Добавки резиновых смесей
ПАТЕНТНЫЕ ИССЛЕДОВАНИЯ
Описание технологического процесса
Расчет основного технологического оборудования
Опасные производственные факторы и мероприятия по технической безопасности
Цех крашения резиновой смеси Vа комбинирован-ная 400 1,8
ОРГАНИЗАЦИОННО-ЭКОНОМИЧЕСКИЙ РАЗДЕЛ
Расчет затрат на заработную плату
Навигация
Цех крашения резиновой смеси Vа комбинирован-ная 400 1,8
Технологии производства формовых резинотехнических изделий
114623
знака
0
таблиц
0
изображений
1. Цех крашения резиновой смеси Vа комбинирован-ная 400 1,8
2. Цех вулканизации Vа общая 300 1
На ООО «Автокомплект и К» для создания комфортных условий труда работников рационально подошли к освещению производственных помещений. В качестве осветительных приборов применяют светильники с газоразрядными лампами низкого давления типа ЛБ, лампы ДРЛ. Они расположены на оптимальной высоте, что обеспечивает нормированный уровень освещенности.
Источниками шума и вибрации на предприятии являются приточно-вытяжные вентиляции, вальцы резиносмесительные, пресса гидравлические. Для снижения воздействия на органы слуха работников предусмотрены индивидуальные средства защиты, шумоизоляция. В частности, вальца располагаются на специально оборудованном фундаменте, который частично поглощает вибрации.
На ООО «Автокомплект и К» существуют специально оборудованные комнаты отдыха для работников, бытовые помещения, помещения общественного питания и т.д. [23].
2.3 Взрывопожаробезопасность
В технологическом процессе производства формовых РТИ применяются различные вещества, пожароопасные свойства которых представлены в таблицах 2.5, 2.6 [24].
Таблица 2.5 Пожароопасные свойства горючих жидкостей и газов, применяемых в производстве
№ п/п Наименование вещества Физи-ческое состо-яние Темпе-ратура вспышки паров, 0С Темпе-ратура воспла-менения, 0С Концент-рационные пределы воспла-менения, мг/м3
1. Масло-мягчитель ж 230 355 -
2. Дибутилфталат ж 168 202 0,5
3. Предельные алифа-тические углеводороды
Таблица 2.6 Пожароопасные свойства горючих порошкообразных и кристаллических веществ, применяемых или выделяющихся в производстве
№ п/п Наименование вещества Физическое состояние вещества Минимальная энергия, мДж Температу-ра самовос-пламене-ния, 0С Нижний концентрационный предел воспламенения, г/м3
1. Сажа а. - 790 60
2. Стеарин тв. 25 290 -
3. Дифенилгуанидин а. 9,3 628 37
4. Диафен ФП тв. - 523 23
5. Резиновая смесь тв. 50 350 25
6. Сера а. - 190 17
В качестве средств пожаротушения при возникновении пожара используются вода, пена, пар, асбестовое полотно, пенные и углекислотные огнетушители, песок и т.д.
Тип средства пожаротушения зависит от источника возгорания.
Как и на многих предприятиях, на территории ООО «Автокомплект и К» расположены контейнеры с песком, в цехах находятся различные виды огнетушителей. Любой из сотрудников, первым заметивший возгорание, обязан сообщить об этом старшему и локализовать пожар.
3. ЭКОЛОГИЧЕСКАЯ ЭКСПЕРТИЗА ПРОЕКТА
В процессе производства формовых РТИ ООО “Автокомплект и К” образуются различные твердые отходы и осуществляются выбросы в атмосферу загрязняющих веществ. Основными источниками данных загрязнений можно считать следующие производственные участки:
• Участок подготовки навесок;
• Участок вальцевания;
• Прессово-вулканизационный участок.
Оборудование, являющееся источником данных загрязнений, - вальцы резиносмесительные, вулканизационные пресса.
Следовательно, существует потребность в защите окружающей природной среды от загрязняющих веществ.
Экологическая экспертиза - установление соответствия деятельности экологическим требованиям и определение допустимости реализации объекта экологической экспертизы в целях предупреждения возможных неблагоприятных воздействий этой деятельности на окружающую природную среду.
