Ассортимент и характеристика выпускаемой продукции
Выбор сырьевой базы и энергоносителей
Модуль крупности 1,6 – 1,8
Технологическая схема цеха формования, сушки, обжига
Сушка полуфабриата
Обжиг полуфабриката
Материальный баланс цеха формования, сушки и обжига
Выбор и расчет оборудования
Расчет склада готовой продукции
Навигация
Технологическая схема цеха формования, сушки, обжига
Технология производства керамического кирпича
95787
знаков
14
таблиц
5
изображений
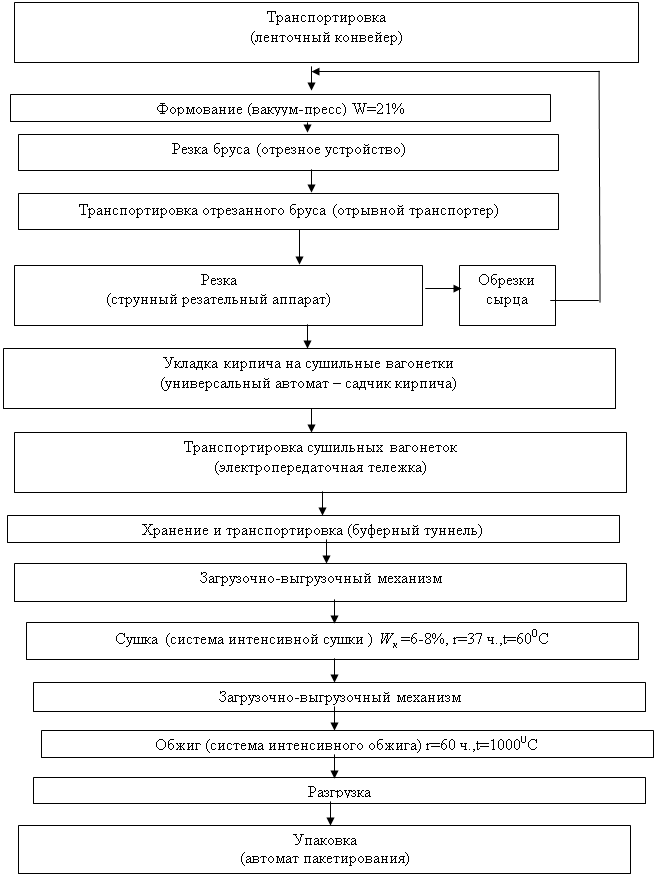
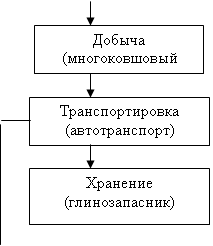
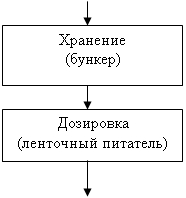
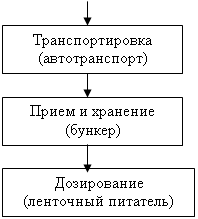
5. Технологическая схема цеха формования, сушки, обжига
 | |||
 | |||
5.1 Описание технологической схемы
Тонко измельчённое сырьё от вальцов, ленточным конвейером подаётся в глиномешалку вакуумного пресса, предназначенного для вакуумирования и формования сырца. Далее в технологии производства кирпича, проектом, принята система интенсивной сушки и обжига кирпича, включающая в себя:
· универсальный автомат (погрузка и разгрузка вагонеток);
· система транспортировки вагонеток;
· система интенсивной сушки и обжига;
· установка съёма и пакетирования кирпича;
Непрерывно поступающий из пресса брус сырца разрезается отрезным устройством на куски требуемой длины (![]() 2,5 м). Отрезанный кусок бруса отделяется ускорительным транспортёром и подаётся на разрезное устройство, где он принимается транспортёром специальной конструкции. После подачи бруса на разрезное устройство, транспортёр останавливается, и находящийся на нём брус, разрезается на отдельные кирпичи путём опускания и подъёма разрезного устройства, в котором поперёк направления подачи бруса натянуты разрезные элементы (струны). После окончания операции разрезки транспортёр разрезного устройства начинает двигаться и кирпич сырец перегружается на следующий транспортёр раздвижного погрузочного устройства, причём, за счёт плавной регулировки скорости этого транспортёра кирпичи могут раздвигаться на требуемое расстояние. После передачи всех кирпичей на раздвижной транспортёр, он останавливается, и находящиеся на нем кирпичи толкателем сдвигаются в поперечном направлении на вагонетки, движущиеся прямо под транспортёром с такой же скоростью. Концы разрезанного бруса при этом остаются на раздвижном транспорте. При подаче следующей группы разрезанных кирпичей, с разрезного устройства, на раздвижной транспортёр, обрезки сырца сбрасываются на транспортёр отходов и возвращаются в пресс. Таким образом, кирпичи, группа за группой, поперечными рядами сажаются на вагонетку.
