен; III — ...

... Вовлечение всего персонала; 4. Процессный подход; 5. Системный подход к управлению; 6. Постоянное улучшение; 7. Подход к принятию решений на основе фактов; 8. Взаимовыгодные отношения с поставщиками. 3.2. Пути повышения конкурентоспособности продукции путём снижения её себестоимости Следующим шагом для повышения конкурентоспособности предприятия является увеличение доли рынка, или хотя ...
... ряда и сложных эфиров жирных кислот, смесь жирных кислот, их цинковых солей и оксиэтилированных продуктов 1,03–1,98 1.1.4 Способы формования и способы усовершенствования технологии производства сальников реактивной штанги По способу изготовления, комплектующие резиновые детали подразделяются на формовые и неформовые. Формовые называют изделия, вулканизацию которых проводят в замкнутых ...

... с наименьшими потерями, но и извлечь из него действительную пользу и укрепить предприятие. 2. Анализ эффективности деятельности по управлению предприятием ОАО "БРТ" в условиях кризиса 2.1 Организационно- экономическая характеристика предприятия История создания предприятия, носящего сейчас название ОАО "Балаковорезинотехника" восходит к середине 60-х годов. В этот период в СССР начала ...
0 комментариев