Отношения в области экологической экспертизы регулирует Федеральный закон от 23 ноября 1995 года N 174-ФЗ "Об экологической экспертизе", он направлен на реализацию конституционного права граждан Российской Федерации на благоприятную окружающую среду посредством предупреждения негативных воздействий хозяйственной и иной деятельности на окружающую природную среду и предусматривает в этой части реализацию конституционного права субъектов Российской Федерации на совместное с Российской Федерацией ведение вопросов охраны окружающей среды и обеспечения экологической безопасности.
Экологическая характеритсика объекта представлена в схеме 3.1.
Таблица 3.1 Выбросы в атмосферу
№ п/п Наименование вещества Количество загрязняющих веществ, выбрасываемых в атмосферу, т/год
1 2 3
1. Пыль технического углерода 1,082
2 Пыль серы 0,0105
3. Марганец и его соединения 0,000152
4. Оксид углерода 0,354287
5. Хлористый водород 0,006498
6. 1,3-бутадиен 0,00624
Продолжение Таблицы 3.1
1 2 3
7. Акрилонитрил 0,005641
8. Стирол 0,005099
9. Хлоропрен 0,005117
10. Ксилол 0,072
11. Толуол 0,05
12. Диоксид азота 0,099349
13. Метилэтилкетон 0,074
14. Предельные углеводороды 0,056234
Таблица 3.2 Количественная характеристика твердых отходов
№ п/п Наименование отходов Масса отходов, т/год
1. Отходы резины 0,0025
2. Отходы резинотехнических изделий 0,315
Таблица 3.3 ПДК и экологическая характеристика загрязнителей
№ п/п Наименование загрязнителя ПДК, мг/м3 Характер воздействия на организм человека
1 2 3 4
1. Пыль технического углерода 0,15 Вызывает заболевания дыхательных путей и желудочно-кишечного тракта
2. Пыль серы 0,2 Вызывает заболевания дыхательных путей и желудочно-кишечного тракта
3. Марганец и его соединения 0,3 Сильный яд, воздействует на центральную нервную систему (ЦНС), вызывая в ней тяжелые оргнические изменения. Повышает уровень сахара и молочной кислоты в крови.
4. Оксид углерода 20,0 Оксид углерода (СО) вытесняет кислород из оксигемоглобина крови. СО вызывает азотемию, изменение содержания белков плазмы.
5. Хлористый водород 0,015 При высоких кончентрациях вызывает раздражение слизитых оболочек, в особенности носа; конъюктивит, помутнение роговицы, кашель.
6. 1,3-бутадиен 3,0 В высоких концентрациях действует наркотически, в малых – раздражает слизистые оболочки, вызывает функциональные сдвиги в ЦНС.
7. Акрилонитрил 0,5 Поражает ЦНС, вызывает снижение артериального давления, приглушение тонов сердца
8. Стирол 0,003 Наркотик, раздражает слизистые оболочки, вызывает поражение печени, раздражение слизистых оболочек глаз, носа, глотки; желудочно-кишечные расстройства.
9. Хлоропрен 0,05 Наркотик, вызывает раздражение дыхательных путей, выпадение волос, нарушает образование кератина
10. Ксилол 0,2 Наркотик, при длительном воздействии раздражает кроветворные органы.
11. Толуол 0,6 В высоких концентрациях действует наркотически, воздействует на нервную систему, раздражает слизистые оболочки; головокружение, слабость.
12. Диоксид азота 0,085 Обладает выраженным раздражающим действием на дыхательные пути, приводит к развитию токсического отека легких.
13. Метилэтилкетон 0,05 Вызывает раздражение слизистых оболочек глаз, носа и горла.
14. Предельные углеводороды 0,1 Сильнейшие наркотики, высшие члены ряда вредны больше вследствие действия на кожу, чем при вдыхании паров, характерна неустойчивость реакций ЦНС.