2,5 м). Отрезанный кусок бруса отделяется ускорительным транспортёром и подаётся на разрезное устройство, где он принимается транспортёром специальной конструкции. После подачи бруса на разрезное устройство, транспортёр останавливается, и находящийся на нём брус, разрезается на отдельные кирпичи путём опускания и подъёма разрезного устройства, в котором поперёк направления подачи бруса натянуты разрезные элементы (струны). После окончания операции разрезки транспортёр разрезного устройства начинает двигаться и кирпич сырец перегружается на следующий транспортёр раздвижного погрузочного устройства, причём, за счёт плавной регулировки скорости этого транспортёра кирпичи могут раздвигаться на требуемое расстояние. После передачи всех кирпичей на раздвижной транспортёр, он останавливается, и находящиеся на нем кирпичи толкателем сдвигаются в поперечном направлении на вагонетки, движущиеся прямо под транспортёром с такой же скоростью. Концы разрезанного бруса при этом остаются на раздвижном транспорте. При подаче следующей группы разрезанных кирпичей, с разрезного устройства, на раздвижной транспортёр, обрезки сырца сбрасываются на транспортёр отходов и возвращаются в пресс. Таким образом, кирпичи, группа за группой, поперечными рядами сажаются на вагонетку.
Загруженные вагонетки с помощью цепного толкателя загружаются в накопительный (буферный) туннель, для предварительного подогрева, пройдя который, вагонетки попадают на загрузочно-выгрузочный механизм, который загружает их в сушилку. В туннеле интенсивной сушки (t=600C), работающему по принципу противотока, кирпичи движутся стоя в один слой, через участки с различными температурными режимами и интенсивной вентиляцией. Благодаря чему обеспечивается быстрая, равномерная сушка. Для высокочувствительных изделий может быть предусмотрено применение дополнительных зонных нагревателей. В настоящем проекте в зоне сушильного туннеля подмешивается горячий воздух из печного пространства. Отработанный теплоноситель после очистки поступает в атмосферу. Для нормального протекания процесса сушки сырца, т. е. для того, чтобы изделия высыхали с максимальной равномерностью и без деформаций при минимальном расходе топлива и в минимальный срок, необходимо создать условия для интенсивной влагоотдачи с единицы поверхности изделия.
После прохождения сушки кирпичи с сушильных вагонеток автоматом-садчиком переносятся на обжиговые. В печи интенсивного обжига кирпича обжиг производится пламенем. Обжиг проводят в печи при температуре 1000оС. В качестве теплоносителя используются продукты сгорания газа. При обжиге за счет удаления влаги и сближения в результате этого частиц, вследствие фазовых и химических превращений, частичного получения жидкой фазы протекают структурообразующие процессы. Из печи забирается горячий воздух на сушку в сушило, а отработанные дымовые газы после очистки выбрасываются в атмосферу.