Из таблиц видно, что в процессе изготовления резинотехнических изделий ООО “Автокомплект и К” производит выбросы в атмосферу вредных загрязняющих веществ и загрязнеяет почву отвердыми отходами [25].
Отходы резины и резинотехнических изделий передаются в специализированное предприятие, которое перерабатывает из в резиновую крошку, которая используется в качестве добавки к резиновой смеси.
В настоящее время наиболее эффективным методом защиты атмосферного воздуха от загрязнений является использование безотходных ресурсо- и энергосберегающих технологических процессов с замкнутыми производственными циклами, исключающими или резко снижающими выброс вредных веществ в окружающую среду. Однако не всегда удается разработать безотходные технологические процессы, обеспечивающие полную комплексную очистку вредных технологических выбросов в атмосферу.
Технологические аспекты защиты воздушного бассейна от загрязнения производственной пылью, токсичными парами и газами включают применение для различных производств новых способов, агрегатов, аппаратов и систем воздухоочистки, в которых используются последние достижения науки и техники.
На современном этапе развития производства для большинства промышленных предприятий очистку технологического воздуха от твердых, газообразных, аэрозольных и жидких вредных примесей с помощью фильтров пылегазоуловителей следует рассматривать как компонент безотходной технологии.
Загрязняющие вещества удаляют из воздуха с помощью механических и силовых методов. В первом случае фильтрация воздуха осуществляется за счет применения различных жестких или гибких перегородок или насыпных слоев фильтрующего материала (механические фильтры), а во втором – за счет применения гравитационного, электрического, магнитного и других видов силовых полей (силовые фильтры). В механических фильтрах очистка воздушных потоков путем пропускания их через фильтрующие перегородки позволяет удалять из воздуха твердые и жидкостные частицы самых разных размеров. Однако наиболее эффективно применять механические фильтры в процессах тонкой очистки (степень очистки 99,5%).
Очистку технологического воздуха от вредных паров, газов и токсичных веществ осуществляют абсорбционным, адсорбционным, химическим, биологическим, биохимическим и термическим методами.
Для эффективной мокрой очистки запыленного технологического воздуха используются, например, скрубберы Вентури двух конструктивных модификаций, разработки ОАО “НИИОГАЗ” (Россия).
Наряду с улавливанием пыли в скруббере Вентури при определенных условиях (подаче орошающей жидкости “на поток” с температурой, не превышающей 15-200С, и т.п.) улавливаются и газовые включения. Наилучших результатов достигают при абсорбции хорошо растворимых газов и при небольших начальных концентрациях веществ.
Очистка воздуха от пыли в электрическом поле с помощью электрических пылеуловителей (электрофильтров) – один из основных промышленных способов пылеудаления из воздушных потоков, несмотря на довольно высокую капиталоемкость. Основное достоинство способа в том, что он позволяет использовать значительные силы, непосредственно действующие на частицы, а не на дисперсионный поток. С этим обстоятельством связаны и другие преимущества очистки воздуха от пыли в электрическом поле (электростатическое осаждение частиц от пыли): удаление из воздушного потока частиц с размерами вплоть до субмикрометрового диапазона, высокая степень очистки (более 99%), умеренное потребление энергии, малое гидравлическое сопротивление и т.д.
Процесс электрического улавливания частиц пыли из воздуха включает следующие стадии: зарядка взвешенных частиц, движение заряженных частиц к электродам, осаждение и удаление частиц.
Как уже отмечалось ранее, в процессе производства формовых резинотехнических изделий выделяются различные газообразные вредные вещества, поэтому в цехе вулканизации необходимо устанавливать очистные сооружения для снижения экологической напряженности производства.
Для очистки промышленных и вентиляционных газовых смесей от органических веществ в атмосферу обычно применяют абсорбционные методы, что позволяет обеспечить экологическую безопасность производства и уловить ценные органические соединения.
Для определения поглотительной способности различных абсорбентов использовали паровоздушные смеси № 1 и № 2, которые содержали тетрагидрофуран (ТГФ), метилэтилкетон (МЭК), дихлорэтан (ДХЭ), бутанол, циклокесанон (ЦГН), толуол и ксилол (см. таблицу 3.4).
Таблица 3.4 Результаты очистки газовой смеси различными абсорбентами
Вещество Содержание вещества
На входе в абсорбер, об. % В абсорбере с различными абсорбентами, % по массе
Вода ЦГН ВОА
Газовая смесь № 1
Тетрагидрофуран 1,209 0,35 1,81 2,44
Метилэтилкетон 0,325 0,14 1,81 1,86
Дихлорэтан 0,236 0,07 1,62 1,67
Бутанол 0,018 0,02 0,58 0,61
Циклогексанон 0,013 0,03 92,16 0,5
Вода 3,0 99,39 2,02 0,009
Воздух 95,779 - - -
Газовая смесь № 2
Циклогексанон 0,125 1,53 93,43 2,5
Ксилол 0,624 - 1,17 1,28
Толуол 1,442 - 2,98 3,04
Вода 2,35 98,47 2,42 0,008
Воздух 95,459
Данные компоненты входят в состав газовых выбросов, образующихся при производстве полимерных материалов. В качестве абсорбентов применяли воду, циклогексанон (ЦГН) и высококипящий органический абсорбент (ВОА).
В результате исследований было установлено, что ЦГН и ВОА имеют практически одинаковую поглотительную способность. Поглотительная способность ВОА выше поглотительной способности воды по тетерагидрофурану в 7 раз, по метилэтилкетону – в 13,3, по дихлорэтану – в 24, по бутанолу – в 30, и по циклогексанону – в 16 раз.
Высокая поглотительная абсорбента (в данном случае ВОА) позволяет снизить его количество в циклическом процессе абсорбция-регенерация, что и приводит к уменьшению энергозатрат на его транспортирование и нагрев при регенерации.
Однако, как видно из данных таблицы, в процессе очистки газовых выбросов с использованием в качестве абсорбента циклогексанона последний наряду с поглощением органических соединений хорошо абсорбирует пары воды, находящиеся в очищаемом газовом потоке. Кроме того, его пары обладают довольно значительным парциальным давлением при температуре абсорбции и поэтому необходимо предусмотреть вторую ступень очистки газов уже от паров ЦГН, которые будут уноситься из абсорбера очищенным воздухом, что вызовет потребность в дополнительных капитальных и энергетических затратах.
Опыты проводились на лабораторной установке.
Процесс абсорбционной очистки отходящих газов осуществляется следующим образом. Парогазовая смесь поступает в нижнюю часть абсорбера 1, который сверху орошается жидким поглотителем. Жидкий поглотитель, контактируя с газовой фазой, улавливает органические примеси , а очищенный газ выбрасывается в атмосферу. Насыщенный раствор насосом 7 подается на верх регенератора 2. Выделение уловленных компонентов из насыщенного абсорбента происходит на ступенях контакта фаз регенератора парогазовой смесью, получаемой в кипятильнике 6. Парогазовая смесь образуется за счет испарения части регенерированного раствора в кипятильнике 6 посторонним “глухим” теплоносителем. Освобожденный от поглощенных компонентов абсорбент из регенератора насосом 4 через теплообменник и холодильник 3, где он охлаждается до температуры абсорбции, вновь подается на орошение абсорбента. Выходящая из регенератора парогазовая смесь, состоящая из поглощенных в абсорбере органических растворителей, направляется в холодильник дистиллятя 5 и там конденсируется. Выделенная из насыщенного абсорбента и в последующем сконденсированная смесь органических растворитлей может быть использована вновь либо в технологическом цикле, либо подвергнуться дальнейшей переработке с целью получения чистых индивидуальных веществ.
Анализируя технологическую циклическую схему процесса абсорбции с регенерацией насыщенного абсорбента, можно сделать вывод, что экономические затраты на проведение данного процесса определяются капитальными затратами на создание циклической аборбционно-десорбционной установки и стоимостью энергетических затрат на проведение процесса регенерации насыщенного абсорбента.