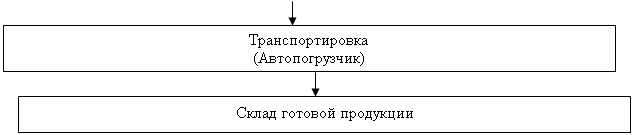
Пройдя обжиг, вагонетки попадают на начальное загрузочное устройство которое перемещает их на пути расположенные над буферным туннелем. Затем, кирпич снимается с вагонеток, устанавливается на поддоны и упаковывается в транспортные пакеты. После чего отправляется на склад готовой продукции, оборудованный мостовыми кранами для загрузки в автомобили /5/.
6. Теоретические основы технологического процесса
6.1 Формование кирпича
Формованием называется процесс придания массе заданных форм и размеров, т. е. получения заготовки (полуфабриката) издания. Структура заготовки в значительной мере определяет строение и свойства изделий после обжига. При формовании стремятся максимально увеличить содержание твердой фазы, чтобы снизить усадки в сушке и обжиге.
Пластичность глин предопределяет наличие специфических деформационных свойств — малой вязкости и достаточно высокого предела текучести.
Показателем формовочных свойств масс является соотношение между внешним и внутренним трением. Считают, что формование возможно, если внутреннее трение массы (когезия) больше, чем трение о формующий орган машины (аутогезия). Для оценки формовочных свойств используют коэффициенты внутреннего трения и сцепления массы. Из уравнения Кулона-Мора следует, что сопротивлением массы σПР сдвигу определяется коэффициентом внутреннего трения f, сцеплением С и действующим сжимающим напряжением σ:
σПР= σf + С.
Основные свойства пластичной формовочной массы зависят от минерального состава, формы и размеров частиц твердой фазы, вида и количества временной технологической связки, интенсивности образования гидратных слоев на поверхностях частиц. С увеличением содержания жидкой фазы коэффициент внутреннего трения растет, проходя через максимум. Другие показатели уменьшаются монотонно, но с разной интенсивностью. Это позволяет для каждой массы выбрать оптимальное значение формовочной влажности. Лучшие формовочные свойства имеет масса с максимально развитыми слоями физически связанной воды при минимальном содержании свободной воды в системе.
Возрастание дисперсности твердой фазы увеличивает количество контактов между частицами в единице объема и прочность. Одновременно растут оптимальная формовочная влажность, предел текучести, вязкость, модули деформации, коэффициент внутреннего трения и связность массы, повышается пластичность.
Чрезмерное повышение дисперсности увеличивает усадки в сушке и обжиге, поэтому оптимальный зерновой состав должен обеспечивать создание каркаса из сравнительно крупных зерен для повышения предела текучести и уменьшения усадок.
Пластическое формование осуществляют тремя способами: выдавливанием, допрессовкой и раскаткой. Во всех случаях механические напряжения не превышают 1—30 МПа, масса содержит 30—60% жидкости по объему. Заготовка сохраняет форму благодаря наличию предела текучести.
Важнейшей задачей при пластическом формовании является подбор оптимальной формовочной влажности. Для оценки формовочной влажности WФ по П.А. Ребиндеру используют зависимость пластической прочности структуры Рm, от влажности Wабc (рис. 6.1.).
Влияние влажности на основные параметры пластичной массы:
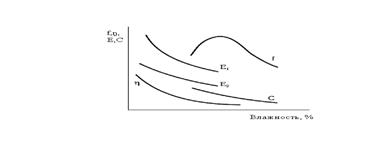
Рис.6.1. f – коэффициент внутреннего трения; Е1 и Е2 – модули быстрой и замедленной обратимой деформации; С – сцепление; η – вязкость.
Пластической прочностью называют механическое напряжение, которое способна выдерживать масса без нарушения сплошности. Считают, что формовочной влажности соответствует точка перехода зависимости Рm - влажность от прямолинейного участка. В заводской практике формования на вакуумных прессах ведут обычно при влажности на 1-3% меньше.
Чем сложнее форма изделия, тем при более высокой влажности проводят формование. Для его облегчения иногда в массы добавляют высокопластичные монтмориллонитовые глины.