Эффективность работы абсорберов в основном зависит от конструкции используемых в них контактных элементов, то есть устройств, которые обеспечивают максимально развитую поверхность контакта между жидкой и газовой фазами при минимальном гидравлическом сопротивлении ступени контакта. Хороших результатов достигают при использовании тарельчатых аппаратов. Проходя через отверстия в тарелках, газ создает барботажный режим, за счет чего образуется большая поверхность контакта фаз. Однако тарелки обладают относительно большим гидравлическим сопротивлением.
В качестве контактных устройств в абсорбционных аппаратах можно применять насадки, представляющие собой пакеты из просеченных металлических лент или пластин, которые имеют развитую поверхность контакта фаз и обладают малым гидравлическим сопротивлением. Они обладают высокой эффективностью при проведении различных массообменных процессов при вакуумной ректификации. Однако данных об использовании таких насадок в абсорбционных аппаратах для очистки газовых потоков пока нет.
Для рассматриваемого процесса очистки низкопотенциальных газовых потоков была изготовлена и испытана на реальных средах насадка из гофрированной мелкоячеистой нержавеющей сетки с ячейками размером 1х1 и 1,5х1 мм. Гофрирование сетки было необходимо для того, чтобы не происходило слипание закручивающегося полотна насадки. В результате применения такой насадки жидкость равномерно распределяется по всему сечению аппарата, что является одним из глванейших условий для эффективной работы контактного элемента. Испытания данной насадки на реальных средах показали, что она имеет высоту, эквивалентную одной теоретической тарелке порядка 0,1 м при гидравлическом сопротивлении, не превышающем 98-196 Па на один метр высоты насадки, тогда как гидравлическое сопротивление, например, колец Рашига (25х25х25 мм) составляет около 686 Па на один метр насадки, а высота эквивалентная одной теоретической тарелки 1,5 м.
Для применения насадки данного типа в конкретном промышленном процессе очистки газовых выбросов от органических веществ был разработан не только математический аппарат для расчета основных массообменных характеристик, но эти проведены испытания ее в лабораторных и опытных условиях [27].
Из всего вышеперечисленного можно сделать вывод, что в процессе производства формовых резинотехнических изделий на ООО “Автокомплект и К” происходит загрязнение почв и осуществляются выбросы вредных веществ в атмосферу.
Как уже отмечалось, отходы резины перерабатываются в крошку, которая находит применение в качестве добавки к резиновой смеси.
Для обезвреживания выбросов в атмосферу предложено установить в цехе вулканизации абсорбционную очистную установку, где в качестве абсорбента используется высококипящий органический абсорбент (степень очистки 99%).
Для устранения выбросов в атмосферу пыли технического углерода и серы на участок подготовки навесок ингредиентов целесообразно установить механический пылеуловитель, степень очистки которого 99,5%.
ОПЕРАЦИОННАЯ СХЕМА ДВИЖЕНИЯ ОТХОДОВ
Таблица 3.5
№ п/п Наименование материала Ед. изм. Образо-валось в произ-водстве
Наименование
Поступило в обраб.
Поступило на размещ.
Выброс в атм. Техноло-гические потери Всего
1. Пыль техничес-кого углерода тн 1,082 0,054 - 0,054 Пыль технического углерода 1,028 -
2. Пыль серы тн 0,0105 0,001 - 0,001 Пыль серы 0,010 -
3. Марганец тн 0,000152 0,000152 - 0,000152
4. Оксид углерода тн 0,354287 0,354267 0,00002 0,354287
5. Хлористый водород тн 0,006498 0,006498 - 0,006498
6. 1,3-бутадиен тн 0,00624 0,00614 0,0001 0,00624
7. Стирол тн 0,005099 0,005099 - 0,005099
8. Хлоропрен тн 0,005117 0,005087 0,00003 0,005117
9. Ксилол тн 0,072 0,0004 - 0,0004 Ксилол 0,0716
10. Толуол тн 0,05 0,0003 - 0,0003 Толуол 0,0497
11. Диоксид азота тн 0,099349 0,099349 - 0,099349
12. Отходы резины тн 0,0025 - - - Отходы резины 0,0025
13. Отходы РТИ тн 0,315 - - - Отходы РТИ 0,315
4. АВТОМАТИКА
Автоматизация производства – это процесс оснащения производства машинами, оборудованием, приборами и автоматическими устройствами, с помощью которых обеспечивается выполнение комплекса работ или отдельных операций без непосредственного участия человека или когда за последним остаются функции наблюдения, контроля, наладки и (или) ремонта.
Цель автоматизации производства – сокращение трудовых затрат, улучшение условий производства, повышение объема выпуска и качества продукции.
Автоматизация производства может быть полной или частичной. Частичная и полная автоматизация может быть единичной.
Автоматизация производства во всех случаях требует значительных затрат на создание или приобретение, содержание и использование автоматических и автоматизированных средств, поэтому необходимость ее внедрения должна быть социально и экономически обоснована.
Ее преимущества выражаются прежде всего в сокращении производственного цикла и резком повышении производительности труда, в ускорении оборачиваемости оборотных средств, снижении себестоимости продукции, повышении ее качества, улучшении других социально-экономических показателей.
Процесс автоматизации рассмотрим на цехе вулканизации. Как известно, процесс формования РТИ осуществляется при определенной температуре, в течение заданного промежутка времени и при оптимальном давлении.
Таблица 4.1 Параметры, подлежащие контролю в цехе вулканизации
№ п/п Наименование оборудования Параметры
Давление Температура Время
1. Пресс гидравлический + + +
Таблица 4.2
Величина параметров, подлежащих регулированию
№ п/п Параметр Размерность Измерение Регулирование Регистрация Сигнализация
Пресс гидравлический
1. Давление 170-200 кгс/см2 + + +
2. Температура 170±100С + + +
3. Время 12±0,5 мин. + + +
Контроль температуры осуществляется с помощью микропроцессорного программируемого измерителя-регулятора типа ТРМ 1, к которому в качестве первичного преобразователя подключается термопреобразователь хромель-копелевый.
Регулирование измеряемой величины осуществляется по двухпорционному (релейному) закону. Отображение текущего измерения производится на встроенном светодиодном цифровом индикаторе.
Функциональные параметры измерения и регулирования задаются пользователем и сохраняются при отключении питания в энергозависимой памяти прибора.
Таблица 4.3 Техническая характеристика измерителя-регулятора
№ п/п Наименование характеристики Показатель
1 2 3
1.
Напряжение питания
220 В, 50 Гц (-15...+10%)
2. Напряжение встроенного источника питания постоянного тока (максимально допустимый ток – 100 мА) 27 В ±20%
3. Потребляемая мощность, не более 6 ВА
4. Диапазон измерения -50…+7500С
5. Входное сопротивление прибора для унифицированного сигнала:
- ток 0…5 мА, 0…20 мА, 4…20 мА
- напряжение 0…1 В
100 Ом ±5%
не менее 100 кОм
6. Время опроса входных каналов, не более 1,5 сек
7. Предел допустимой основной приведенной погрешности измерения входной величины (без учета погрешности датчика) 0,25% или ±0,5% в зависимости от класса точности прибора
Прибор предназначен для использования в следующих условиях окружающей среды:
• температура воздуха, окружающего корпус прибора +1…+500С
• атмосферное давление 86…107 кПа
• относительная влажность воздуха (при температуре
+350С) 30…80%
Прибор имеет вход для подключения первичных преобразователей (датчиков), блок обработки данных, состоящий из измерителя физических величин, цифрового фильтра и логического устройства. Логическое устройство в соответствии с запрограммированными пользователями функциональными параметрами формирует сигналы управления выходным устройством, которое в зависимости от модификации прибора может быть дискретного или аналогового типа.
Работа термопреобразователей сопротивления основана на температурной зависимости электрического сопротивления металлов. Датчик физически выполнен в виде катушки из тонкой проволоки в каркасе из изоляционного материала, заключенной в защитную гильзу. Преобразование сигнала, полученного с датчика, в текущее цифровое значение измеряемой величины производится в измерителе.
Для улучшения эксплуатационных качеств, в блок обработки входных сигналов введен цифровой фильтр, позволяющий уменьшить влияние случайных помех на измерение контролируемых величин.