Выдавливание является окончательной операцией формования изделий грубой строительной керамики (кирпич) и промежуточным этапом переработки пластичной тонкокерамической массы перед раскаткой и допрессовкой. Выдавливание может быть горизонтальным и вертикальным. Его осуществляют на шнековых вакуумных прессах. В шнековом прессе при движении массы возникает сложное объемно-напряженное состояние. Лопасти шнека сообщают массе поступательное и вращательное движение, а стенки корпуса пресса замедляют перемещение массы в прилегающим к ним слоям. По мере продвижения массы к головке пресса ее вращение замедляется, но периферийные слои движутся с большей скоростью. Окончательно уплотняет массу последний виток шнека. Он выжимает массу из цилиндра в головку пресса с различными по сечению скоростями, сообщая ей частичное вращение.
Распределение скоростей течения пластической (а) и тощей (б) масс в головке шнекового пресса.
а) б)


Рис.6.2.
Шнековые (ленточные) вакуумные прессы имеют высокую производительность и являются агрегатами непрерывного действия, однако требуют «мягких» масс. В заготовке могут возникать дефекты, связанные с неравномерным движением массы.
Под действием бокового давления линейная скорость массы у стенки меньше, а окружная выше, чем в центре. В массе образуются два параболоидальных потока, скорости которых в мундштуке постепенно выравниваются. Более пластичные массы характеризуются большим градиентом скоростей по сравнению с жесткими (рис. 6.2.). Для снижения неравномерности течения используют шнеки с переменным шагом винта и двухзаходной выпорной лопастью. Крупнозернистые включения снижают склонность массы к расслаиванию.
Выдавливание сопровождается образованием анизотропной структуры масс, так как пластинчатые частицы глины ориентируются своей тонкой гранью в направлении максимальной скорости течения. Анизотропия проявляется в неравномерной усадке и различной прочности образцов в разных направлениях.
При неблагоприятных условиях возможно появление дефектов. S-образные трещины образуются при нарушении сплошности массы из-за разной продольной и окружной скорости ее течения. Уменьшение скорости течения в углах или на поверхности кернов для слабосвязанных масс приводит к образованию «драконова зуба» и «малых надрезов».
Дефекты устраняют подбором размеров головки пресса и мундштука (отношение длины к диаметру должно быть не менее 4, увеличиваясь для сильно пластичных и жестких масс), конусности мундштука, смазкой головки и мундштука. Эффективно применение вибрирующих головок или вставок и ультразвуковое разжижение масс /1/.
Сформованный кирпич в дальнейшем подвергается сушке.
Похожие работы
... не требуют обслуживания и ремонта, то есть являются более эффективными при долговременной эксплуатации. Краснодарский край в течение многих лет является лидером среди регионов России по производству керамического кирпича. Его удельный выпуск сопоставим с развитыми странами и заметно выше среднего по России (табл. 4). /2.3/ Таблица 4 - Удельное производство керамического кирпича Страны ...
... ; -укладка кирпича на поддоны; -складирование готовой продукции; В июне 1997 года на Себряковском комбинате асбестоцементных изделий, Волгоградской области введен в эксплуатацию завод по производству керамического кирпича по предлагаемой технологии. В ноябре 2000 г. там же введен в эксплуатацию второй завод. В настоящее время они аналогов пока не имеют. № Наименование, назначение Кол-во ...
нную технологию и новые материалы. Но создавать керамические изделия можно и дома, используя вполне доступные материалы и оборудование, применяя сравнительно несложную технологию. Технология производства керамических изделий Изготовление керамических изделий включает несколько этапов: приготовление тестообразной массы, формовка изделия, нанесение декора, сушка, обжиг в печи. 1) Глиняное ...
... 4280 tОБЖ=1000оС СО, NО2, СН4 5 Повышение уровня шума оказывает вредное воздействие на организм человека. Производственные процессы на предприятии в разрабатываемом проекте сопровождаются шумом, непревышающим установленные нормы. Контроль шумового воздействия на производстве осуществляется в соответствии с ГОСТ 12.1.003-83 «Шум. Общие требования безопасности» и СН 3223-85 «Санитарные нормы ...
0 комментариев