Прибор конструктивно выполнен в пластмассовом корпусе, предназначенном для щитового, настенного крепления или крепления на DIN-рейку.
Контроль времени осуществляется с помощью реле времени - устройства, релейный элемент которого срабатывает с некоторой временной задержкой (от нескольких миллисекунд до нескольких часов) после получения управляющего сигнала. Задержку срабатывания реле можно регулировать, например, влияя на скорость изменения физической величины, воздействующей на релейный элемент.
Контроль давления осуществляется с помощью электроконтактного манометра ЭКМ 100.
Электроконтактный манометр типа ЭКМ по принципу действия и устройству подобен обычному манометру с одновитковой пружиной. Сигнальное устройство прибора имеет два установочных контакта: минимальный (нижний) и максимальный (верхний), которые замыкаются с подвижным контактом, установленным соосно с измерительной стрелкой прибора. Установочные контакты с помощью штифта, расположенного на лицевой части прибора, могут перемещаться на соответствующее задание [28].
Анализ цеха вулканизации на характер автоматизации производства формовых резинотехнических изделий показал, что ООО «Автокомплект и К» не имеет нового, более совершенного оборудования с последними достижениями в данной области.
Простая автоматизация рабочих мест уже не актуальна, так как время – важнейший фактор деятельности промышленного предприятия, в условиях усиливающейся конкуренции руководству предприятия необходимо решать вопросы роста выпускаемых изделий, а на ООО «Автокомплект и К», например, загрузка заготовок резиновой смеси осуществляется вручную и, соответственно, выгрузка готовых изделий, что увеличивает время перезагрузки пресса.
Из всего вышеперечисленного можно сделать вывод, что, не смотря на прогресс в области автоматизированных систем, на предприятиях России и по сей день велика доля ручного труда и большинство промышленного оборудования устарело, что вызывает низкие показатели эффективности, производительности и контроля за технологическим процессом.
Похожие работы
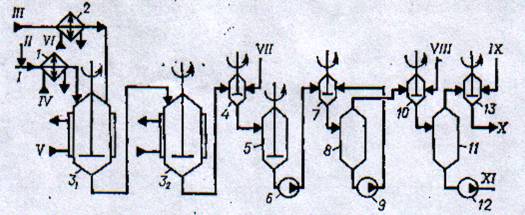
... в присутствии HCl. При последующей отмывке полимеризата соединения Ti и Cl вымываются водой. Рис. 8 Схема полимеризации, дезактивации, отмывки полимеризата и стабилизации каучука при получении СКИ-3 : 1,2 — холодильники; 31, 32 — полимеризаторы; 4, 7, 10, 13 — интенсивные смесители; 5— аппарат с мешалкой; 6,9, 12 — насосы; 8, 11 — отстойники.I — изопентан; II — изопрен; III — ...

... Вовлечение всего персонала; 4. Процессный подход; 5. Системный подход к управлению; 6. Постоянное улучшение; 7. Подход к принятию решений на основе фактов; 8. Взаимовыгодные отношения с поставщиками. 3.2. Пути повышения конкурентоспособности продукции путём снижения её себестоимости Следующим шагом для повышения конкурентоспособности предприятия является увеличение доли рынка, или хотя ...
... ряда и сложных эфиров жирных кислот, смесь жирных кислот, их цинковых солей и оксиэтилированных продуктов 1,03–1,98 1.1.4 Способы формования и способы усовершенствования технологии производства сальников реактивной штанги По способу изготовления, комплектующие резиновые детали подразделяются на формовые и неформовые. Формовые называют изделия, вулканизацию которых проводят в замкнутых ...

... с наименьшими потерями, но и извлечь из него действительную пользу и укрепить предприятие. 2. Анализ эффективности деятельности по управлению предприятием ОАО "БРТ" в условиях кризиса 2.1 Организационно- экономическая характеристика предприятия История создания предприятия, носящего сейчас название ОАО "Балаковорезинотехника" восходит к середине 60-х годов. В этот период в СССР начала ...
0 комментариев